

Vladimirov_S.V._Mehanizats._pogruz.-razgruz.,_transport._i_sklad._rabot2010
.pdfN у k 3 N p 1,1 12 13 ,3 кВт
ПРИНИМАЕМ ЭЛЕКТРОДВИГАТЕЛЬ С ПОВЫШЕННЫМ ПУСКОВЫМ МОМЕНТОМ (ТАБЛ. 16. ПРИЛОЖ.)
ТИП 4АР160М6У3
МОЩНОСТЬ N 15кВт; ЧАСТОТА ВРАЩЕНИЯ п 975 об / мин;
МАХОВОЙ МОМЕНТ GD2 0,73кг м2
масса 150 кг.
Предварительно принимаем звездочки с числом зубьев z=12 и цепь с шагом t 125 мм. Тогда диаметр делительной окружности приводных звездочек
будет
D |
|
t |
|
125 |
483,0 мм |
|
sin |
180 |
sin 180 |
||||
0 |
|
|
||||
|
|
|
|
|
||
|
|
z |
|
12 |
|
Частота вращения звездочек
nзв |
|
60 |
60 0,5 |
19,8 мин 1 |
|
3,14 0,483 |
|||||
|
|
D0 |
|
Передаточное число редуктора
up nэл.дв |
|
975 |
49,2 |
nзв |
|
19,8 |
|
Крутящий момент на выходном валу редуктора
M кр W0 D20 22925 0,4832 5536 Нм
где W0 - тяговое усилие привода.
Оканчательно принимаем (табл. 20 прилож.) трехступенчатый редуктор типа 1Ц3У-250 (цилиндрический, u p 50, номинальный крутящий момент на
выходном валу и тяжелом режиме работы при u 16...200 ; М кр 6300 Нм; масса
335 кг).
Расчетное усилие в цепи
|
|
|
|
|
S p |
1,15 |
S8 Sдин |
, |
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
2 |
|
||
где S дин |
|
6 2 |
q гр q n L 2 |
||||||
|
|
|
|
|
- динамическая нагрузка на цепи. |
||||
|
gz |
2 |
t ц |
|
|||||
|
|
|
|
|
|
|
|
||
qгр |
545Н / м - погонная нагрузка от груза; |
||||||||
qn 687H / м - погонная нагрузка от движущегося полотна;
- коэффициент, учитывающий уменьшение приведенной массы движущихся частей конвейера
2 |
при Lк 25 м; |
|
1,5 |
при |
Lк 25...60 м; |
1,0 |
при |
Lк 60 м. |
Sдин |
6 3,142 545 |
1 |
687 120 0,5 |
2 |
12382 Н |
|
|
9,81 |
12 |
2 0,125 |
|
||
|
|
|
|
|||
S p 1,15 |
28486 12382 23500 Н |
|
|
|||
|
|
2 |
|
|
|
|
Разрывное усилие цепи
S разр nS p 6 23500 141000 H
где п=6…10 – коэффициент запаса прочности цепи.
Принимаем окончательно тяговую пластинчатую цепь М160 (ГОСТ 58881) с шагом t=125 мм, разрывным усилием Рразр=160000 Н (табл. 5 и 6 прилож.)
Максимальное усилие в цепи при пуске конвейера
|
|
|
|
|
Smax 1,15 |
S8 |
Sдин Sд.п |
|
|
|
|
|
|
|
2 |
||
|
|
|
|
|
|
|
|
|
где Sд.п – динамическое усилие в цепи при пуске |
||||||||
Sд.п m |
к |
D0 |
дв |
м |
21775 0,483 157,7 0,95 15757 Н |
|||
|
2 |
u р |
2 |
|
50 |
|
||
εдв – угловое ускорение вала электродвигателя.
Приведенная масса движущихся частей конвейера
mк ку 2qп qгр L к G g g1 0,9 2 687 545 120 0,6 1200 9,81 9,181 21775 Н с2  м
м
где кυ=0,5…0,7 – коэффициент, учитывающий уменьшение средней скорости вращающихся масс по сравнению со скоростью υ;
ку=0,85…0,95 – коэффициент, учитывающий упругое удлинение цепей;
Gυ – вес вращающихся частей конвейера (без привода). В нашей конструкции к вращающимся частям следует отнести натяжные звездочки. Следует принимать ориентировочно (600…3000) кгс; В нашем случае Gυ = 1200 кгс.
Увеличение идет при увеличении нагрузок конвейера.
|
дв |
|
M п.ср М ст.п |
|
247,5 116,6 |
157,7 рад с |
2 |
|
|
||||||||||
|
|
|
|
I пр |
|
|
|
|
0,83 |
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
где М п.ср |
M max M min 2,2M H |
1,1M H |
1,65M H |
1,65 975 |
N |
|
|||||||||||||
2 |
n |
||||||||||||||||||
|
|
2 |
|
|
15 |
|
|
|
|
|
|
|
|
||||||
|
|
1,65 975 |
|
24,75 кгс м 247,5 Нм |
|
|
|
||||||||||||
|
|
975 |
|
|
|
||||||||||||||
|
W0 D0 |
|
|
|
|
|
|
|
|
|
|
|
|||||||
M cт.п |
|
22925 |
0,483 |
116,6 Hм |
|
|
|
|
|
||||||||||
2u p м |
0,95 |
|
|
|
|
|
|
||||||||||||
|
2 50 |
|
|
|
|
|
|
|
|
||||||||||
Момент инерции движущихся масс конвейера, приведенный к валу двигателя,
I |
|
I |
|
|
m |
|
R2 |
1,15 0,2575 |
21775 0,2415 |
2 |
|
пp |
p.м |
|
к |
|
|
502 0,95 |
0,83 H м c2 |
||||
|
|
|
u 2 |
м |
|
|
|||||
|
|
|
|
|
p |
|
|
|
|
||
где Iпр –муфты.момент инерции ротора электродвигателя и втулочно-пальцевой
I p |
GD2 |
|
0,73 |
|
0,019 кгс м с2 0,19 H м с2 |
|
4g |
4 9,81 |
|||||
|
|
|
||||
где GD2 – маховой момент ротора электродвигателя GD2=0,73 кгс·м2
Момент инерции втулочно-пальцевой муфты Iм=0,00675 кгс·м·с2=0,0675 Н·м·с2
Тогда Ip.м.=Ip+Iм=0,19+0,0675=0,2575 Н·м·с2
Максимальное усилие в цепи при пуске конвейера
|
|
|
Smax 1,15 28486 12382 15757 |
32559 H |
||||||
Время пуска конвейера |
|
2 |
|
|
||||||
|
|
|
|
|
||||||
|
|
|
tп |
|
Iпр |
|
|
0,83 102 |
|
0,65 с |
|
|
|
М п.ср М ст.п |
|
247,5 116,6 |
|||||
|
|
|
|
|
|
|
||||
где |
n |
|
3,14 975 |
102 рад / с – угловая скорость электродвигателя |
||||||
|
30 |
|
30 |
|
|
|
|
|
|
|
Радиусы изгиба трассы конвейера принимаем R1=R2=1,7 м (табл. 3.8) Таблица 3.8 Значение наименьших радиусов изгиба трассы конвейера
Шаг цепи t, мм |
Радиус, мм |
Шаг цепи t, мм |
Радиус, мм |
|
|
|
|
100 |
1,4 |
200 |
2,8 |
125 |
1,7 |
250 |
3,5 |
160 |
2,3 |
320 |
4,6 |
Расчет натяжного устройства показан в главе 2.
Прочностные расчеты основных узлов пластинчатого конвейера (валов, подшипников, звездочек и т.п.) производить по методике, изложенной в курсе «Детали машин»
2. Скребковые конвейеры. Конструкция. Способ перемещения груза. Рас-
чет конвейеров.
ГЛАВА 4. СКРЕБКОВЫЕ КОНВЕЙЕРЫ
4.1. УСТРОЙСТВО И ОСНОВЫ ПРОЕКТИРОВАНИЯ СКРЕБКОВЫХ КОНВЕЙЕРОВ
Скребковые конвейеры представляют собой группу транспортирующих машин, принцип действия которых основан на волочении транспортируемого груза по неподвижному желобу с помощью скребков, прикрепленных к тягово-
му органу – цепям. Форма и высота скребков являются основными конструктивными отличиями конвейеров.
Скребковые конвейеры делят на два типа по способу перемещения груза
– порционного и сплошного волочения. К первому типу относятся конвейеры со сплошными высокими скребками (рис. 4.1), высота которых приблизительно равна высоте желоба, ко второму типу – конвейеры со сплошными низкими (погружными) (рис. 4.2) и контурными скребками (рис 4.3), в которых груз перемещается не отдельными порциями, а сплошным слоем, высота которого в несколько раз выше высоты скребков. Срезания нижнего слоя груза, равного высоте скребка, не происходит, так как сила сдвига (сила внутреннего трения) частиц груза значительно выше сопротивления трению их о дно и стенки желоба. Из за трения о боковые стенки желоба происходит некоторое отставание груза от скребков.
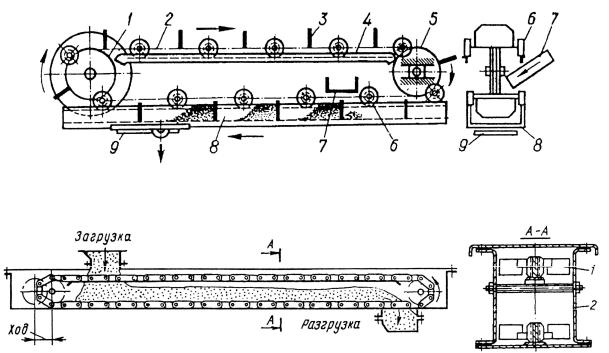
Рисунок 4.1. Скребковый конвейер порционного волочения: 1, 5 – приводные и натяжные звездочки; 2 – тяговая цепь; 3 – скребки; 4 – направляющие; 6 – ролики; 7 – загрузочное устройство; 8 – закрытый желоб; 9 – шиберный затвор.
Рисунок 4.2. Скребковый конвейер со сплошными низкими скребками: 1 – скребок; 2 – желоб.
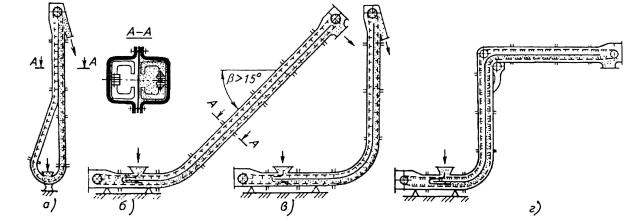
При использовании контурных скребков (рис. 4.3) заметного отставания груза не наблюдается, сопротивление движению уменьшается. В таких конвейерах могут быть крутонаклонные участки.
Скребковые конвейеры состоят из неподвижного открытого или закрытого желоба 8 (рис. 4.1), по которому двигается замкнутая цепь 2 со скребками 3, огибая приводные 1 и натяжные 5 звездочки. Ролики 6 цепи катятся по направляющим 4, закрепленным на корпусе конвейера. Приводным звездочкам сообщается движение от привода, состоящего из двигателя, редуктора и соединительных муфт. Вал натяжных звездочек монтируют на опорах и с помощью винтового устройства перемещают по направляющим. Загрузочным устройством 7 груз засыпается в любом месте по длине конвейера и скребками перемещается по желобу. Разгрузка происходит в конце конвейера или другом месте
через выпускные отверстия в днище желоба, которые открываются и закрываются шиберными затворами 9.
Рисунок 4.3. Конвейеры с контурными скребками: а – вертикальный; б – крутонаклонный; в – L-образный; г – Z-образный.
Скребковые конвейеры используют для транспортирования различных легкосыпучих, пылевидных, зернистых и кусковых неабразивных грузов в горизонтальном и пологонаклонном направлениях. Их не рекомендуется применять для перемещения сильно влажных и липких грузов из-за сложной разгрузки, а так же абразивных грузов из-за большого износа желоба, скребков и тяговых цепей.
Основные преимущества скребковых конвейеров – небольшие габаритные размеры в поперечном сечении, герметичность транспортировки, возможность промежуточной загрузки и главное – разгрузки груза. Поэтому скребковые конвейеры часто используют как распределительные. К преимуществам скребковых конвейеров относится так же простота конструкции, жесткая кинематическая связь тягового органа с приводной станцией, исключающая проскальзывание и нарушение скорости транспортирования. Недостатки скребковых конвейеров – интенсивное изнашивание ходовой части и желоба, обусловленное перемещением груза волоком, и, как следствие этого, повышенный расход электроэнергии.
Скорость скребковых конвейеров составляет 0,15…1,0 м/с, длина – до 100 м и производительность – до 100 т/ч. Скребковые конвейеры для угольной промышленности имеют скорости 0,2…1,2 м/с, длину до 200 м и производительность до 500 т/ч.
Скребковые конвейеры изготовляют с цепью, замкнутой в вертикальной или горизонтальной (реже) плоскости.
Формы скребков могут быть прямоугольные (рис. 4.4, а), трапецеидальные (рис. 4.4, б) и полукруглые (рис. 4.4 в). Для трубчатых скребковых конвейеров скребки могут быть и круглые.
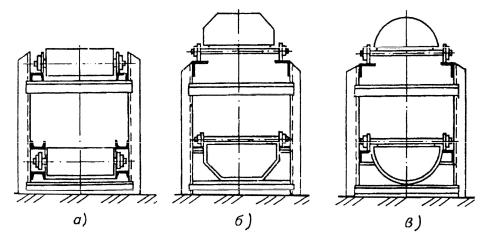
Рисунок. 4.4. Поперечное сечение конвейера с высокими сплошными скребками: а – прямоугольные; б – трапецеидальные; в – полукруглые.
Основные элементы скребковых конвейеров – цепи, скребки, приводы, натяжные устройства и желоба.
Цепи различного типа служат тяговым элементом большинства скребковых конвейеров. Наибольшее применение находят пластинчатые тяговые цепи (ГОСТ 588-81); тяговые разборные цепи (ГОСТ 589-85); сварные тяговые цепи (ГОСТ 23199-70); вильчатые (ГОСТ 12996-90) (табл. 5, 7, 8 и 9 прилож) и цепи, изготовленные заодно со скребками.
Вконвейерах с высокими скребками применяют обычно одну или две пластинчатые втулочно-катковые цепи типа 3–4 по ГОСТ 588-81 с шагом 40,
50, 63, 80, 100, 125, 160, 200, 250, 315 и 400 мм. В коротких тихоходных конвейерах применяют разборные тяговые цепи по ГОСТ 589-85 с шагом от 80 мм
исварные по ГОСТ 23199-70.
Вконвейерах со сплошными низкими скребками тяговым элементом служит пластинчатая втулочная или втулочно-роликовая цепь (ГОСТ 588-81) или вильчатая цепь (ГОСТ 12996-90) с шагом 160…200 мм. Обычно при шири-
не скребков до 500 мм применяют одну цепь, свыше 500 мм – две цепи. Нормализованные прямоугольные скребки предусматривают консольное
и симметричное крепление к тяговым цепям. Консольные скребки шириной 200…320 мм и высотой 100…160 мм закрепляют на одой цепи, консольные и симметричные скребки шириной 400 мм и высотой 200 мм закрепляют на двух цепях. Высокие скребки изготавливают из стальных листов толщиной 3…8 мм или из пластмассы; скребки трубчатых конвейеров из стали, чугуна, пластмассы или резины толщиной 10…20 мм и диаметром 94…198 мм; низкие скребки – из стержней, профильной или полосовой стали.
Применение скребков из пластмассы или алюминиевых сплавов позволяет значительно снизить вес, повысить долговечность желоба и исключить возможность появления искр при ударах скребков на стыках секций, что важно при транспортировании взрывоопасных или легковоспламе-няющихся грузов.
Крепление скребков с цепями осуществляется с помощью сварки или крепежных деталей. Как и высокие скребки, они могут располагаться симмет-
рично или несимметрично относительно горизонтальной оси поперечного сечения цепи.
Контурные скребки изготавливают совместно со звеньями цепи или отдельно и прикрепляют к вильчатым или пластинчатым цепям. Известно применение скребков из пластмасс.
Желоб конвейера с высокими скребками изготавливают по форме скребка прямоугольного, трапецеидального или полукруглого сечения. Для обеспечения доступа в конвейер желоб изготавливают из секций длиной 3…6 м, а в ряде случаев в крышках предусматривают смотровые люки. Толщину стенок желоба принимают 3…6 мм.
Желоба для транспортирования абразивных материалов футеруют износостойким покрытием. Желоб трубчатых конвейеров изготавливают из труб с толщиной стенки 4…6 мм. Желоб конвейера с низкими скребками выполняют в виде единого сварного каркаса из листовой стали, подкрепленным профильным прокатом.
Наиболее изнашиваемые части желоба – дно и криволинейные направляющие перехода трассы конвейера выполняют из сменных полос легированных сталей, подвергнутых термической обработке. Там, где это затруднено, применяют повышенную толщину стенок (8…12 мм) или футеровку.
В подземных скребковых конвейерах боковины выполняют из специального профиля повышенной прочности.
Привод целесообразно устанавливать в конце груженной ветви. Электродвигатель соединяется с редуктором втулочно-пальцевой муфтой, гидромуфтой ли клиноременной передачей. Редуктор с приводными звездочками соединяется при помощи муфты или цепной передачи. Для повышения мощности конвейера могут устанавливать два, три или четыре привода в соответствии с принятой схемой сборки. Приводной механизм должен иметь предохранительное устройство, исключающее поломку конвейера в случае его перегрузки и при заклинивании цепи. Для этого устанавливают муфту предельного момента, предохранительные (срезные) пальцы или штифты.
Натяжные устройства в скребковых конвейерах обеспечивают устойчивое положение скребков для предотвращения их опрокидывания при консольном приложении нагрузки. Это достигается за счет увеличенного натяжения цепей.
Натяжные устройства скребковых конвейеров, как и пластинчатых, – винтовые и пружинно – винтовые. Ход натяжного устройства принимается не менее 1,6 шага цепи.
ОСНОВЫ ПРОЕКТИРОВАНИЯ И РАСЧЕТА СКРЕБКОВЫХ КОНВЕЙЕРОВ ТЕ ЖЕ, ЧТО И ДЛЯ ЛЕНТОЧНЫХ И ПЛАСТИНЧАТЫХ КОНВЕЙЕРОВ, НО С УЧЕТОМ ОСОБЕННОСТЕЙ КОНСТРУКЦИИ РАБОЧИХ И ТЯГОВЫХ ОРГАНОВ И СПЕЦИФИЧЕСКИХ УСЛОВИЙ ЭКСПЛУАТАЦИИ.
Проектирование и расчет выполняют в два этапа: эскизное проектирование – проектный расчет и эскизная компоновка конвейера; техническое проек-

тирование – разработка чертежа общего вида конвейера, сборочных и рабочих чертежей узлов, проверочный расчет.
1.Прототип конвейера выбирают на основе анализа существующих отечественных и зарубежных конструкций.
2.Уточняют основные свойства транспортируемых грузов, конфигурацию трассы (углы наклона участков), место и способ загрузки, общие и специфические требования к конструкции конвейера.
3.Форму и длину канала транспортирования определяют с учетом вида и размеров помещений, в которых размещают конвейер, а для встроенного конвейера – с учетом размеров отводимого для него места в общей компоновке технологической линии.
4.Скорость транспортирования принимают постоянной или регулируемой
вопределенном диапазоне в зависимости от назначения конвейера. Скорость движения скребковых конвейеров меньше скорости ленточных вследствие больших потерь на трение.
5.Расчетная производительность скребкового конвейера т/ч,
Q 3600 F 3600 B h K ,, |
(4.1) |
где F – расчетная площадь груза в желобе, м2;
B , h – соответственно ширина и высота желоба;
– коэффициент заполнения желоба: 0,5…0,6 для легкосыпучих грузов, и 0,7…0,8 для плохосыпучих грузов;
K – экспериментально полученный коэффициент, зависящий от
угла наклона желоба.
– плотность транспортируемого груза т/м3
Коэффициент соотношения ширины и высоты скребка K bск 2...4
hск
Коэффициент K |
выбирается по таблице 4.1. |
|
|
|
|
||||
Таблица 4.1. Значение коэффициента K |
|
|
|
|
|||||
Груз |
|
|
|
Угол наклона конвейера |
|
|
|||
|
0 |
10 |
|
20 |
30 |
|
35 |
40 |
|
|
|
|
|
||||||
Легкосыпучий |
|
1,0 |
0,85 |
|
0,65 |
0,5 |
|
0,2 |
– |
Плохосыпучий, кусковой |
|
1,0 |
1,0 |
|
1,0 |
0,75 |
|
0,6 |
0,5 |
6.Обычно при проектировании конвейеров непрерывного действия необходимо выбрать геометрические параметры конвейера заданной производительности для транспортирования определенного груза. В зависимости от фи- зико-механических свойств груза выбирают рабочую скорость транспортирования, определяют геометрические размеры скребка конвейера, способ их крепления.
7. ПО ЗАДАННОЙ ПРОИЗВОДИТЕЛЬНОСТИ НАХОДЯТ РАБОЧУЮ ШИРИНУ ЖЕЛОБА
B |
( 2...4 ) Q |
(4.2) |
3600 K |
Полученную ширину желоба округляют по типовым размерам ширины скребка (по ГОСТ 7116–77 bск 120...1200мм) с учетом зазора между желобом и
скребком на каждую сторону по 5…15 мм.
Высота скребка обычно больше высоты желоба на 25…50 мм. Шаг скребков tcк (2...4) hск
Вычисленная ширина желоба и шаг скребков должны быть проверены по кусковатости груза. Расстояние между скребками и ширина желоба должны
удовлетворять условиям tск 1,5amax ; B Kc amax , |
(4.3) |
где Kc – коэффициент, зависящий от конструкции конвейера и харак-
тера груза: для двухцепных конвейеров и сортированных грузов 3…4; для несортированных грузов 2…2,5; для одноцепных конвейеров соответственно 5…7
и3…3,5
8.Типы проводного, натяжного, загрузочного и разгрузочного устройств предварительно выбирают с учетом общих и специфических требований, предъявляемых к конструкции, а также возможности использования стандартных и унифицированных узлов и элементов конструкции.
9.Суммарное сопротивление движению скребкового конвейера
n |
|
W Wi Wгр.н Wгр.г Wпор.н Wпор.г , |
(4.4) |
i 1
где Wi – сопротивление отдельных участков; n – число участков.
СОПРОТИВЛЕНИЕ ПЕРЕМЕЩЕНИЮ ГРУЗА И ТЯГОВОГО ОРГАНА (ЦЕПИ СО СКРЕБКАМИ) НА РА-
БОЧЕМ НАКЛОННОМ УЧАСТКЕ ДЛИНОЙ Lгр.н |
|
|
|
Wгр.н Lгр.н g ( qгр qц ) ( cos sin ) , |
(4.5) |
где qгр |
– линейная плотность груза, кг/м; |
|
qц |
– линейная плотность тягового органа, кг/м; |
|
|
– коэффициент сопротивления перемещению груза по желобу: |
|
для скребковых конвейеров 0,3...1,0 ;– угол наклона ветви конвейера.
Знак (+) при перемещении груза вверх, и знак (–) при перемещении груза вниз.
Сопротивление перемещению груза и тягового органа (цепи) на рабочем горизонтальном участке длиной Lгр.г
Wгр.г Lгр.г g (qгр qц ) , |
(4.6) |
Сопротивление движению порожней ветви тягового органа на горизонтальном участке длиной Lпор.г
Wпор.г Lпор.г g qц ц , |
(4.7) |
где ц – коэффициент сопротивления перемещению тягового органа:
для катковых цепей 0,1…0,13; для цепей без катков (перемещающихся скольжением) 0,25…0,4 (большее значение принимают для конвейеров меньшей производительности).
Сопротивление движению порожней ветви тягового органа на наклонном участке длиной Lпор.н
Wпор.н Lпор.н g qц ( ц cos sin ) ,
(4.8)
Знак (–) указывает на то, что на рассматриваемом участке Wпор.н является движущей силой, направленной в сторону движения тягового органа (рис. 4.5).
10.Расчетное тяговое усилие (окружная сила) на приводной звездочке.
W0 ( 0 )m n Wi ( 0 )m Wгр.н Wгр.г Wпор.н Wпор.г , (4,9) i 1
где 0 = 1,05…1,1 – коэффициент сопротивления на натяжной и откло-
няющей звездочках, учитывающий потери в шарнирах цепи при их огибании и потери в подшипниках;
т – число звездочек, кроме приводной.
11.Расчетная мощность приводного электродвигателя, кВт
N |
W0 |
, |
(4.10) |
1000 |
|||
|
0 |
|
|
где 0 – КПД всего передающего механизма, включая приводные звездочки.
12. Определение усилий в тяговом органе. Усилие в набегающей ветви тягового органа
Sнаб W0 Sсб , |
(4.11) |
Усилие в сбегающей ветви тягового органа в общем случае |
|
Sсб (1,0...1,15 ) Smin , |
(4.12) |
где Smin – минимальное натяжение тягового органа, Н. |
|
В конкретном случае Sсб можно определить суммированием всех сил, действующих на порожнюю ветвь цепи (рис. 4.5)
Sсб Smin Wпор.г Wпор.н ,
(4.13)