

Руководство мостовому мастеру
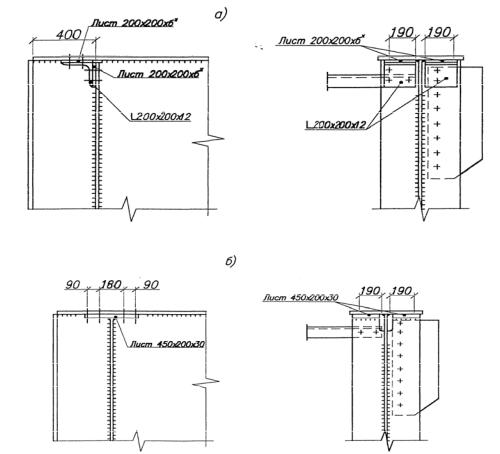
.pdfРис.2.28. Постановка накладок на верхний пояс продольной балки: а - уголкового сечения; б - плоских накладок
181

2.5.4 Ремонт сварных пролетных строений22
Разработка проекта ремонта и усиления сварных соединений в болтосварных пролетных строениях, а также ремонт и усиление цельносварных пролетных строений методами сварки должны выполняться организациями, имеющими лицензии на этот вид деятельности.
Всварных пролетных строениях встречаются в основном два типа дефектов - технологические, полученные при изготовлении конструкций и усталостные повреждения, возникшие в ходе эксплуатации конструкции.
К технологическим внутренним дефектам относятся волосные трещины, непровары, шлаковые включения и поры. К наружным технологическим дефектам относятся подрезы, неплавные переходы металла шва к основному металлу.
Усталостные повреждения - это трещины, возникшие при эксплуатации сооружения в месте концентрации напряжений, как в основном металле, так и в металле сварного шва. В зависимости от конструкции пролетного строения, технологии заводского изготовления и др. индивидуальных причин, усталостные трещины возникают в определенных узлах и элементах конкретной серии пролетных строений. Регистр усталостных трещин в элементах сварных оплошностенчатых и в болтосварных пролетных строениях со сквозными фермами приведен в "Указаниях по осмотру и усилению эксплуатируемых сварных пролетных строений". В этих же Указаниях даются рекомендации по ремонту и усилению часто встречающихся дефектных сварных соединений.
Взависимости от типа дефекта, его места расположения, характера сварной конструкции и некоторых других факторов могут применяться следующие способы ремонта:
Сварные стыковые швы с внутренними дефектами усиливаются (ремонтируются) накладками на высокопрочных болтах.
Сварные швы с наружными технологическими дефектами (подрезы глу-
22 Указания по осмотру и усилению эксплуатируемых сварных пролетных строений, 1990 г.
182
биной до 2 мм, неплавные переходы металла шва к основному металлу) исправляются зачисткой абразивным инструментом.
Стыковые и угловые швы могут ремонтироваться по следующей технологии - дефектные участки швов удаляют воздушно-дуговой строжкой и шлифовальной машиной, при этом в стыковых швах образуют V -образную разделку с углом раскрытия 50°- 60°. Швы заваривают ручной сваркой. При необходимости выполняется предварительный подогрев ремонтируемого участка. Отремонтированный шов при необходимости обрабатывают абразивом и контролируют (визуально и ультразвуковыми дефектоскопами, выпускаемые промышленностью, например, УД-2-12, УДС 2-32, имеющими автономное питание)
При наличии трещин в основном металле длиной более 20 мм их концы засверливают сверлом 18 - 20 мм и раззенковывают (рис.2.24, б, в).
Сварные соединения уголков элементов продольных связей, имеющие трещины во фланговых швах усиливаются высокопрочными болтами. Фасонки связей, имеющие продольные трещины, усиливаются накладками на высокопрочных болтах.
Сварные соединения вертикальных ребер жесткости с горизонтальными поясами балок или с «сухариками», имеющих трещины, усиливаются уголковыми коротышами-накладками на высокопрочных болтах.
Для уменьшения возможности возникновения и темпа роста усталостных трещин у концов вертикальных ребер, обеспечивают плотное примыкание ребер жесткости к поясам.
Для верхнего пояса это осуществляется с помощью уголковых накладоккоротышей на высокопрочных болтах по схеме, приведенной на рис.2.29, 2.30. Для нижнего пояса - по схеме рис.2.31, или с помощью клиновидных "сухари-
ков" (рис.2.32).
Порядок установки таких "сухариков" следующий:
•срезается нижняя часть вертикального ребра с обычным "сухари-
183

ком" (на длине 40 мм от нижнего пояса). Места примыкания "сухарика" к поясу и срез ребра зачищаются абразивом. Между торцом ребра и поя сом вставляются обе части составного "сухарика" и плотно забиваются так,
чтобы |
зазоры были бы минимально возможными в примыкающих |
деталях; |
|
• |
верхнюю часть "а" составного "сухарика" приваривают к торцам |
ребер. После остывания швов производится добивка нижней части "сухарика" и сварка обеих частей. Нарушение такой последовательности может привести к образованию зазоров.
Рис.2.29. Установка уголкового коротыша при наличии зазора между "сухари-
184

ком" и верхним поясом или трещины в сварном соединении вертикального ребра с поясом балки.
Рис. 2.30. Вариант ремонта сварных соединений вертикального ребра жесткости к верхнему поясу и к горизонтальному ребру
Рис.2.31. Прикрепление вертикальных ребер жесткости к нижним поясам продольных балок с помощью уголковых коротышей на высокопрочных болтах
185

Рис.2.32 Конструкция примыкания вертикального ребра к нижнему поясу с помощью клиновидного "сухарика"
В составных верхних поясах главных балок продольные угловые швы, имеющие продольную трещину ремонтируются следующим образом. Концы трещины в продольном угловом шве засверливаются сверлом диаметром 10 мм на всю толщину шва по биссектрисе угла. Центр отверстия должен располагаться на расстоянии 0,5 диаметра сверла. Затем листы скрепляются между собой двумя рядами высокопрочных болтов. За концом трещин должно быть не менее 2-х болтов с каждой стороны (рис.2.33).
186

Рис.2.33. Ремонт сварного соединения пакета листов верхнего пояса
2.5.5Ремонт сталежелезобетонных пролетных строений
Всталежелезобетонных пролетных строениях по проекту № 739 определяется состояние прикрепления железобетонных плит к верхнему поясу (повреж-
187
дения высокопрочных болтов, трещины в сварных швах вутов, неплотности в примыкании горизонтальных листов к поясу), а также состояние самих плит.
В таких пролетных строениях усиление проводится двухсторонними уголковыми коротышами, прикрепленными к опорному ребру и верхнему поясу высокопрочными болтами (рис.2.34).
При наличии квалифицированного сварщика усиление может быть выполнено заменой верхних "сухариков" наружных и внутренних опорных ребер жесткости стальными пластинами, приваренными к ребрам и присоединенными к верхним поясам высокопрочными болтами (рис.2.33).
Рис.2.34. Конструкция усиления верхних узлов опорных ребер жесткости сталежелезобетонных пролетных строений по проекту ГТМ инв.№ 739
а) – уголковыми коротышами (б* назначается по месту); б) металлическими пластинами
2.5.6 Правка погнутых элементов
Выправка местного и общего искривления элементов должна вы-
188
полняться только по проекту, в котором должны быть указаны способы правки, зона и способы нагрева, выправки и охлаждения, места расклепки, места приложения сил, оборудование и т.п.
Правка может выполняться холодным способом только б том случае, если остаточная деформация при правке не будет превышать 1%. Предельная величина деформации металла, при которой допускается холодная правка, приведена в табл.2.4.
При большей остаточной деформации в металле выпрямляемого элемента могут образовываться трещины и надрывы, кроме того, большая остаточная деформация мостового металла может вызвать ускоренное старение металла - увеличить его хрупкость.
При искривлении металла, превышающем величины, указанные в табл.2.4, допускается правка только в горячем состоянии при нагреве металла не выше I200о C с окончанием правки при температуре не ниже 700°С. Охлаждение металла после правки можно осуществить на воздухе при температуре не ниже 0°С.
Разрешается производить правку металла при помощи местного нагрева отдельных его участков (преимущественно в виде равнобедренных треугольников или полос). Режимы нагрева полос и участков при этом должны быть такими же, как и для горячей правки.
Выправление отдельных деформированиях элементов может производиться как на месте, так и с временным изъятием их из конструкции; в последнем случае при необходимости может предусматриваться правильных скоб, струбцин, талей, домкратов и других приспособлений. Во избежание образования вмятин в местах сосредоточенных давлений (домкратов) должны применяться прокладные листы.
Выправление погнутой соединительной решетки элементов ферм, связей и т.п. рекомендуется производить со снятием элементов решетки (уголков или планок по одному), при этом в сжатых стержнях снятые элементы следует
189

заменять временными. Правку элементов соединительной решетки следует производить кузнечным способом. После выправления снятий
Элемент устанавливается на свое место на высокопрочных болтах. После правки следует удостовериться в отсутствии трещин в выправленном элементе.
Т а б л и ц а 2.4 Предельная величина деформации металла, при которой допускается
холодная правка
№ |
Профиль |
Характер |
Эскиз |
Предельная ве- |
||||||||||||
п/п |
металла |
деформации |
|
личина дефор- |
||||||||||||
|
|
|
|
мации, при ко- |
||||||||||||
|
|
|
|
торой допуска- |
||||||||||||
|
|
|
|
|
ется правка |
|||||||||||
1 |
Лист, уни- |
Волнистость |
|
f |
≤ |
|
|
|
l |
2 |
|
|
|
мм |
||
|
|
|
|
|
|
|
|
|||||||||
|
версал, |
|
|
|
|
|
|
|
|
|
||||||
|
|
|
4000 |
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
полоса |
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
2 |
То же |
Саблевид- |
|
|
≤ |
|
|
|
l 2 |
|
|
|
||||
|
|
ность |
|
f |
|
|
|
|
|
мм |
||||||
|
|
|
|
4000 |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
3 |
Уголок |
Прогнутость |
|
а) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
относитель- |
|
f |
≤ |
|
|
|
l |
2 |
|
|
|
|
|
ммб) |
|
|
но: |
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
720b1 |
|
||||||||||
|
|
а) оси АА |
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
l 2 |
|
|
|
|||||
|
|
б) оси ББ |
|
f |
≤ |
|
|
|
мм |
|||||||
|
|
|
720b |
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
4 |
Швеллер |
Прогнутость |
|
а) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
относитель- |
|
f |
≤ |
|
|
|
l |
2 |
|
|
|
|
мм |
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
но: |
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
400h |
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
а) оси АА |
|
б) |
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
б) оси ББ |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
≤ |
|
|
|
l 2 |
|
|
|
|||||
|
|
|
|
f |
|
|
|
|
|
мм |
||||||
|
|
|
|
|
|
|
720b |
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
190