

Сборник 70 студ конференции БГТУ
.pdf191
Е.Л. Фролова РАЗРАБОТКА АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ РАСЧЕТА
ПАРАМЕТРОВ УЧАСТКА ЦЕХА
Объект исследования: показатели участка механического цеха для реализации проектного технологического процесса обработки детали.
Результаты, полученные лично автором: разработан модуль автоматизированной подсистемы по определению основных проектных показателей и параметров участка цеха для формирования плана расположения оборудования.
Задача автоматизации технологического проектирования для современного машиностроения является чрезвычайно важной и актуальной. Ее решение обеспечивает сокращение сроков внедрения в производство новых проектно-конструкторских разработок и повышение его эффективности. Трудности решения этой задачи обусловлены особенностями технологического проектирования и возрастающими требованиями современного машиностроительного производства к автоматизированным системам.
Осуществление этих требований возможно только на основе широкого применения средств вычислительной техники на всех этапах производства. Особая роль отводится применению ЭВМ в системах автоматизированного проектирования (САПР). Эти системы все более широко используются в различных отраслях промышленности.
Автоматизация проведения конструкторско-технологической подготовки производства решает актуальную задачу сокращения сроков запуска изделия и снижение себестоимости его изготовления.
На современном этапе развития систем автоматизации проектирования (САПР) по оценкам международных аналитических компаний (в частности, Gartner) основной акцент необходимо переместить на разработку так называемых MES-систем, модулей интегрированных САПР, решающих конкретные специфические задачи.
Завершающим этапом технологической подготовки производства, в соответствии с рекомендациями стандартов, является разработка плана расположения оборудования и вспомогательных служб участка механического (механосборочного) цеха. Этот этап характеризуется достаточно большим объемом расчетов различных проектных показателей и параметров такого участка. Необходимо определить потребное количество оборудования для реализации предлагаемого технологического процесса, зарезервировать площади для складирования партии запуска деталей возле рабочих мест, рассчитать требуемое число и грузоподъемность межоперационного и межцехового транспорта и т.д.
Разработанный модуль автоматизированной системы предназначен для автоматизации расчета проектных показателей планировок цехов.
Главными пользователями данного объекта проектирования являются инженеры отдела главного технолога (ОГТ), которые смогут использовать
192
разрабатываемую САПР для оценки эффективности новых ТП и обоснованности предлагаемого варианта. Помимо ОГТ данная система может широко использоваться в экономических отделах и службах предприятий.
Разрабатываемая система позволяет решать как прямую задачу, так и обратную. Прямая задача состоит в определении технико-экономических показателей проектируемого участка на основе входных данных и последовательного выполнения всех процедур программы. Обратная задача состоит в определении допустимых затрат с целью их окупаемости в заданные сроки.
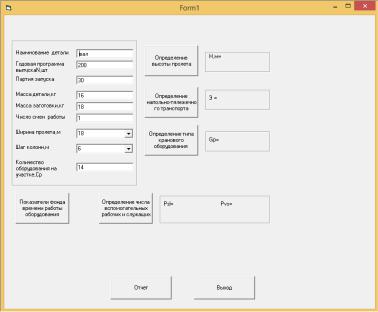
Основной задачей рассматриваемой САПР является выбор оптимального варианта участка для реализации технологического процесса (ТП) механической обработки или механосборочной технологии по критериям минимальной себестоимости обработки, минимальной технологической себестоимости изготовления детали, минимального цикла, максимального использования оборудования по мощности и т.п. Входными данными для системы являются: годовая программа выпуска детали; материал и масса заготовки; число смен работы; маршрутный ТП с перечнем применяемого оборудования и штучно-калькуляционным временем выполнения операций (рис. 1).
Рис. 1. Главное окно автоматизированной системы.
Вывод результатов расчета представляется в виде тестового файла с формированием соответствующих таблиц и графиков.
Данная система разработана с целью сокращения времени определения типа производства, снижения себестоимости проектирования, и максимального упрощения расчетов, что приведет к снижению рисков возникновения ошибок при проектировании.
Работа выполнена под руководством доц. каф. «Технология машиностроения» Е.А. Польского, С.В. Сорокина
193
А.С. Шпидько РАЗРАБОТКА ПАРАМЕТРИЧЕСКИХ БИБЛИОТЕК СТАНОЧНЫХ
ПРИХВАТОВ В СИСТЕМЕ SOLIDWORKS
Объект исследования: CAD/CAE/CAM-система SolidWorks. Результаты, полученные лично автором: спроектированы
параметрические модели станочных прихватов.
SolidWorks – программный комплекс САПР для автоматизации работ промышленного предприятия на этапах конструкторской и технологической подготовки производства.
При разработке изделий в CAD-системах широко применяются пользовательские библиотеки фрагментов и моделей. Эти библиотеки разрабатываются для типовых элементов, наиболее часто используемых при проектировании изделий проектными организациями.
Основные способы создания пользовательских библиотек:
создание библиотек эскизов, фрагментов и моделей на основе стандартных возможностей системы;
создание библиотек параметрических моделей;
использование макросов и библиотек, содержащих инструментальные средства разработки приложений.
Библиотеки на базе параметрической модели значительно превосходят по функциональности простые библиотеки эскизов и моделей. Создавая отдельные конфигурации и системы параметров можно быстро получать новые технические решения на базе выполненных ранее. Чаще всего подобные библиотеки оформляются на основе табличной параметризации.
Типы параметризации:
табличная параметризация заключается в создании таблицы параметров типовых деталей. Новый экземпляр детали создается путём выбора из таблицы типоразмеров.
иерархическая параметризация заключается в том, что в ходе построения модели вся последовательность построения отображается в отдельном окне в виде «древа построения». В нем перечислены все существующие в модели вспомогательные элементы, эскизы и выполненные операции в порядке их создания.
вариационная, или размерная, параметризация основана на построении эскизов и наложении пользователем ограничений в виде системы уравнений, определяющих зависимости между параметрами.
геометрической параметризацией называется параметрическое моделирование, при котором геометрия каждого параметрического объекта пересчитывается в зависимости от положения родительских объектов, его параметров и переменных.
Табличная параметризация заключается в создании таблицы параметров типовых деталей. Новые экземпляры деталей или сборок генерируются путём выбора из таблицы нужных типоразмеров.
194
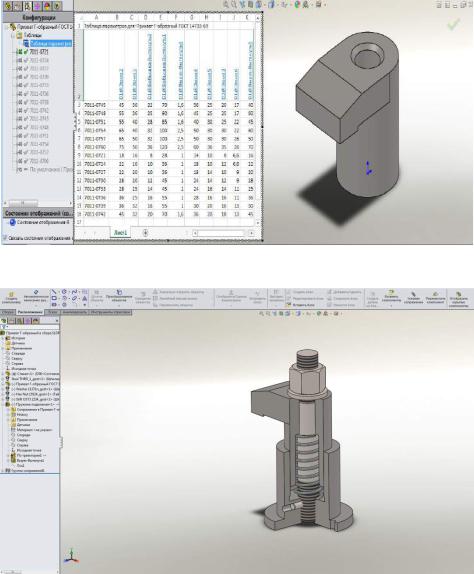
Рис. 1. Таблица параметров детали прихвата
Рис. 2. Модель г-образного прихвата
При выполнении работы разработаны три библиотеки станочных прихватов: передвижных, откидных и г-образных прихватов. При проектировании прихватов были выполнены следующие этапы:
разработаны конструкции параметрических моделей деталей прихватов;
подготовлены таблицы параметров деталей прихватов (рис. 1);
разработаны конструкции параметрических моделей сборок прихватов;
составлены таблицы параметров сборки.
Разработанные библиотеки параметрических прихватов можно использовать при проектировании станочных приспособлений как в рамках дипломного проектирования, при проведении лабораторных работ, так и в производственной деятельности.
Работа выполнена под руководством доц. кафедры «Технология машиностроения» Д.М. Филькина
195
Шпидько А.С ТЕРМИЧЕСКАЯ ОБРАБОТКА ЧУГУНОВ ДЛЯ ОБЕСПЕЧЕНИЯ
ТРЕБУЕМЫХ МЕХАНИЧЕСКИХ СВОЙСТВ
Объект исследования: операции термической обработки деталей из различных марок чугунов.
Результаты, полученные лично автором: разработаны научно обоснованные рекомендации по назначению условий и режимов термической обработки деталей, изготавливаемых из различных марок конструкционных чугунов для обеспечения установленных техническими требованиями механических свойств.
Чугунами называют сплавы железа с углеродом, в которых содержание углерода больше 2.14%. Они содержат постоянные примеси (Si, Mn, S, P), а иногда и легирующие элементы ( Cr, Ni, V, Al и др.). Как правило чугун хрупок. В зависимости от состояния углерода в чугуне различают: белые, серые, высокопрочные и ковкие чугуны.
Термическую обработку чугунов проводят с целью снятия внутренних напряжений, которые возникают при литье и вызывают изменения размеров и формы отливки с течением времени, снижение твёрдости и улучшение обрабатываемости резанием, повышение механических свойств.
Чугун подвергают отжигу, нормализации, закалке и отпуску, а также некоторым видам химико-термической обработки (азотированию, алитированию, хромированию).
Низкотемпературный отжиг применяют для снятия внутренних остаточных напряжений отливок серого чугуна.
Графитизирующий отжиг применяют также для устранения отбела отливок из серого чугуна, возникающего при литье в металлические формы, в связи с чем повышается хрупкость и резко снижается обрабатываемость.
Отжиг с предварительной закалкой заключается в том, что белый чугун подвергают закалке с 900-950°С в воде или масле.
Отжиг с предварительной низкотемпературной выдержкой заключается в том, что белый чугун выдерживают в течении 6-ти - 8-ми часов при температуре 350-400°С.
Сфероидизирующий отжиг. Если ковкому чугуну хотят придать одновременно повышенную прочность и пластичность, применяют сфероидизирующий отжиг, в результате которого получается структура зернистого перлита и графита.
Нормализацию применяют для увеличения связанного углерода, повышения твердости, прочности и износостойкости серого, ковкого и высокопрочного чугунов.
При закалке чугуна превращения аналогичны превращениям, происходящим при закалке стали.
Закалке подвергают серый, ковкий и высокопрочный чугун для повышения твёрдости, прочности и износостойкости. По способу
196
выполнения закалка чугуна может быть объёмной непрерывной, изотермической и поверхностной.
1.При объёмной непрерывной закалке чугун нагревают под закалку (медленно для отливок сложной конфигурации) до температуры на 40 – 60°С выше интервала превращения (обычно до 850 – 930°С) с получением структуры аустенит и графит. Затем дают выдержку для прогрева и насыщения аустенита углеродом; выдержка тем длиннее, чем больше феррита и меньше перлита, например, 10 – 15 мин для перлитных чугунов и до 1,5 – 2 часа для ферритных чугунов. Отливки охлаждают в воде (простой конфигурации) или в масле (сложной конфигурации).
2.При изотермической закалке чугун нагревают до 830 – 900°С выдерживают 0,2 – 1,5 часа и охлаждают в расплавленных солях, имеющих температуру 250 – 400°С, и после выдержки охлаждают на воздухе. Структура чугуна после изотермической закалки состоит из бейнита, остаточного аустенита и графита. Прочность, твёрдость и износостойкость изотермически закаленного чугуна выше по сравнению со свойствами чугуна после улучшения (закалки и отпуска) со структурой сорбита или троостита. Преимущество изотермической закалки – резкое уменьшение закалочных напряжений и коробления. Изотермической закалке обычно подвергают отливки из высококачественного чугуна (например, с шаровидным графитом) небольшого сечения (толщина стенки 10 – 12 мм), так как необходимо переохладить аустенит до температуры изотермической выдержки.
3.Поверхностную закалку с нагревом с помощью токов высокой частоты применяют для повышения поверхностной твёрдости и износостойкости чугунных отливок. Поверхностной закалке рекомендуется подвергать перлитные чугуны. Это объясняется тем, что при нагреве перлитных чугунов нет необходимости в насыщении аустенита углеродом за счёт растворения графита. Микроструктура поверхностного слоя – мелкоигольчатый мартенсит и включения графита. После поверхностной закалки проводится низкий отпуск. Отпуск проводится с целью снятия термических напряжений, повышения твёрдости, прочности и износостойкости. Нагрев проводят медленный для сложных изделий до температуры 150 – 300°С для деталей работающих на износ или 400 – 600°С, затем дают выдержку 1 – 3 часа. Охлаждение проводят на воздухе.
Для стабилизации размеров литых чугунных деталей, предотвращения коробления и снятия внутренних напряжений применяют старение. Обычно старение проиводят после грубой механической обработки. Различают два вида старения: естественное и искуственное.
Чтобы снять закалочные напряжения, после закалки производят отпуск
Работа выполнена под руководством зав. каф. "ТМ", к.т.н., доц. Е.А. Польского
197
ФАКУЛЬТЕТ ИНФОРМАЦИОННЫХ ТЕХНОЛОГИЙ
СИСТЕМЫ ИНФОРМАЦИОННОЙ БЕЗОПАСНОСТИ
К.П.Бесчастный ОСНОВНЫЕ ТРЕБОВАНИЯ К СЛУЖБЕ БЕЗОПАСНОСТИ
В БАНКОВСКОЙ ДЕЯТЕЛЬНОСТИ
Объект исследования: Служба безопасности, её основные средства и методы обеспечения безопасности, организация внутреннего контроля банка.
Результаты, полученные лично автором: были изучены особенности и требования для служб безопасности в банковской деятельности.
Служба безопасности банка – это невидимая структура, которая выполняет охранные контрольные функции, предотвращает всевозможные случаи мошенничества с финансовыми, кредитными и платежными документами, осуществляет контроль и защиту конфиденциальной информации и банковской тайны.
Перед службами безопасности ряда российских банков поставлены следующие задачи: анализ и прогнозирование внешних и внутренних угроз безопасности банка и его сотрудников; предупреждение возможного проникновения в кадровый состав лиц из криминогенной среды; предупреждение возможной противоправной и иной негативной деятельности отдельных сотрудников; защита коммерческой тайны; противодействие физическому, техническому несанкционированному проникновению на служебные объекты; информационное обеспечение банковской деятельности по вопросам безопасности (обучение сотрудников банка и персонала службы безопасности, повышение их способности противостоять преступникам); взаимодействие и координация службы безопасности с государственными правоохранительными органами.
Подразделения службы безопасности выполняют охранные, информационно-аналитические, организаторские, воспитательные, директивные, контрольные функции.
Охранные функции СБ включают:
физическую охрану руководства и сотрудников (по месту работы и жительства, на маршрутах передвижения);
участие в обеспечении режима секретности проводимых работ. Информационно-аналитические функции СБ подразумевают:
сбор и систематизацию информации, характеризующей уровень защищенности предприятия;
проведение частных расследований фактов промышленного шпионажа, хищений на охраняемых объектах;
198
аналитические исследования для выработки стратегических и важных тактических решений по защите деятельности предприятия; подготовку предложений по совершенствованию форм и методов работы в сфере безопасности.
Организационные функции СБ предусматривают:
организацию режима секретности проводимых работ: совершенствование организационной структуры предприятия с учетом требований безопасности производственной, коммерческой и иной его деятельности;
планирование работы по предупреждению и противодействию посягательствам на безопасность предприятия, расстановке сил и средств, используемых для защиты бизнеса.
Квоспитательным функциям СБ относятся:
информирование сотрудников о выявленных фактах посягательства на безопасность предприятия, результатах расследования;
пропаганда культуры обращения с информацией, составляющей коммерческую тайну;
обучение сотрудников приемам использования средств индивидуальной защиты;
подготовка сотрудников в части, касающейся безопасного бизнеса;
обеспечение готовности сотрудников к отпору в случае посягательства на их личную безопасность и безопасность предприятия.
Построение конкретной службы безопасности начинается с анализа угроз и выявления объектов защиты. Это важно для дальнейшей оценки величины возможного ущерба и возможные последствия от реализации каждой угрозы. Далее необходимо определять каким образом влияет каждый элемент системы безопасности на реализацию конкретной угрозы (содействие, независимость, конфликт) для получения значений коэффициентов эффективности каждой подсистемы, входящей в состав ИСБ.
Реализация данной модели осуществляется следующим образом: руководитель организации ставит задачу начальнику службы безопасности построить концепцию безопасности деятельности организации. Начальник службы безопасности должен совместно с ведущими специалистами организации или сторонними специалистами выделить из полного набора угроз, те которые присущи данного рода деятельности. Далее формируется экспертная группа во главе руководителя организации или начальника службы безопасности. В ее задачи входит определение значимости угроз, коэффициентов ущерба для всех возможных последствий, выявление объектов защиты.
Вданный период времени ни один крупный банк не обходится без службы безопасности, и подготовка квалифицированных сотрудников в данной сфере очень важная и необходимая задача для любого банка.
Работа выполнена под руководством доц.М.Ю. Рытова
199
К.П. Бесчастный СУЩНОСТЬ КОНКУРЕНТНОЙ РАЗВЕДКИ, ЕЁ ЦЕЛИ И ЗАДАЧИ
Объект исследования: Конкурентная разведка, её основные цели и задачи.
Результаты, полученные лично авторами: были изучены особенности конкурентной разведки, рассмотрено более подробно какую пользу и выгоду для предприятия она несёт.
Конкурентная разведка - маркетинговый инструмент изучения конкурентной среды, представляющий собой целенаправленный сбор информации о конкурентах для принятия управленческих решений по дальнейшей стратегии и тактике ведения бизнеса.
Информация о контрагентах может стать существенным конкурентным преимуществом. В цели конкурентной разведки входит только собственно добыча информации, а не ее анализ. Анализ присутствует только в качестве инструмента извлечения необходимой информации из косвенных данных.
Чем серьезнее сфера деятельности и предполагаемый доход, тем опаснее могут быть для бизнеса действия конкурентов. Поэтому возникает необходимость защитить свой бизнес.
Конкурентная разведка нацелена, чаще всего, на усиление негативных тенденций у конкурента, пока остальной маркетинг занимается поиском новых ниш.
Основные цели конкурентной разведки:
1.«система раннего предупреждения», то есть насколько возможно раннее привлечение внимание лиц, принимающих решения, к угрозам, которые потенциально могут причинить ущерб бизнесу;
2.выявление благоприятных для бизнеса возможностей, которые компания могла бы не заметить;
3.определение истинной стратегии конкурентов для корректировки собственной стратегии;
4.Оценка степени выгодности условий сотрудничествас теми или иными поставщиками и покупателями;
5.выявление (совместно со службой безопасности) попыток конкурентов получить доступ к закрытой информации компании;
6.управление рисками с целью обеспечить эффективное реагирование компании на быстрые изменения окружающей среды.
Конкурентная разведка чаще всего решает задачи выяснения вполне конкретных показателей и обстоятельств, чаще всего, имея форму поручения руководства "узнать, - а как у них? Почему они могут, а мы - нет?" и т.д.
Основные задачи конкурентной разведки:
1.определение основного уникального торгового предложения конкурента;
2.определение ценовой политики конкурента;
3.определение методов продвижения деятельности илипродуктов;
200
4.определение линии развития конкурента;
5.определение круга реальных конкурентныхпреимуществ;
6.определение круга существенных недостатковконкурента;
7.определение источников текущего финансирования конкурента;
8.оценка перспектив инвестиционных финансовых ресурсов конкурента;
9.определение структуры доходов по видам деятельности или
продуктам;
10.определение структуры расходов по видамдеятельности и
продуктам.
Конкурентная разведка работает только с открытыми источниками. Это не значит, что только с публикациями и Интернетом. На самом деле, открытые источники – это те, которые не закрыты. Например, информация в голове у какого-то человека. Если его найти и спросить – можно получить ответы на вопросы, от которых зависит понимание ситуации. Как найти нужного человека среди десятков миллионов людей? Как получить от него информацию, не нарушив закон? Всеми этими вопросами также занимается конкурентная разведка.
Распространенная техника конкурентной разведки: заявить о несуществующей вакансии. «Очень часто к такому методу прибегают банки,
—Они якобы подыскивают себе специалиста, проводят интервью, предлагают зарплату чуть выше, чем на прежнем месте, а компенсационный пакет — чуть больше. Под предлогом — «Расскажите о ваших достижениях на прежнем месте» собирается информация о том, как работает компанияконкурент». рекрутеры могут заподозрить неладное только обнаружив, что позиция «висит» открытой уже несколько месяцев, а результата никакого. Кроме банков к такой форме бенчмаркинга часто прибегают юридические компании. «У них каждая вторая вакансия на деле оказывается попыткой сканирования рынка».
В настоящее время правильно организованная конкурентная разведка не ограничивается изучением конкурентнов, а проводит работу в отношении всей среды, в которой живёт предприятие. В частности, изучается политическая и законодательная обстановка, кадровые перемещения людей, чья деятельность может оказать влияние на компанию, эксперты, способные проконсультировать по тому или иному специальному вопросу, новые технологии, собственные клиенты и поставщики компании.
Работа выполнена под руководством ассистента кафедры «СИБ» Е.В. Лексикова