

Vladimirov_S.V._Mehanizats._pogruz.-razgruz.,_transport._i_sklad._rabot2010
.pdfнагрузок, а также простота и компактность конструкции загрузочного устройства.
На рис. 2.10 и 2.11 показаны жесткие и канатные конструкции линейных секций различных конвейеров.
Рисунок 2.10. Линейные секции: а – унифицированная для конвейера с лентой шириной 800 мм; б – забойного и отвального конвейеров Донецкого за-

вода «Гормаш»; в – магистрального конвейера Мариупольского ЗТМ ; г – отвалообразователя ОШ-105/1500 .
Рисунок 2.11.Напочвенный канатный
став грузового ленточного конвейера 1Л100(а), подвесная верхняя (б), подвесная нижняя (в), ветви грузолюдского конвейера
На рисунках 2.12 и 2.13 представлены примеры конструкций опор натяжных устройств ленточного конвейера
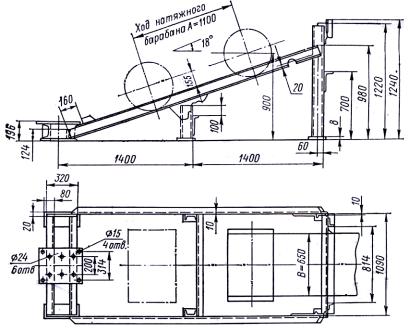
Рисунок 2.12 . Опора винтового натяжного устройства для конвейера с шириной ленты 650 мм.
Рисунок 2.13. Опора грузового натяжного устройства тележечного типа для конвейера с шириной ленты 650 мм.
На рис. 2.14 показаны некоторые схемы загрузочных устройств.
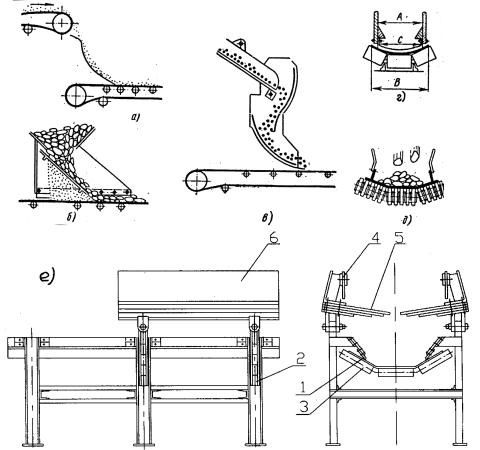
Рисунок 2.14. Схемы загрузочных устройств: а – спуск груза по лотку; б – устройство с решетчатым желобом; в – устройство с применением амортизирующих лент; г – центрирующее устройство; д –устройство с амортизирующими роликоопорами; е – устройство с гасителями скорости: 1- отражатели центрирующие; 2 – рама; 3 – ролики; 4 – отражатели боковые; 5 – гасители скорости падения груза; 6 – приемный бункер.
Для правильной установки приемных устройств необходимо построение кривой для конкретных условий разгрузки или перегрузки на другие транспортные средства.
Разгрузка ленты через головной барабан происходит по траектории свободного падения потока груза, которая зависит от скорости движения ленты и от диаметра приводного барабана.
Разгрузка груза в промежуточных пунктах вдоль трассы, на конвейерах большой производительности производится с помощью барабанных разгрузочных тележек.
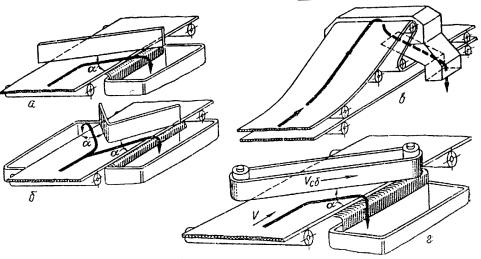
Рисунок 2.15. Схемы разгрузочных устройств: а,б – плужковые сбрасыватели; в – барабанная тележка; г – сбрасывающий ленточный конвейер.
При транспортировании как штучных, так и насыпных грузов применяется плужковые сбрасыватели. Они выполняются в виде жестких неподвижных плужков или движущихся ленточных, имеющих привод. Сбрасывающий плужок может быть установлен стационарно в пункте разгрузки и откидывается в сторону, когда в нем нет необходимости (рис. 2.15).
Устройства для очистки ленты и барабанов. После разгрузки на рабочей поверхности ленты остаются прилипшие частицы груза. Для повышения срока службы ленты и улучшения эксплуатации конвейера предусмотрены очистные устройства. При плохой очистке нарушается стабильность движения ленты повышается ее износ, снижается коэффициент трения между лентой и барабаном.
В некоторых конструкциях приводов один из барабанов лента огибает рабочей стороной, из-за чего происходит перераспределение тяговых усилий между барабанами. При работе конвейера в зимних условиях на открытом воздухе прилипший к ленте и барабану материал примерзает, из-за чего ухудшается работа конвейеров, а в некоторых случаях вообще становится не возможной.
Очистные устройства (рис. 2.16) можно разделить на:
а – скребковые с различным способом прижатия скребка к ленте; б – щеточные; в – винтовые (винтолопастные);
г – вибрационные; д – гидравлические и пневматические.
Рабочий элемент скребков и щеток выполняют из износостойкой резины, специальной пластмассы, натянутой стальной струны, а также из других износостойких материалов, не вызывающих повышенного износа ленты. Очистные устройства устанавливают у загрузочного барабана.

Рисунок 2.16. Устройства для очистки ленты: а – скребковый; б – щеточный; в – винтолопастной; г – вибрационный.
Хорошее качество очистки дают винтолопастные скребки, вращающиеся от индивидуального привода или от барабана цепной передачей.
Вибрационные устройства повышают качество очистки ленты, обычно амплитуда колебаний 2…4 мм.
При перемещении липких грузов применяют гидравлическую очистку ленты струей воды, подаваемую под углом навстречу движущейся ленте. Пневматический способ очистки ленты применяют реже. Очистка холостой ленты осуществляется также дисковыми и винтовыми поддерживающими роликами.
Для очистки внутренней поверхности ленты от груза, случайно попавшего на нижнюю ветвь, у концевого барабана устанавливают плужковый очиститель.
5. Методика и последовательность тягового расчета ленточного конвейера
Тяговый расчет. В практических расчетах тяговый расчет выполняют при установившемся режиме, а также в процессе пуска загруженного конвейера. Для тягового расчета определяются сопротивления движению ленты на отдельных участках трассы конвейера. Для этого трассу конвейера разбивают на характерные участки: прямолинейные горизонтальные и наклонные, криволинейные, участки загрузки и т. п.
Таблица 2.28. Рекомендации по выбору типа привода конвейера.
|
ПРЕИМУЩЕСТВЕННЫЕ |
|
|
||
Тип привода |
ПРИЗНАКИ |
|
Характерное |
Тип электровигателя |
|
Профиль и харак- |
|
|
|||
|
диапазон, |
положение |
|||
|
теристика трас- |
|
f |
|
|
|
сы |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Асинхронный, корот- |
Однобарабанный с |
Любого профиля |
|
|
На переднем |
козамкнутый до мощ- |
|
0,1-0,5 |
ности 100 кВт; с фаз- |
|||
одним двигателем |
и любой протя- |
|
(головном) |
ным ротором при |
|
женности |
|
|
барабане |
||
|
|
|
мощности более 100 |
||
|
|
|
|
|
|
|
|
|
|
|
кВт |
|
То же, при отсут- |
|
|
|
|
|
ствии редукторов |
|
|
|
|
Однобарабанный с |
с большим момен- |
|
0,1-0,5 |
То же |
То же |
двумя двигателями |
том и по произ- |
|
|||
|
|
|
|
||
|
водственным ус- |
|
|
|
|
|
ловиям |
|
|
|
|
Двухбарабанный при- |
|
|
|
На нижней |
|
вод без жесткой свя- |
|
|
|
(обратной) |
С фазным ротором и |
зи между бара- |
Горизонтальная и |
|
|
ветви вблизи |
|
банами и без уравни- |
|
|
от концевого, |
повышенным сколь- |
|
горизонтально- |
|
|
жением до 6%; с ко- |
||
тельного мехенизма с |
наклонная большой |
|
0,1-0,4 |
разгрузочного |
роткозамкну-тым |
близким друг к другу |
протяженности |
|
|
барабана или |
ротором и гидро- |
(«сомкнутым») рас- |
|
|
|
при совмеще- |
муфтой |
положением бара- |
|
|
|
нии с передним |
|
|
|
|
|
||
банов (см. табл. 2.4) |
|
|
|
барабаном |
|
|
Горизонтальная |
|
|
|
|
Двухбарабанный при- |
большой протя- |
|
|
На переднем |
|
вод с раздельным |
женности; пре- |
|
|
|
|
имущественно при |
|
|
(головном) и |
С фазным ротором и |
|
расположением ба- |
|
|
|||
рабанов на переднем |
одновремен-ном |
0,1-0,4 |
заднем (хво- |
повышенным сколь- |
|
и заднем концах кон- |
транспорти- |
|
|
стовом) бара- |
жением до 6%. |
ровании груза на |
|
|
банах |
|
|
вейера |
верхней и нижней |
|
|
|
|
|
|
|
|
|
|
|
ветвях ленты |
|
|
|
|
Точки сопряжения участков трассы нумеруются последовательно, начиная от точки с бегания ленты с приводного барабана до точки набегания на этот барабан по ходу движения ленты.
Максимальное натяжение ленты Smax при установившемся движении равно натяжению ленты, набегающей на приводной барабан Sнб , и вычисляется по
формулам:
при однобарабанном приводе:
Sнб |
PK3e f |
, |
(2.22) |
||
e f |
1 |
||||
|
|
|
|||
при двухбарабанном приводе:
|
|
е f1 1 f2 2 |
|
|
|
Sнб |
|
W0 K3 , |
(2.23) |
|
e f1 1 f2 2 1 |
|||
где e f - тяговый фактор; |
|
|||
W0 |
– окружное (тяговое) усилие на приводном барабане; |
|
||
K3 |
= 1,1…1,2 – коэффициент запаса. |
|
||
Тяговое усилие при установившемся движении конвейера; |
(2.24) |
|||
|
|
W0 Wі ; |
||
статическое тяговое усилие при пуске конвейера: |
|
|||
|
|
Wn Wn , |
(2.25) |
|
где Wі и Wn - суммы сопротивлений движению на всем контуре
трассы конвейера при установившемся движении и при пуске конвейера соответственно. Тяговое усилие установившегося движения ориентировочно для предварительных расчетов можно определить по формуле:
0 |
|
Д в |
н |
в |
н |
(2.26) |
W |
W K W Г |
W Г |
W н |
W н , |
||
где WвГ и WнГ - суммы сопротивлений движению на горизонтальных
верхнем и нижнем участках, соответственно;
Wвн и Wнн - то же на наклонных верхнем и нижнем участках
(табл. 2.31);
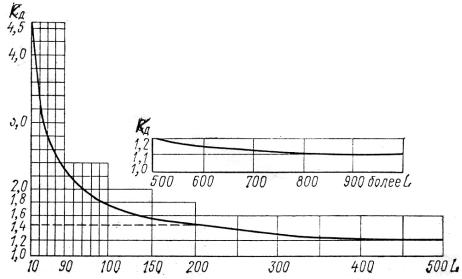
K Д - коэффициент, учитывающий сопротивление в местах загрузки, очистки, разгрузки и т.д. (рис. 2.23).
Рисунок 2.23. График зависимости коэффициента КД от длины конвейера L

Таблица 2.29. Сопротивления движению в ленточных конвейерах.
СОПРОТИВЛЕНИЕ |
Эскиз |
|
|
РАСЧЕТНАЯ ФОРМУЛА |
|
|
||||||||
|
|
|
||||||||||||
|
|
На загруженной ветви ленты |
||||||||||||
Роликоопор на го- |
|
Wг.в. |
|
|
|
qл |
|
q |
р.в. |
|
||||
ризонтальных пря- |
|
|
qг |
|
|
|
Lі |
|||||||
|
НА НЕЗАГРУЖЕННОЙ ВЕТВИ ЛЕН- |
|||||||||||||
молинейных участ- |
|
|||||||||||||
|
|
|
|
|
|
ТЫ |
|
|
|
|
|
|
||
ках |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
Wг.н. qл qр.н. Lі |
|
|
||||||||
|
|
НА ЗАГРУЖЕННОЙ ВЕТВИ ЛЕНТЫ |
||||||||||||
На наклонных пря- |
|
Wн.в. qг qл q р.в. Lі qг |
qл |
|||||||||||
молинейных участ- |
|
H і |
|
|
|
|
|
|
|
|
|
|
|
|
ках |
|
На незагруженной ветви ленты |
||||||||||||
|
|
Wн.н qл qр.н. Lі qл Ні |
||||||||||||
|
|
|
||||||||||||
При движении лен- |
|
На наклонном участке конвейера |
||||||||||||
|
Wн.в. qг |
|
|
|
|
Н |
||||||||
ты по безролико- |
|
qл с Lі |
||||||||||||
вому сплошному |
|
На горизонтальном участке конвей- |
||||||||||||
настилу и воздуш- |
|
|
|
|
|
|
ера |
|
|
|
|
|
|
|
ной подушке |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Wг.в. qг qл с Lі |
|
|
||||||||
|
|
|
|
|||||||||||
Роликоопор на уча- |
|
Wкр Sі qг |
qp.в. qл R2 к |
|||||||||||
стках с выпукло- |
|
|
|
|
|
|
или |
|
|
|
|
|
|
|
стью вверх |
|
Wкр Sі 1 и Sі1 |
Sі |
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
Wл kл Вi |
|
|
|
|
|
|||
|
|
Для резинотканевой ленты |
||||||||||||
|
|
kл |
20. |
Н/м при Dб 0,6м; |
||||||||||
От перегиба ленты |
|
kл |
15. |
Н/м при Dб 0,6м; |
||||||||||
|
|
|
|
при б |
900Wл 0 |
|
|
|||||||
|
|
Для резинотросовой ленты |
||||||||||||
|
|
k |
л |
0,1 d 2 |
0,3 / D |
|
10 |
|||||||
|
|
|
|
|
к |
|
|
|
б |
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Продолжение табл. 2.29.
СОПРОТИВЛЕНИЕ |
Эскиз |
|
|
|
|
РАСЧЕТНАЯ ФОРМУЛА |
|
||||||||
|
|
|
|
|
Wп.б. |
2,15Sі б sin |
б |
|
|
||||||
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
Подшипников от- |
|
б |
0,01 0,015 для подшипников |
||||||||||||
клоняющих и на- |
|
|
|
|
|
|
|
качения; |
|
||||||
тяжных барабанов |
|
б |
0,15 0,25 для подшипников |
||||||||||||
|
|
|
|
|
|
|
скольжения; |
|
|||||||
|
|
|
|
|
б 1,5 б при пуске. |
|
|||||||||
|
|
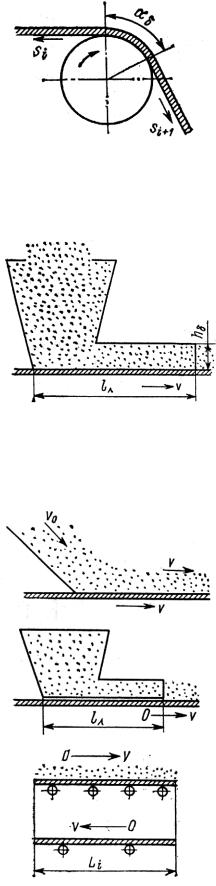
|
|
|
Wз hэqгlл / В G ; |
|
|||||||||
Загрузочных уст- |
|
|
|
|
hэ 0,5м при v 1м / с; |
|
|||||||||
|
|
|
|
hэ |
0,65м при v 1м / с |
|
|||||||||
ройств при устано- |
|
|
|
|
|
|
|
|
|
или |
|
|
|
|
|
вившемся движе- |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
Wз Wз.у |
|
Wз.т. Wз.и |
|
||||||||
нии ленты |
|
|
|
|
|
|
|||||||||
Трения частиц гру- |
|
|
|
|
|
Для сыпных грузов: |
|
||||||||
|
|
|
|
|
Wз.т. hб2 |
f1 lл g; |
|
||||||||
за о неподвижные |
|
|
|
|
для штучных грузов: |
|
|||||||||
борта направляю- |
|
|
|
|
|
||||||||||
|
|
|
|
|
|
Wз.т. qбlл ; |
|
||||||||
щего лотка |
|
|
|
|
|
|
|
||||||||
Трения уплотни- |
|
|
|
|
|
|
qб |
10 15Н / м |
|
||||||
|
|
|
|
|
|
|
Wз.у. qпlл; |
|
|||||||
тельных полос за- |
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
qп |
30 50Н / м |
|
|||||||
грузочного лотка о |
|
|
|
|
|
|
|
||||||||
ленту |
|
|
|
|
|
при В 1000Н / м; |
|
||||||||
|
|
|
|
|
|
qп |
60 100Н / м |
|
|||||||
|
|
|
|
|
|
|
при В 1000мм. |
|
|||||||
Сил инерции груза, |
|
|
|
|
Wз.и. qг v2 |
v02 / g |
|
||||||||
поступающего на |
|
|
|
|
|
||||||||||
ленту |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Загрузочных уст- |
|
W |
|
|
|
|
0,7h |
q |
|
lл |
|
|
|
g |
|
|
з.п. |
|
г |
|
G 1,5 f |
||||||||||
ройств при пуске |
|
|
|
|
э |
|
В |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
конвейера |
|
где G – сила тяжести груза, дейст- |
|||||||||||||
|
|
|
|
|
|
вующая на ленту, Н. |
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сил инерции груза, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ленты, вращаю- |
|
Wи.к. jп Li mг mл kG mp , |
|
||||||||||||
щихся роликоопор |
|
|
kG 0,5 0,9 |
|
|
|
|
||||||||
при пуске конвейе- |
|
|
|
|
|
|
|||||||||
ра |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|