

1.5.4 Формирование этапов обработки
Выявляются этапы обработки для детали-представителя с учетом дополнительных операций. Формирование этапов представляется в табличной форме.
Таблица 8 – Формирование этапов обработки
|
Этапы обработки |
Содержание этапа |
|
Механическая обработка |
Эчр,поверхности заготовка
|
|
Механическая обработка |
Эп/ч, поверхности все поверхности |
|
Механическая обработка |
Эч,поверхности.6,7,8,9,10,11,22,23,24,25,26,27,31,34,33,35,1,4,14,28,15,16,17,18,19,20,21,32,,36,37,38 |
|
Механическая обработка |
Эпт, поверхности1,4,6,7,8,35, |
|
Механическая обработка |
Эв, поверхности4 |
|
Покрытие |
Все поверхности |
|
Контроль |
Все поверхности |
Вывод к таблице 8: Технологический процесс выполнен правильно, с учетом этих этапов.
1.5.5 Формирование технологических операций и вариантов маршрута
С учетом сложности формы детали, типа производства, используемых методов обработки, формируется последовательность выполнения операций, которая представляется в виде предварительного маршрута обработки детали.
Таблица 9 – Предварительный маршрут обработки
|
Базовые поверхности |
Содержание позиций и переходов |
Вариант маршрута | ||
|
№ операции |
Установ |
Требования к оборудованию | ||
|
20,16 |
Эп/ч, 6,7,8,9,10,11,22,23,24,25,26,27,31,34,33,35 Эч, 6,7,8,9,10,11,22,23,24,25,26,27,31,34,33,35
Эп/т 6,7,8,35
|
005 |
А |
Токарный станок ЧПУ с противо шпинделем Повышенной точности |
|
20,24 |
Эп/ч, 1,2,3,4,5,12,13,14,28,15,16,29,17,18,19,20,21,32,36,37,38 Эч, 1,4,14,28,15,16,17,18,19,20,21,32,36,37,38 Эп/т 1,4 Эв/т 4
|
005 |
Б |
Токарный станок ЧПУ с противо шпинделем Повышенной точности |
1.5.6 Технологические эскизы
Так как обработка детали ведётся на станках с ЧПУ и ОЦ на технологических эскизах обязательно указываются координатная система детали, нулевая и исходная точки, необходимые константы, показывается траектория движения инструмента. Режущий инструмент изображается схематично на свободном поле эскиза. Для каждого инструмента на эскизе указывается материал режущей части.
Операционные размеры на эскизах проставляются с отклонениями в соответствии с выполняемым этапом обработки. Каждый размер обозначают арабской цифрой, начиная с первого номера, номер проставляется в окружности соединённой с размерной или выносной линией.
На каждой обрабатываемой поверхности указывается её шероховатость в соответствии с выполняемым этапом обработки. Эскизы обработки приведены в графической части проекта.
1.5.7 Расчет операционных размеров и размеров заготовки
В этом разделе приводится расчёт линейных и диаметральных операционных размеров. При расчёте линейных операционных размеров сначала укажем последовательность выполнения с указанием номера операции, установа, позиции, перехода, оборудования и этапа обработки (таблица 1.14).
В соответствии с приведённой последовательностью выполнения линейных операционных размеров построим схему операционных размеров и припусков.Составляем уравнения размерных цепей:
1.
А=А9=82( )
)
2. Б= A9-A7
3. В=A9-A7-A14
4. ZA14= A13-A14
5. ZA13=A12-A13
6. ZA12=A11-A12
7. ZA11= A10-A11
8. ZA9= A8-A9
9. ZA8=A2-A8
10. ZA7=A6-A7
11. ZA6=A5-A6
12. ZA5=A4-A5
13. ZA4=A3-A4
14.ZA2=A1-A2
15.ZA1=A0-A1
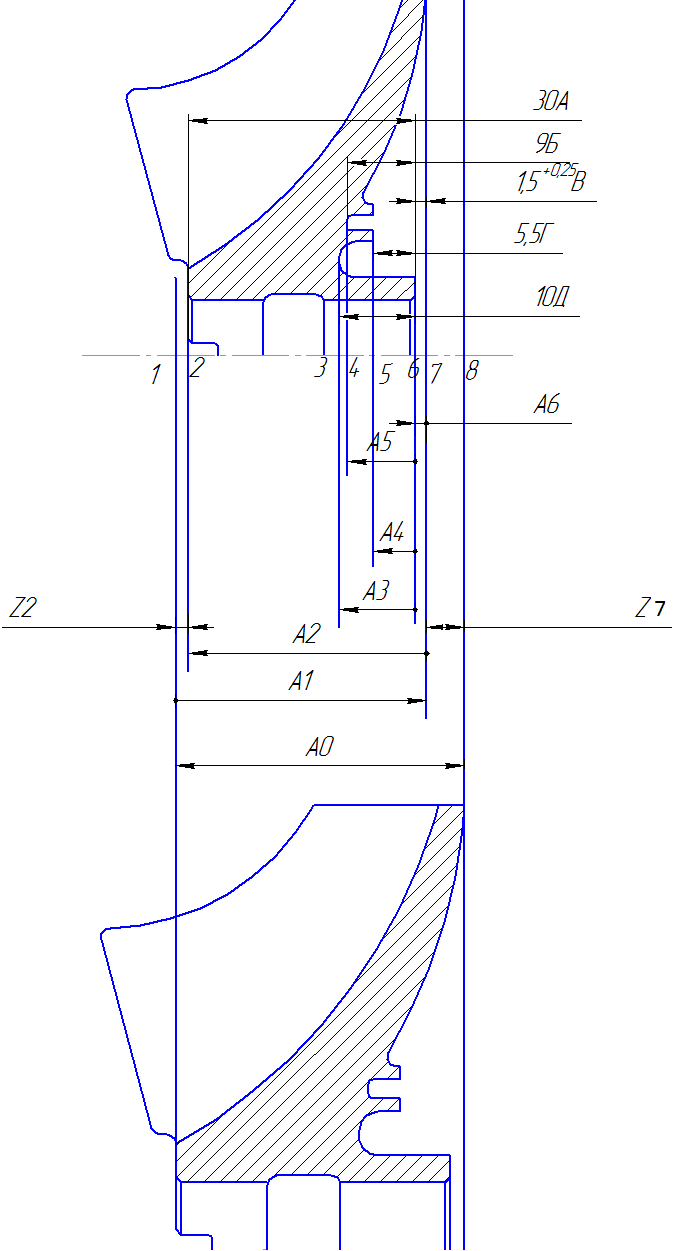
Рисунок 5 - Схема операционных размеров и припусков
Расчет искомых величин на каждом этапе обработки:

 [6,с.8]
[6,с.8]
1) В=А4
А4 = 40,5-0,16 мм.
2) Еmin=А4min-А10max
А10max =А4max –Emin
 =40,5-9=31,5
мм.
=40,5-9=31,5
мм.
принимаем
допуск на размер
 по 12 квалитету
по 12 квалитету =
0,18 по табл 5 [6,с.84]
=
0,18 по табл 5 [6,с.84]
тогда
 =А10max
-
=А10max
-
 =31,5-0,18=31,32
=31,5-0,18=31,32
окончательно
 =31,41±0,09
мм.
=31,41±0,09
мм.
3) F=А4min-А12max
А12max = А4min - F
 =40,34
– 4,5=35,84мм.
=40,34
– 4,5=35,84мм.
принимаем
допуск на размер

 =
0,25
=
0,25
тогда
 =А12max
-
=А12max
- =35,59
=35,59
окончательно
 =35,71±0,125
мм
=35,71±0,125
мм
4) Д= А12 - А8
Дmin=А12min-А8max
 =
А12 min
- Дmin
=
А12 min
- Дmin
 =35,59
– 30,2=5,39 мм.
=35,59
– 30,2=5,39 мм.
принимаем
допуск на размер

 =
0,18
=
0,18
тогда
 =А8max
-
=А8max
- =5,39-0,18=5,21
=5,39-0,18=5,21
окончательно
 =5,3±0,09
мм.
=5,3±0,09
мм.
5) Z2min=А3min-А4max
А3min = А4max + Z2min
припуск Z2 равен 0,4 [6,с.81]
 =40,5+0,4=40,9мм.
=40,5+0,4=40,9мм.
принимаем
допуск на размер

 =
0,16
=
0,16
тогда
 =А3min
+
=А3min
+ =40,9+0,16=41,06
=40,9+0,16=41,06
окончательно
 =40,98±0,08
мм.
=40,98±0,08
мм.
6) Z8=А2-А3
Z8 min =А2min – А3max
 =А3max
+ Z8
min
=А3max
+ Z8
min
припуск Z8 равен 0,4
 =41,06+0,4=41,46
мм.
=41,06+0,4=41,46
мм.
принимаем
допуск на размер

 =
0,16
=
0,16
тогда
 =А2min
+
=А2min
+ =41,46+0,16=41,62
=41,46+0,16=41,62
окончательно
 =41,54±0,08
мм.
=41,54±0,08
мм.
7) Z9=А2-А1
Z9 min =А2min – А1max
 =А2min
– Z9
min
=А2min
– Z9
min
припуск Z9 равен 1,2
 =41,46+1,2=42,66
мм.
=41,46+1,2=42,66
мм.
принимаем
допуск на размер

 =
0,25
=
0,25
тогда
 =А1max
-
=А1max
-
 =42,66-0,25=42,41
=42,66-0,25=42,41
окончательно
 =42,535±0,125
мм.
=42,535±0,125
мм.
Аналогично рассчитываем остальные уравнения, результаты расчетов приведены в таблице 1.16.
Таблица 8- Результаты расчета линейных операционных размеров
|
№ уравнения |
Уравнение искомого размера |
Допуск искомого размера, мм |
Числовое значение искомой величины, мм |
|
1 |
В=А6 |
0,16 |
40,5-0,16 |
|
2 |
Б=А5+А6 |
0,18 |
13,27±0,09 |
|
3 |
А=А2+А6 |
0,21 |
31,41±0,09 |
|
4 |
Г=А4+ А6 |
0,3 |
4,5±0,15 |
|
5 |
Д=А3+ А6 |
0,18 |
5,4±0,09 |
|
6 |
Z2=А1-А2 |
0,25 |
44,285±0,125 |
|
7 |
Z7=А0-А1 |
0,16 |
40,98±0,08 |
Определяем
диаметральные межоперационные размеры
и окончательные размеры заготовки при
обработке внутренней цилиндрической
поверхности детали .
Наименьший припуск будем определять
аналитическим методом.
.
Наименьший припуск будем определять
аналитическим методом.
Для получения данной поверхности необходимо выполнить следующие этапы и методы обработки: растачивание черновое, получистовое, чистовое, повышенной точности и высокой точности. Строим схему расположения припусков и допусков с учетом принятого количества этапов.
Так как выбран расчетно-аналитический метод решения, то рассчитываем минимальное значение припуска Z min по формуле:
Минимальное значение припуска 2Zmin при обработке наружных и внутренних цилиндрических поверхностей (двухсторонний припуск) определяется:
 [5,
с.11]
[5,
с.11]
где Rzi-1 - высота микронеровностей поверхности, которая осталась после выполнения предшествующего этапа перехода);
hi-1 – глубина дефектного поверхностного слоя, оставшегося при выполнении предшествующего этапа (перехода);
 -
суммарные отклонения расположения
поверхности и отклонения формы,
возникающие при выполнении предшествующего
этапа (перехода);
-
суммарные отклонения расположения
поверхности и отклонения формы,
возникающие при выполнении предшествующего
этапа (перехода);
eyi - погрешность при установке на выполняемом этапе (переходе).
Максимальное значение припуска на обработку для двухстороннего припуска определяется по формуле:
2Zmax=2Zmin+T i-1+Ti , [5, с.7]
где Ti-1 – допуски размеров на предшествующем этапе (переходе);
Ti – допуски размеров на выполняемом переходе.
Расчет минимального и максимального значения припусков на всех этапах обработки:
Для чернового этапа:
 мм
мм
2Zmax=1,953+1,8+0,18=3,93 мм
Для получестового этапа:
 мм
мм
2Zmax=0,332+0,18+0,11=0,62 мм
Для чистового этапа:
 мм
мм
2Zmax=0,18+0,11+0,043=0,33 мм
Для этапа повышенная точность:
 мм
мм
2Zmax=0,083+0,043+0,018=0,14мм
Для высокоточного этапа:
 мм
мм
2Zmax=0,07+0,018+0,011=0,039 мм
Расчет максимальных размеров для каждого этапа:
Для этапа повышенной точности:
Аmax.п.т..= Аmax. в.+ 2Zmin.в+Тп/т= 14,5055 мм
Для чистового этапа:
Аmax.чист.= Аmax. п/т.+ 2Zmin.п/т+Тчист= 14,4116 мм
Для получистового этапа:
Аmax.п/ч..= Аmax. чист.+ 2Zmin.чист+Тп/ч= 14,2139 мм
Для чернового этапа:
Аmax.черн.= Аmax. п/ч.+ 2Zmin.п/ч+Тчерн= 13,8387 мм
Для обдирочного этапа:
Аmax.обд.= Аmax. черн.+ 2Zmin.черн+Тобд= 11,7756 мм
Для заготовки:
Аmax.заг.= Аmax. обд.+ 2Zmin.обд+Тзаг= 11,5956 мм
Расчет минимальных размеров для каждого этапа:
Для этапа повышенной точности:
Аmin.пов/т.= Аmax.в. + 2Zmin в. = 14,4945 мм
Для чистового этапа:
Аmin.чист.= Аmax.п/т. + 2Zmin п/т. = 14,394 мм
Для получистового этапа:
Аmin.п/ч.= Аmax.чист. + 2Zmin чист. = 14,171 мм
Для чернового этапа:
Аmin.черн.= Аmax.п/ч. + 2Zmin п/ч. = 13,729 мм
Для обдирочного этапа:
Аmin.обд.= Аmax.черн. + 2Zmin черн. = 11,596 мм
Для заготовки:
Аmin.заг.= Аmax.обд. + 2Zmin обд. = 9,796 мм

Рисунок
6 - Схема расположения припусков, допусков
и межоперационных размеров
 мм.
мм.
|
Таблица
9 - Расчет припусков, межоперационных
размеров и размеров заготовки
| |||||||||||||||
|
Вид заготовки и план обработки поверхности |
Элемент припуска, мкм |
Допуск размера, Т, мм |
2Zmin |
2Zmax |
Предельные размеры |
Исполнительный размер | |||||||||
|
Rzi-1 |
hi-1 |
ΔΣi-1 |
eyi |
Dmax |
Dmin |
| |||||||||
|
Отливка |
360 |
120 |
210 |
- |
1,8 |
- |
- |
11,5956 |
9,796 |
1,8000 | |||||
|
Черновая |
36 |
80 |
22 |
450 |
0,18 |
1,953 |
3,93 |
11,7756 |
11,596 |
0,1800 | |||||
|
П/чистовая |
22 |
35 |
18 |
45 |
0,11 |
0,332 |
0,62 |
13,8387 |
13,729 |
0,1100 | |||||
|
Чистовая |
8,6 |
20 |
7 |
27,5 |
0,043 |
0,180 |
0,33 |
14,2139 |
14,171 |
0,0430 | |||||
|
Пов. точн. |
3,6 |
10 |
4 |
10,75 |
0,018 |
0,083 |
0,14 |
14,4116 |
14,394 |
0,0180 | |||||
|
Выс. точ |
2,2 |
4 |
2 |
4,5 |
0,011 |
0,039 |
0,07 |
14,5055 |
14,4945 |
0,0110 | |||||
 мм.аналитическим
методом Ø 14,5Js6
мм.аналитическим
методом Ø 14,5Js6
Для остальных размеров расчет производится опытно-статистическим методом.
Таблица
10 - Результаты расчета операционных
размеров
|
опытно-статистическим методом Ø 14,5Js6 | |||||||
|
Вид заготовки и план обработки поверхности |
Допуск размера, Т, мм |
2Zmin |
2Zmax |
Предельные размеры |
Исполнительный размер | ||
|
Dmax |
Dmin | ||||||
|
Штамповка |
1,8 |
0 |
0 |
13,0935 |
11,294 |
1,8000 | |
|
Черновая |
0,18 |
0,7 |
2,68 |
13,2735 |
13,094 |
0,1800 | |
|
П/чистовая |
0,11 |
0,2 |
0,49 |
14,0835 |
13,974 |
0,1100 | |
|
Чистовая |
0,043 |
0,1 |
0,25 |
14,3265 |
14,284 |
0,0430 | |
|
Пов. точн. |
0,018 |
0,05 |
0,18 |
14,4445 |
14,427 |
0,0180 | |
|
высокой точноститочн. |
0,011 |
0,03 |
0,08 |
14,5055 |
14,4945 |
0,0110 | |
|
опытно-статистическим методом 3С11 | |||||||
|
Вид заготовки и план обработки поверхности |
Допуск размера, Т, мм |
2Zmin |
2Zmax |
Предельные размеры |
Исполнительный размер | ||
|
Dmax |
Dmin | ||||||
|
Штамповка |
1,8 |
0 |
0 |
2,2200 |
0,420 |
1,8000 | |
|
Черновая |
0,14 |
0,7 |
2,64 |
2,3600 |
2,220 |
0,1400 | |
|
П/чистовая |
0,12 |
0,2 |
0,46 |
3,1800 |
3,060 |
0,1200 | |
|
|
|
|
|
|
|
| |
|
опытно-статистическим методом Ø 40h8 | |||||||
|
Вид заготовки и план обработки поверхности |
Допуск размера, Т, мм |
2Zmin |
2Zmax |
Предельные размеры |
Исполнительный размер | ||
|
Dmax |
Dmin | ||||||
|
Штамповка |
1,8 |
0 |
0 |
41,6720 |
43,472 |
-1,8000 | |
|
Черновая |
0,25 |
0,8 |
2,85 |
41,4220 |
41,672 |
-0,2500 | |
|
П/чистовая |
0,16 |
0,25 |
0,66 |
40,4620 |
40,622 |
-0,1600 | |
|
Чистовая |
0,062 |
0,15 |
0,37 |
40,1500 |
40,212 |
-0,0620 | |
|
Пов. точн. |
0,039 |
0,06 |
0,16 |
39,9610 |
40,0000 |
-0,0390 | |
|
опытно-статистическим методом Ø 37H7 | |||||||
|
Вид заготовки и план обработки поверхности |
Допуск размера, Т, мм |
2Zmin |
2Zmax |
Предельные размеры |
Исполнительный размер | ||
|
Dmax |
Dmin | ||||||
|
Штамповка |
1,8 |
0 |
0 |
35,3280 |
33,528 |
1,8000 | |
|
Черновая |
0,25 |
0,8 |
2,85 |
35,5780 |
35,328 |
0,2500 | |
|
П/чистовая |
0,16 |
0,25 |
0,66 |
36,5380 |
36,378 |
0,1600 | |
|
Чистовая |
0,062 |
0,15 |
0,37 |
36,8500 |
36,788 |
0,0620 | |
|
Пов. точн. |
0,025 |
0,06 |
0,15 |
37,0250 |
37,0000 |
0,0250 | |
|
опытно-статистическим методом Ø 33h8 | |||||||
|
Вид заготовки и план обработки поверхности |
Допуск размера, Т, мм |
2Zmin |
2Zmax |
Предельные размеры |
Исполнительный размер | ||
|
Dmax |
Dmin | ||||||
|
Штамповка |
1,8 |
0 |
0 |
34,6720 |
36,472 |
-1,8000 | |
|
Черновая |
0,25 |
0,8 |
2,85 |
34,4220 |
34,672 |
-0,2500 | |
|
П/чистовая |
0,16 |
0,25 |
0,66 |
33,4620 |
33,622 |
-0,1600 | |
|
Чистовая |
0,062 |
0,15 |
0,37 |
33,1500 |
33,212 |
-0,0620 | |
|
Пов. точн. |
0,039 |
0,06 |
0,16 |
32,9610 |
33,0000 |
-0,0390 | |
|
опытно-статистическим методом Ø 70h8 | |||||||
|
Вид заготовки и план обработки поверхности |
Допуск размера, Т, мм |
2Zmin |
2Zmax |
Предельные размеры |
Исполнительный размер | ||
|
Dmax |
Dmin | ||||||
|
Штамповка |
1,8 |
0 |
0 |
72,0640 |
73,864 |
-1,8000 | |
|
Черновая |
0,3 |
1 |
3,10 |
71,7640 |
72,064 |
-0,3000 | |
|
П/чистовая |
0,19 |
0,3 |
0,79 |
70,5740 |
70,764 |
-0,1900 | |
|
Чистовая |
0,074 |
0,2 |
0,46 |
70,2000 |
70,274 |
-0,0740 | |
|
Пов. точн. |
0,046 |
0,07 |
0,19 |
69,9540 |
70,0000 |
-0,0460 | |
|
опытно-статистическим методом Ø 97h8 | |||||||
|
Вид заготовки и план обработки поверхности |
Допуск размера, Т, мм |
2Zmin |
2Zmax |
Предельные размеры |
Исполнительный размер | ||
|
Dmax |
Dmin | ||||||
|
Штамповка |
1,8 |
0 |
0 |
99,9400 |
101,740 |
-1,8000 | |
|
Черновая |
0,35 |
1 |
3,15 |
99,5900 |
99,940 |
-0,3500 | |
|
П/чистовая |
0,22 |
0,3 |
0,87 |
98,3700 |
98,590 |
-0,2200 | |
|
Чистовая |
0,87 |
0,2 |
1,29 |
97,2000 |
98,070 |
-0,8700 | |
|
Пов. точн. |
0,054 |
0,07 |
0,99 |
96,9460 |
97,0000 |
-0,0540 | |