

Профільні з'єднання
У профільному з'єднанні (рис. 13.4) охоплююча та охоплювана поверхні деталей мають некруглу форму в поперечному перерізі. Це дає змогу передавати обертовий момент без використання додаткових деталей. Такі з'єднання застосовують для встановлення на валах рукояток, маховиків, а інколи й важконаванта жених деталей (з'єднання корабельного тягового гвинта з трансмісійним валом).
На практиці мають застосування овальний (рис. 13.4,а), трикутний (рис. 13.4,б) та квадратний (рис. 13.4, б) контури поперечного перерізу профільного з'єднання. Більш досконалими є такі профільні з'єднання, контури яких мають властивість рівноосності – незмінності відстані між двома паралельними дотичними до контуру. В цьому разі спрощується технологія обробки поверхонь деталей з'єднання.
Порівняно із шпонковими та зубчастими з'єднаннями профільне з'єднання відрізняється меншою концентрацією напружень та кращим центруванням. Недоліком цього з'єднання є складність виготовлення профільних поверхонь.
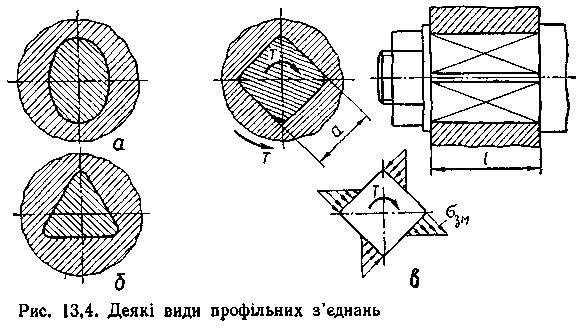
Профільні з'єднання наближено розраховують за умови обмеження напружень зминання, що виникають на спряжених поверхнях, навантажених обертовим моментом деталей з'єднання. При цьому допускають, що зазор у з'єднанні відсутній. Наприклад, для квадратного контуру профільного з'єднання при розподілі напружень зминання за схемою рис. 13.4,в можна записати рівність
T = (σ3Μ /2) · (a·l/2) · (a/3)
Виходячи з цієї рівності, умова міцності квадратного з'єднання матиме вигляд
σ3Μ = 3·Τ/(a2·l) ≤ [σ]3Μ. (8)
Допустиме напруження зминання для сталевих термооброблених деталей профільного з'єднання беруть [σ]3Μ = (90... 120) МПа.
Пресові з'єднання Загальні відомості
З'єднання деталей за допомогою посадок із гарантованим натягом називають пресовими. Ці з'єднання займають деяке проміжне положення між роз'ємними та нероз'ємними з'єднаннями. При невеликих натягах пресові з'єднання допускають неодноразове складання та розбирання без пошкодження деталей, але при цьому дещо зменшується несуча здатність з'єднання. При великих натягах під час розбирання з'єднань можливі значні пошкодження, а деколи і руйнування деталей з'єднання. Особливістю пресових з'єднань є те, що вони здійснюються без додаткових деталей.
Пресові з'єднання поділяють на дві групи:
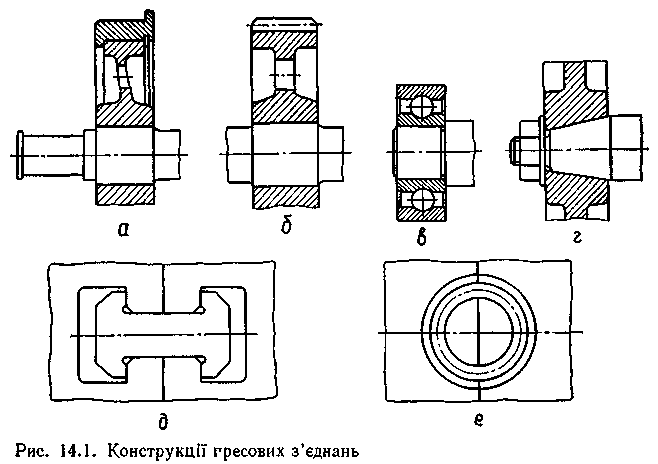
1. Пресові з'єднання типу «вал – маточина», в яких з'єднувані поверхні деталей мають циліндричну або конічну форму. Цей дуже розповсюджений, простий, надійний та економічний спосіб з'єднання деталей використовують при відносно рідких розбиранні – складанні деталей з'єднання, допускає передачу великих навантажень, в тому числі вібраційних та ударних. Пресові з'єднання такого типу застосовують для з'єдна ння бандажа з колесом та колеса з віссю колісної пари залізничного вагону (рис. 14.1,а), для з'єднання зубчастих коліс із валами (рис. 14.1,б), при закріпленні підшипників на валах (рис. 14.1,в) та ін. У пресовому з'єднанні по конічних поверхнях (рис. 14.1,г) потрібний натяг створюється, наприклад, відповідною затяжкою гайки на валу.
У пресових з'єднаннях типу «вал – маточина» навантаження (обертовий момент або осьова сила) передається через сили тертя на спряжених поверхнях деталей. Потрібний нормальний тиск між цими поверхнями створюється силами пружних деформацій деталей, що виникають через натяг.
2. Стяжні з'єднання двох або більшої кількості деталей за допомогою спеціальних стягувальних планок – анкерів (рис. 14.1,д) або стягувальних кілець (рис.14.1,е). Контакт деталей у цьому разі здійснюється по площинах. Стягувальні деталі встановлюють по посадках із гарантованим натягом. Через технологічні труднощі виготовлення таких з'єднань їхнє використання обмежене рідкими випадками деяких деталей (збірних станин, маховиків та ін.).
Надалі обмежимось розглядом тільки пресових з'єднань типу «вал – маточина», які здійснюються по циліндричних поверхнях. Простота та технологічність такого з'єднання забезпечують йому низьку вартість і можливість використання в масовому виробництві. Висока точність центрування деталей і рівномірний розподіл навантаження на всю посадочну поверхню дає змогу застосовувати пресове з'єднання для скріплення деталей сучасних високошвидкісних машин.
Суттєвим недоліком пресового з'єднання є залежність його несучої здатності від ряду факторів, які важко піддаються врахуванню: широкого розсіювання значень коефіцієнта тертя та натягу, впливу робочих температур на міцність з'єднання та ін До недоліків з'єднання належать також наявність високих напружень в деталях при запресовуванні їх та зменшення опору атомного руйнування внаслідок концентрації напружень біля країв отворів.
На практиці часто застосовують комбінацію пресового та шпонкового з'єднання У цьому разі пресове з'єднання може бути основним або допоміжним. Якщо пресове з'єднання основне, то воно сприймає більшу частину навантаження, а шпонка тільки підвищує надійність з'єднання (резервний елемент). Допоміжна роль пресового з'єднання відводиться для часткового розвантаження шпонки та центрування деталей. В практичних розрахунках припускають, що навантаження сприймається основним з'єднанням – пресовим або шпонковим. Для пресових з'єднань деталей рекомендують такі посадки: H7/n6; H7/p6; H7/r6; H7/s6; N7/h6; P7/h6.