

Продолжение таблицы 6
|
Св. 0,90 до 1,00 |
Черновая Получистовая Чистовая Тонкая |
1,7 2,1 2,3 2,5 |
1,9 2,4 2,5 2,7 |
2,3 2,7 3,0 3,1 |
|
Св. 1,00 до 1,10 |
Черновая Получистовая Чистовая Тонкая |
1,8 2,2 2,4 2,5 |
2,0 2,4 2,6 2,7 |
2,4 2,8 3,1 3,3 |
|
Св. 1,10 до 1,20 |
Черновая Получистовая Чистовая Тонкая |
1,8 2,3 2,5 2,7 |
2,0 2,5 2,7 2,8 |
2,4 2,9 3,1 3,4 |
|
Св. 1,20 до 1,40 |
Черновая Получистовая Чистовая Тонкая |
2,0 2,5 2,8 2,9 |
2,1 2,7 3,0 3,2 |
2,5 3,1 3,4 3,7 |
|
Св. 1,40 до 1,60 |
Черновая Получистовая Чистовая Тонкая |
2,1 2,8 3,1 3,4 |
2,3 2,9 3,1 3,4 |
2,7 3,3 3,6 3,9 |
|
Св. 1,60 до 1,80 |
Черновая Получистовая Чистовая Тонкая |
2,1 2,8 3,1 3,4 |
2,3 3,0 3,3 3,6 |
2,7 3,5 3,8 4,0 |
|
Св. 1,80 до 2,00 |
Черновая Получистовая Чистовая Тонкая |
2,2 3,0 3,4 3,6 |
2,4 3,1 3,6 3,8 |
2,8 3,6 4,0 4,3 |
|
Св. 2,00 до 2,20 |
Черновая Получистовая Чистовая Тонкая |
2,4 3,2 3,6 3,9 |
2,6 3,4 3,8 4,1 |
3,0 3,8 4,3 4,6 |
|
Св. 2,20 до 2,40 |
Черновая Получистовая Чистовая Тонкая |
2,5 3,4 3,8 4,1 |
2,7 3,6 3,9 4,3 |
3,1 4,0 4,4 4,8 |
|
Св. 2,40 до 2,80 |
Черновая Получистовая Чистовая Тонкая |
2,6 3,6 4,0 4,4 |
2,9 3,8 4,3 4,6 |
3,3 4,3 4,8 5,2 |
Продолжение таблицы 6
|
Св. 2,80 до 3,20 |
Черновая Получистовая Чистовая Тонкая |
2,9 4,0 4,5 4,8 |
3,1 4,1 4,6 5,0 |
3,4 4,6 5,1 5,4 |
|
Св. 3,20 до 3,60 |
Черновая Получистовая Чистовая Тонкая |
3,1 4,3 4,9 5,3 |
3,3 4,5 5,2 5,5 |
3,6 4,9 5,6 6,0 |
|
Св. 3,60 до 4,00 |
Черновая Получистовая Чистовая Тонкая |
3,4 4,8 5,3 5,8 |
3,6 4,9 5,5 6,0 |
3,9 5,3 6,0 6,5 |
|
Св. 4,00 до 4,40 |
Черновая Получистовая Чистовая Тонкая |
3,5 4,8 5,4 6,0 |
3,7 5,0 5,8 6,2 |
4,0 5,5 6,1 6,7 |
|
Св. 4,40 до 5,00 |
Черновая Получистовая Чистовая Тонкая |
3,8 5,3 6,0 6,7 |
4,0 5,5 6,3 6,9 |
4,4 5,8 6,7 7,3 |
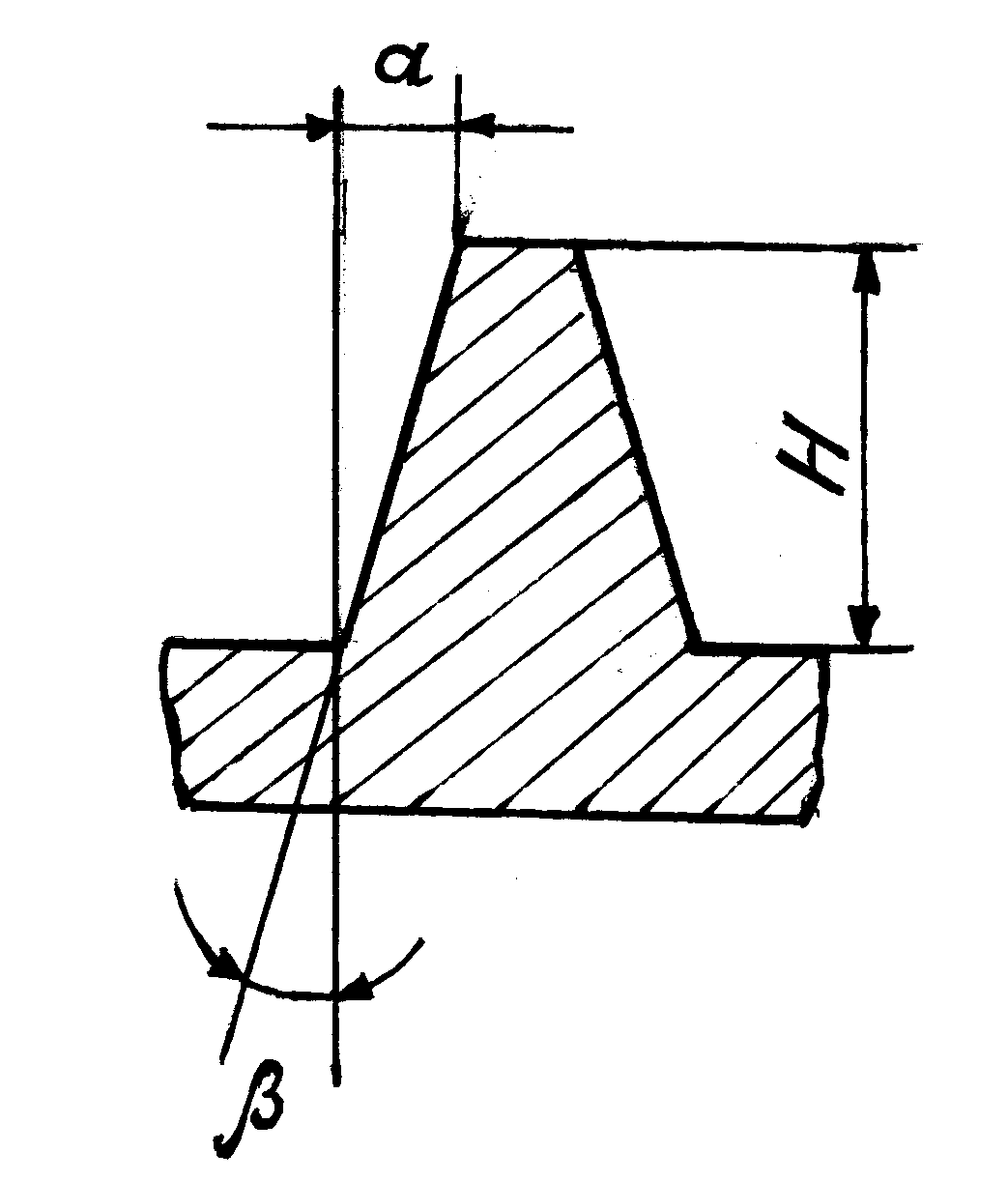
Таблица 7 – Конструктивные уклоны для отливки при литье в песчаные
формы
|
Эскиз |
Н, мм |
a/H |
|
|
|
До 25 |
15 |
11о30 |
|
Св. 25 до 500 |
120 110 |
3о 5о30 | |
|
Св. 500 |
150 |
1о |
Пример выполнения к работе №2
Эскиз задания – рисунок 38 (размеры приведены на рисунке).
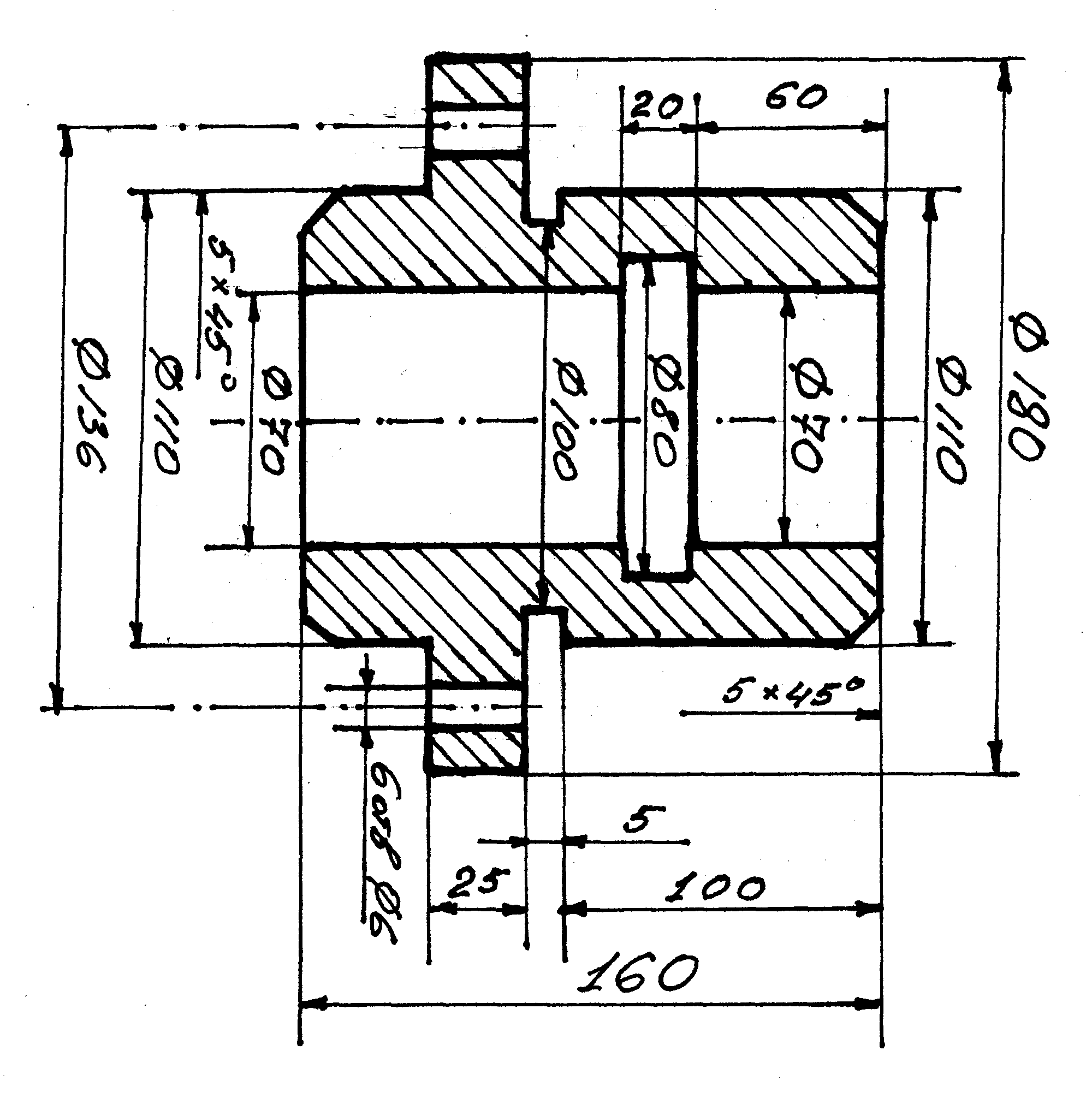
Рисунок 38 – Эскиз задания. Материал – сталь 15Х34Л
1. На первом этапе решается вопрос, будет ли модель разъёмной или её можно изготовить не разъёмной (что предпочтительнее). В данном случае модель можно изготовить только разъёмной, так как разместить её (получить отпечаток в формовочной смеси и извлечь) только в нижней опоке не представляется возможным.
2. На втором этапе определяется положение линии разъёма. В данном
случае линия разъёма будет проходить по центру размера Н = 25, Ф = 180 (рисунок 38), причём более длинная часть модели будет находиться внизу, так как качество нижней части отливки обычно выше чем верхней части. Это объясняется меньшей вероятностью возникновения брака по шлаковым включениям и газовой пористости.
3. На третьем этапе определяются напуски – те элементы детали, которые будут отсутствовать в отливке и которые будут изготавливаться при последующей механической обработке. Эти мелкие элементы чрезвычайно сложно получить при литье из-за опасности осыпания формовочной смеси, что приведёт к браку. К ним в данном варианте относятся:
Канавки Ф = 100, Ф = 80;
Фаски 5 х 45о;
Отверстия Ф = 6; 6 шт.
4. На четвёртом этапе для определения величины припусков на механическую обработку (в данном задании предполагается обрабатывать все поверхности) по таблице № 5 находятся величины допусков в соответствии с классом точности 9 (обработка чистовая) на изготовление данной детали.
Для 9-го класса точности и при чистовой обработке допуска на имеющиеся размеры будут следующими:
|
Размер, мм |
Ф 180 |
Ф 110 |
Ф 70 |
Н 160 |
Н 25 |
|
Допуск, мм |
2,8 |
2,4 |
2,2 |
2,4 |
1,6 |
В соответствии с этими допусками по таблице 6 определяют припуски на механическую обработку (на одну сторону), которые будут составлять:
|
Номинальный размер, мм |
Ф180 |
Ф110 |
Ф70 |
Н 160 |
Н 25 |
|
Припуск, мм |
4,3 |
3,9 |
3,8 |
3,9 |
3,1 |
|
Размер с припуском, мм |
188,6 |
117,8 |
62,4 |
167,8 |
31,2 |
|
Окончательный размер с припуском и усадкой (2%), мм |
192,5 |
120,2 |
61,2 |
171,2 |
31,8 |
Затем эти размеры изменяются (наружные увеличиваются, внутренние уменьшаются) на процент усадки. В данном случае увеличиваются Ф180; Ф110; Н160; Н25, а Ф70 уменьшается.
5. На пятом этапе определяются величины литейных уклонов для наружных вертикальных поверхностей в соответствии с таблицей № 7. Следует отметить, что габаритный размер Ф180 (Ф192,4 с учётом припуска на механическую обработку и усадку) увеличится до Ф 198,6 из-за наличия литейных уклонов. Для уклона = 11о30’ – a/H = 1/5. Отсюда а = 3,1 мм на сторону и размер Ф 180 теперь будет составлять Ф198,6 мм.
6. На шестом этапе определяются способ сопряжения стенок различной толщины и радиусы галтелей (скруглений) в соответствии с рисунками 36 и 37.
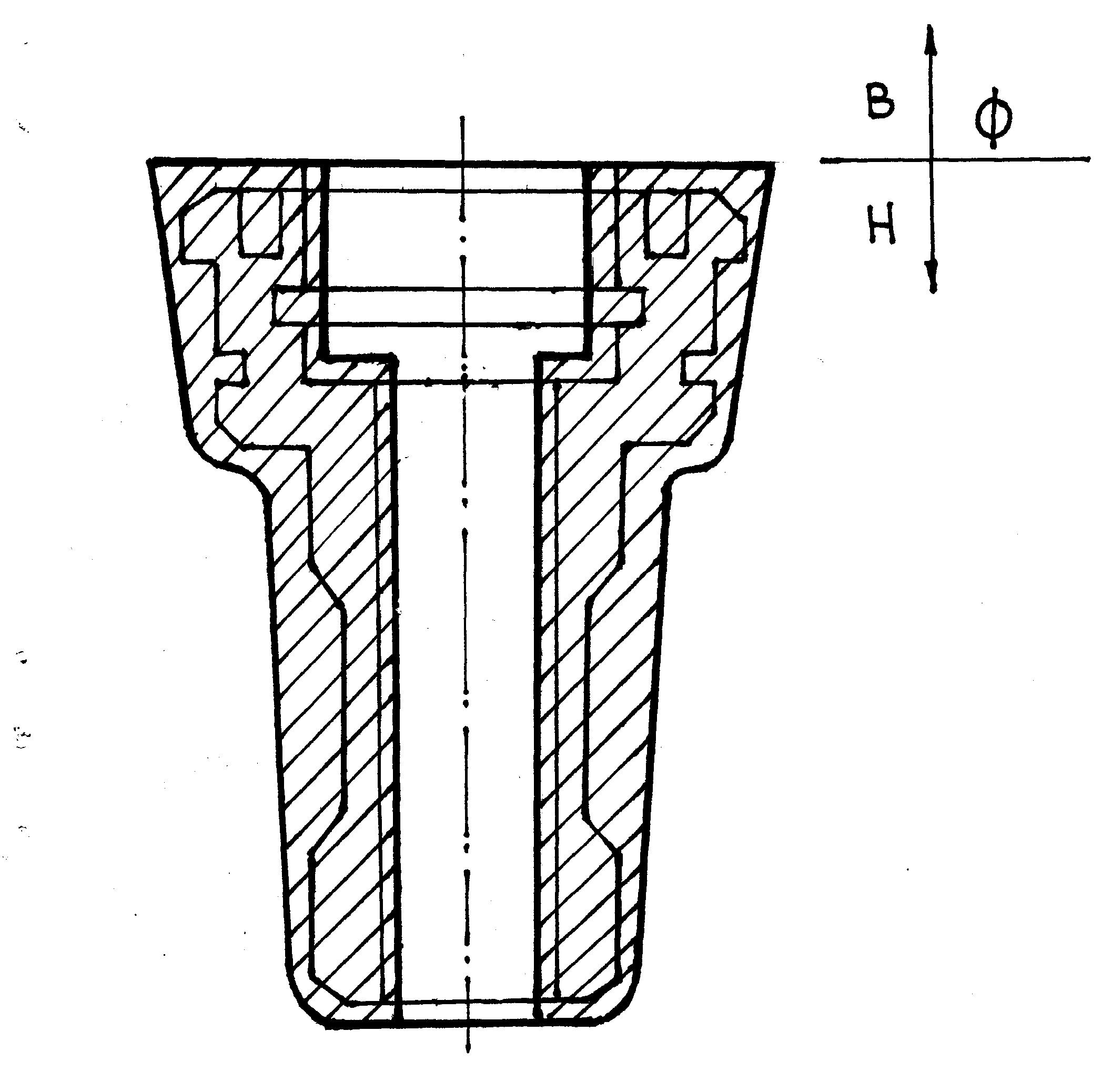
В итоге в отчёте приводится эскиз задания и эскиз модели (отливки), который включает в себя эскиз задания (в тонких линиях со всеми данными размерами) и поверх него эскиз отливки (в жирных линиях) со всеми новыми размерами, включая литейные уклоны и радиусы галтелей (рисунок 39), а также все расчёты. На эскизе также указывается линия разъёма модели и (или) формы, как показано на рисунках 39 и 40. Штриховке подлежит весь объём отливки, который будет заполнен металлом. Также указывается перечень элементов детали, которые не будут получены литьём, а будут изготовлены при последующей механической обработке: фаски 5х45о – 2 шт., канавки Ф100 и Ф80, отверстия Ф6 – 6 шт. Приводится расшифровка марки сплава, из которого будет изготовлена отливка. Сталь 15Х34Л – легированная сталь с содержанием: углерода 0,15%; хрома – 34%; литейная.

Рисунок 39 – эскиз модели (отливки)

а б
а – модель не разъёмная (линия разъёма формы); б – модель разъёмная (линия разъёма модели и формы)
Рисунок 40 – Примеры обозначения линии разъёма
Таблица 8 – Варианты вопросов к контрольной работе № 2
|
№ варианта |
Теоретические вопросы:
|
|
1 |
1. Какие литейные сплавы Вы знаете? 2. Почему при ручной дуговой сварке для увеличения толщины свариваемых заготовок нельзя произвольно увеличивать сварочный ток? |
|
2 |
1. Какими свойствами должны обладать литейные сплавы? 2. Что относится к недостаткам автоматической сварки под слоем флюса? |
|
3 |
1. Что такое опока и для чего она предназначена? 2. Почему при точечной сварке сварочная точка образуется в месте контакта двух заготовок? |
|
4 |
1. Для чего предназначены литейные стержни? 2. Почему при роликовой (шовной) сварке сварной шов образуется в месте контакта двух заготовок? |
|
5 |
1. При разработке чертежа модели для литья в песчаные формы предусматривают литейные уклоны. Зачем? Как определить их величину для данного изделия? 2. Какие методы относится к сварке давлением? Сравните их. |