

1.3.1 Литьё в кокиль
Литьё в кокиль – процесс получения отливок путём свободной заливки расплавленного металла в металлические формы – кокили, (рисунок 55). Кокиль – металлическая форма, которая заполняется жидким расплавом под действием сил тяжести. В кокилях получают 45% отливок из алюминиевых и магниевых сплавов, 5% стальных и 10% чугунных отливок.
Кокили могут быть неразъёмными (вытряхными) (рисунок 2, б). Внутренняя часть отливки образуется песчаным стержнем, стержнем же перекрывается и верхняя часть. Металл заливается через литниковую систему и после затвердевания, с помощью цапф, кокиль переворачивается и отливка выталкивается.
Чаще кокили изготавливаются из двух половин, его рабочая полость соответствует внешней конфигурации отливки. Внутренние полости образуются с помощью песчаных или металлических (цельных или разъёмных) стержней. Конструкция разъёмного кокиля также предусматривает наличие литниковой системы. После затвердевания сплава кокиль раскрывается и из него выталкивается готовая отливка. В зависимости от конфигурации отливки, кокиль может иметь одну или несколько плоскостей разъёма. Они могут быть вертикальными (рисунок 2а), горизонтальными (рисунок 2в) или комбинированными. Для удаления газов из газонепроницаемой формы – кокиля предусмотрен выпор, а также газовые каналы (d = 0,2 – 0,5 мм) по линии его разъёма.

а в
а – кокиль с вертикальной линией разъёма; б – неразъёмный кокиль; в – кокиль с горизонтальной линией разъёма
1,4 – две половины кокиля; 2 – выпор; 3, 6, 15 – центрирующие штыри и втулки; 5 – стержень; 7 – приливы для крепления кокиля к станку; 8 – литник; 9 – отверстия для толкателей, выталкивающих отливку из кокиля; 10 – рабочая полость кокиля; 11 – цапфы для переворота кокиля; 12 – песчаные стержни; 13 – формовочная смесь (футерованный кокиль); 14 – стержневая смесь – облицованный кокиль
Рисунок 2 - Конструкции кокилей
1.3.2 Литьё под давлением
Литьё под высоким давлением (30 – 100 МПа) – это процесс получения отливок в металлических формах, при которых их заполнение сплавом и формирование отливок осуществляется под давлением. При литье под давлением пресс-форма выполняется из стали. Это сложное приспособление, состоящее из 30 – 100 деталей. Её рабочая часть выполняется из вкладышей. Для формирования внутренних полостей отливки применяются неразъёмные металлические стержни. На рисунке 3 приведён пример получения отливок на машине с горизонтальной камерой сжатия.
Процесс литья осуществляется следующим образом:
Металл заливается в заливочное окно камеры сжатия.
Под давлением поршня сплав заполняет пресс-форму и затвердевает.
Извлекается металлический стержень и открывается пресс-форма.
Отливка удаляется выталкивателем, затем процесс повторяется.
Производительность достигает 200 – 400 циклов в час. При литье под давлением струя жидкого металла с большой скоростью заполняет рабочую полость и газы, находившиеся в ней, не успевают удалиться. Это приводит к образованию в толстостенных отливках газовой пористости. Метод литья под давлением обеспечивает высокую точность и чистоту поверхности, что освобождает от последующей механической обработки. Он высокопроизводителен и легко автоматизируется. Стальные пресс-формы обладают высокой стойкостью. К недостаткам метода можно отнести чрезвычайно высокую стоимость пресс-форм, поэтому метод экономичен только в крупносерийном и массовом производстве. Для отливок характерна газовая пористость.
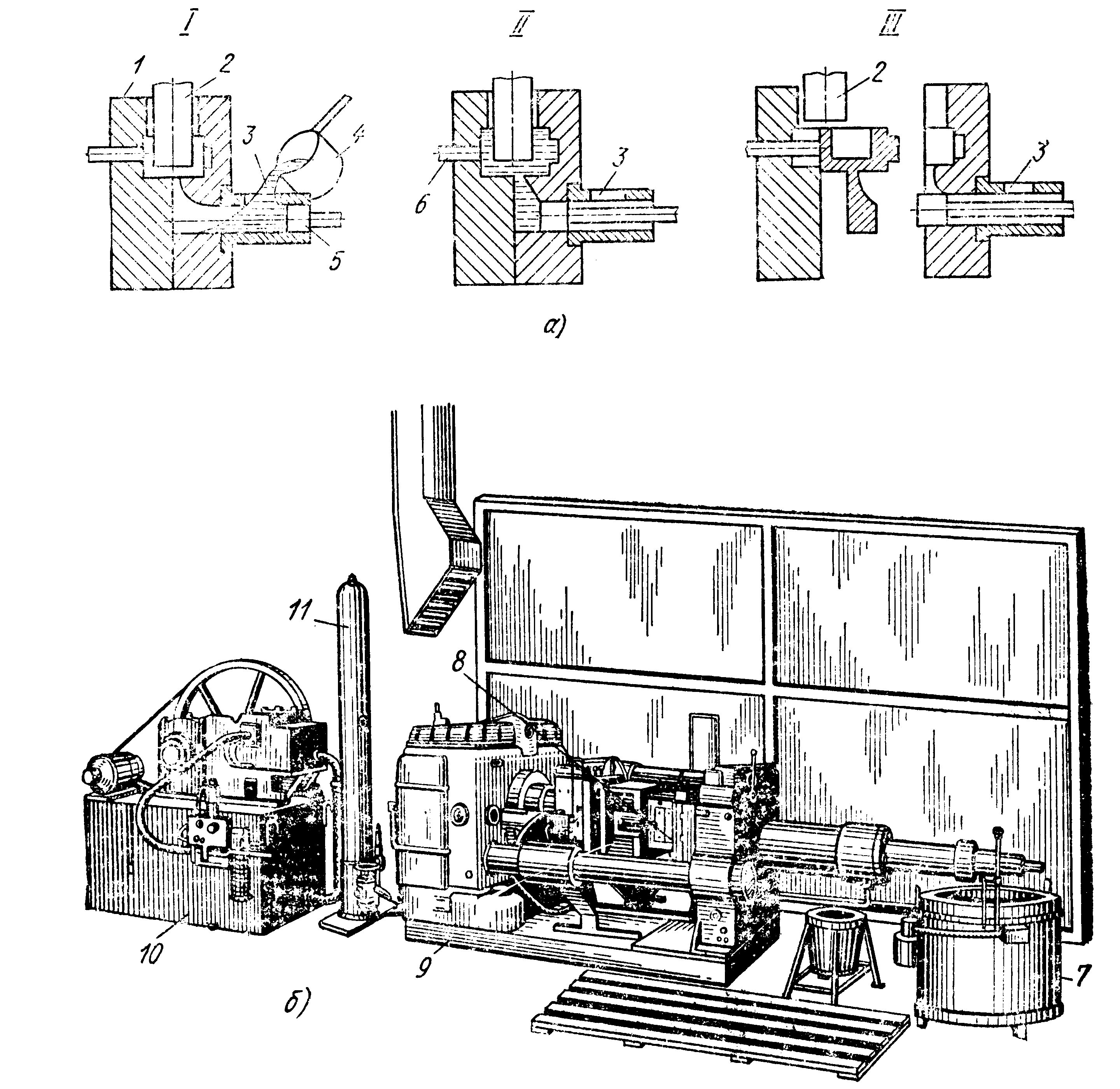
а б в
а – заливка металла в заливочное окно; б – заполнение пресс-формы под
давлением; в – удаление отливки.
1 – пресс-форма; 2 – металлический стержень; 3 – заливочное окно;
4 – расплав; 5 – поршень; 6 – выталкиватель
Рисунок 3 - Процесс литья под давлением
Центробежное литьё
Центробежное литьё – способ, при котором отливки получают свободной заливкой во вращающиеся формы. Отливка формируется под действием центробежных сил, которые отбрасывают заливаемый металл к стенкам формы, где он затвердевает, образуя пустотелое изделие. Формы приводят во вращение центробежные машины. Они могут иметь горизонтальную и вертикальную ось вращения. На машинах с горизонтальной осью вращения получают отливки со стенками равномерной толщины по длине и в поперечном сечении. При вертикальной оси вращения формы отливки имеют параболическую внутреннюю поверхность, и толщина верхней части отливки меньше, чем нижней.
Короткие трубы получают следующим образом (рисунок 4): жидкий металл ковшом через жёлоб заливают во вращающуюся форму. Центробежными силами он отбрасывается к её стенкам и затвердевает, после чего цилиндрическую отливку извлекают из формы.
При производстве длинных труб на труболитейных машинах используется подвижный жёлоб, который в процессе литья перемещается вдоль оси формы, последняя имеет уклон в 5о. При этом металл навивается на её внутреннюю поверхность. Для образования раструба трубы используется песчаный стержень. Машины с горизонтальной осью вращения используются также для получения фасонных отливок. Машины с вертикальной осью вращения используются для получения коротких трубных заготовок и фасонных изделий.
Центробежное литьё имеет свои особенности, достоинства и недостатки:
1 Исключается применение стержней для изготовления полости в отливке.
2 Отливки отличаются большой плотностью и высокими механическими свойствами.
3 Обеспечивается высокая точность наружных размеров и высокая чистота поверхности.
4 Этим методом можно получать тонкостенные изделия из сплавов с низкой жидкотекучестью.
5 Процесс легко автоматизируется.

1 – электродвигатель; 2 – форма; 3 – заливочный жёлоб; 4 – ковш; 5 – отливка
Рисунок 4 – Центробежная машина с горизонтальной осью вращения
для литья коротких труб
К недостаткам метода можно отнести следующее:
1. Этим методом можно получать в основном только тела вращения.
2. Низкое качество отливок из сплавов, склонных к ликвации.
3. Внутренние размеры отливки зависят от количества залитого металла, в связи с этим трудно обеспечить их точность.