

vanyashov_a_d_kustikov_g_g_uchebnoe_posobie_dlya_kursovogo_p
.pdf1.3. Определение конструктивных размеров проточной части в меридиональной и радиальной плоскостях
1.3.1. Конструирование рабочих колес
Предварительно конструкция рабочего колеса и способ его изготовления уже определены из термогазодинамического расчета курсового проекта. Заданные углы лопаток на выходе βл2 и соответственно этим углам коэффициенты расхода φ2 определяют напорность и расходность рабочего колеса, а следовательно, форму его меридиональной проекции (рис. 1.3). Кроме того, заданное значение окружной скорости U2 РК в термогазодинамическом расчете влияет на способ и технологию его изготовления (либо наоборот, имеющиеся в распоряжении предприятияизготовителя технологические возможности накладывают ограничения на уровень окружных скоростей РК).
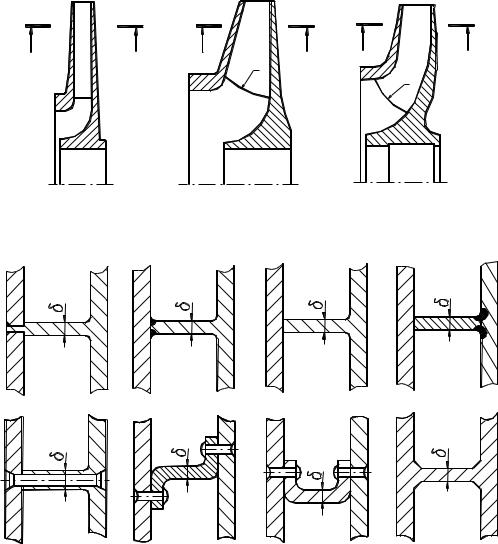
По способу изготовления (соединения дисков с лопатками) закрытые РК можно классифицировать на следующие конструктивные формы (табл. 1.1).
|
|
|
|
Таблица 1.1 |
|
Классификация рабочих колес закрытого типа |
|||
РК по способу |
РК по способу соединения дисков с лопатками |
|||
изготовления |
клепаные |
сварные |
паяные |
сварно- |
лопаток |
|
|
высоко- |
паяные |
с цельнофрезеро- |
- с заклепками, |
ручной или |
|
|
ванными |
проходящими через |
автомати- |
температу- |
|
лопатками |
всю высоту |
ческой |
рная |
|
(фрезерованы- |
лопатки (рис. 1.3 з); |
дуговой или |
вакуумная |
|
ми заодно с |
- с заклепками, |
аргонно- |
пайка с |
— |
основным или |
фрезерованными |
дуговой |
припоем |
|
покрывающим |
заодно с лопаткой |
сваркой |
ПЖК-1000 |
|
дисками) |
(с шипами) |
(рис.1.3 г, д) |
(рис. 1.3 е) |
|
со |
- с лопатками с |
|
|
комбинация |
штампованными |
отбортовкой Z- |
|
|
двух |
лопатками |
образной формы |
|
|
способов, |
|
(рис. 1.3 и); |
|
|
например, |
|
- с лопатками с |
|
|
сварка |
|
отбортовкой П- |
|
|
лопатки с |
|
образной формы |
|
|
основным |
|
(рис. 1.3 к); |
|
|
диском и |
|
- с лопатками без |
|
|
пайка с |
|
отбортовки |
|
|
покрывающи |
|
|
|
|
м диском |
|
|
|
|
(рис. 1.3 ж) |
монолитные |
методом точного литья по выплавляемым моделям |
|||
100
А |
А |
А |
А |
А |
А |
|
|
|
r |
|
r |
|
|
|
|
|
|
а) |
|
б) |
|
|
в) |
|
|
А-А |
|
|
|
г) д)
е) |
ж) |
з) |
и) |
к) |
л) |
Рис. 1.3. Конструктивные формы РК закрытого типа:
а) низконапорные; б) средненапорные; в) высоконапорные; г) сварное соединение со сварным швом, вынесенным за пределы проточной части; д) сварное соединение со сварным швом, расположенным внутри проточной части; е) паяное; ж) сварно-паяная конструкция; з) клепаное соединение с цельнофрезерованными лопатками; и) клепаное соединение с Z–образными лопатками; к) клепаное соединение с П–образными лопатками; л) цельнолитая конструкция
101

Конструирование рабочего колеса в радиальной плоскости
Для наиболее распространенных в практике стационарного турбокомпрессоростроения рабочих колес закрытого типа средняя линия лопаток выполняется по дуге окружности (рис. 1.4).
Радиус этой окружности
Rл(1−2) |
= |
|
|
R2 |
− R2 |
|
|
|
|
|
|
|
2 |
|
1 |
|
|
, |
(1.10) |
||
2 |
(R |
cos β |
л2 |
− R cos β |
л1 |
) |
||||
|
|
|
2 |
|
1 |
|
|
|
||
где R2 = D2  2 ; R1 = D1
2 ; R1 = D1  2 .
2 .
Радиус расположения центров окружностей, очерчивающих среднюю линию лопаток:
Rц(1−2) = R22 +Rл2(1−2) −2 R2 Rл(1−2) cosβл2 . |
(1.11) |
Таким образом, для построения решетки лопаток РК на радиусе центров Rц(1-2) через расстояние, равное шагу решетки на этом радиусе:
tц(1−2) = 2 π Rц(1−2) z2 , |
(1.12) |
очерчивают радиусом Rл(1-2) средние линии лопаток.
Диаметр «подрезки» лопаток Dп целесообразно выбирать из условия равенства чисел Маха МW1 на диаметрах D1 и Dп . Однако для расчета по одномерной теории, в силу того что не известно распределение скоростей W1 по поверхностям лопаток, диаметр подрезки определяется из условия равенства площадей для прохода газа на диаметрах D1 и Dп (рис 1.5).
F1' = F1" , |
(1.13) |
где F1' =π D1 b1 τ1' sin βл1 ; F1" =π D b1 τ1" sin βл1 ,
коэффициенты загромождения на 1-м и 2-м ярусах
' |
|
δ1 z1 |
" |
|
δ1 |
z2 |
|
|
||
τ1 |
=1− |
|
|
|
; τ1 |
=1 − |
|
|
|
. |
π D |
sin β |
|
π D sin β |
|
||||||
|
|
л1 |
|
л1 |
||||||
|
|
1 |
|
|
|
|
||||
В этих формулах принято допущение, что угол лопаток βл и ширина канала не меняются по мере увеличения диаметра от D1 до Dп.
Решение уравнения (1.13) позволяет определить требуемый диаметр установки лопаток на 2-м ярусе. С учетом поправки на сделанные допущения формула имеет вид
D |
= (1,04 |
−1,08) |
D |
+ |
δ1 (z2 |
− z1 ) |
|
|
|
|
|||||||
п |
|
|
|
1 |
|
|
|
. |
|
|
|
|
|
|
π sin βл1 |
||
102

Rл
Rц
βл2 
βл

R |
βл1 |
2 |
|
|
D |
|
D |
|
|
1 |
|
Рис. 1.4. Построение средней линии лопатки рабочего колеса
II |
II |
|
r2
ω
r=9
D 2
I 


|
{ |
|
F"1 |
D |
п |
|
F{'1
r |
2 |
2 |
2
I
 2
2
r
r=9
D 1
2
2
r1
а) |
б) |
в) |
Рис. 1.5. Конструирование рабочего |
колеса |
в радиальной плоскости: |
а) двухъярусная решетка рабочего колеса; б) форма выходной кромки лопатки; в) форма входной кромки лопатки
103
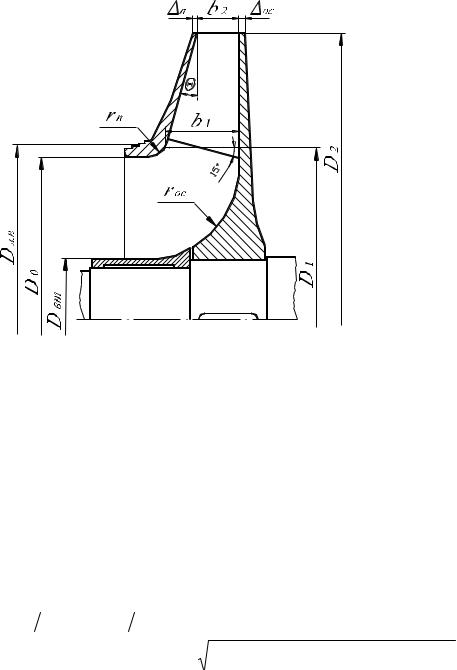
Рис. 1.6. Конструирование рабочего колеса в меридиональной плоскости
1.3.2. Конструирование лопаточного диффузора
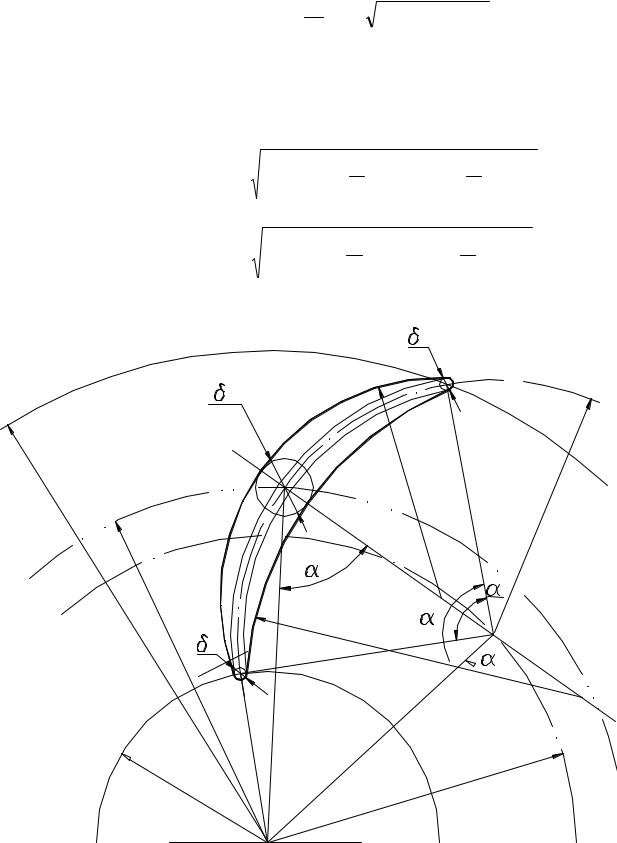
Конструирование лопаток ЛД в радиальной плоскости
Средняя линия лопаток ЛД выполняется в основном по дуге окружности, как и у РК (рис.1.7). Радиус кривизны средней линии лопаток ЛД и радиус окружности расположения центров дуг, очерчивающих среднюю линию лопаток, определяются по формулам, аналогичным (1.10) и (1.11):
Rл(3−4) |
= |
|
R |
2 − R2 |
|
|
|
||
|
4 |
|
3 |
|
|
, |
|||
2 |
(R cosα |
л4 |
− R cosα |
л3 |
) |
||||
|
|
|
4 |
|
3 |
|
|
||
где R3 = D3 2 ; R4 = D4 2 ; |
|
|
|
|
|
|
|
|
|
Rц(3−4) |
= |
|
R42 +Rл2(3−4) −2 R4 Rл(3−4) cosαл4 . |
||||||
Для построения решетки лопаток ЛД на радиусе центров Rц(3-4) через расстояние, равное шагу решетки на этом радиусе:
tц(3−4) = 2 π Rц(3−4)  z3 ,
z3 ,
очерчивают радиусом Rл(3-4) средние линии лопаток.
Построение профиля лопатки ЛД может быть выполнено по координатам, приведенным в [3]. Рекомендуемые координаты профиля даны в табл. 1.2 и на рис. 1.8.
Таблица 1.2 Координаты профиля диффузорной лопатки (%) от длины средней линии [4]
x |
0 |
1,25 |
2,5 |
5 |
10 |
15 |
20 |
25 |
30 |
40 |
50 |
60 |
70 |
80 |
90 |
100 |
+y |
0 |
0,95 |
1,3 |
1,7 |
2,1 |
2,35 |
2,45 |
2,5 |
2,5 |
2,4 |
2,05 |
1,75 |
1,35 |
0,95 |
0,45 |
0 |
-y |
0 |
-0,95 |
-1,3 |
-1,7 |
-2,1 |
-2,35 |
-2,45 |
-2,5 |
-2,5 |
-2,4 |
-2,05 |
-1,75 |
-1,35 |
-0,95 |
-0,45 |
0 |
105


 D
D


 2 ;
2 ;
 III
III
 II
II R
R