

2. Приспособления, приборы, материалы
2.1. Четырёх - шариковая машина трения, собранная на базе настольно-сверлильного станка 2Н110 (рис.1).
2.2. Емкость с испытуемым индустриальным маслом (0,2 л.).
2.3. Стальные шарики диаметром 12,7 (ГОСТ 3722-60) - 8 шт.
2.4.Грузы №1-№5 -5шг.
3. Порядок выполнения работы
3.1. Ознакомиться с общими сведениями об определении смазочной способности в разделе 2.
3.2. Подготовить отчет в соответствии с разделом 5.
3.3. Собрать узел трения, как показано на рис.1.
3.3.1. Установить и закрепить 3 шарика в чашке машины.
3.3.2. Закрепить шарик в шпинделе машины.
3.3.3. Установить нагрузку 0,1 .включить машину и проработать 1 минуту до равномерного нагрева узла трения.
3.4. Без остановки машины установить груз №1 (массой 2 кг);
3.5. Записать в протокол величину момента трения, установившегося сразу, а также через 15 и 30 с работы машины.
М = F x L (1)
где F - показания динамометра;
L - плечо (см. рис.1).
3.6. Не останавливая машину, через 30 с её работы увеличить нагрузку, добавив груз №2 (масса 1 кг).
3.7. Записать в протокол величину момента трения, установившегося сразу и через 15 и 30 с работы машины.
3.8. Не останавливая машину, через каждые 30с её работы увеличивать нагрузку в следующей последовательности, добавляя груз №8, №4 и №6 (массой по 1 кг) при фиксировании моментов трения .
3.9. Выключить машину трения и дать ей остыть.
3.10. Заменить все 4 шарика на новые.
3.11. Залить испытываемое масло в стакан так, чтобы его уровень полностью покрывал шарики.
3.12. Повторить весь цикл испытаний при тех же нагрузках и в той же последовательности.
3.13. Рассчитать коэффициент антифрикционных свойств.
3.13.1. Рассчитать силы трения при разных нагрузках для сухого трения и для масла
КТPi = (Fi х L) / r, (2)
где Fi- показания динамометра;
L - плечо в мм;(140).
r - радиус контакта шаров в мм. (3,7).
3.13.2. На одной и той же координатной сетке Fтр(кгс) - t(с) построить две трибограммы (для сухого трения и для трения с маслом) (см.рис.2).
3.13.3. Рассчитать площадь, ограниченную трибограммами и осью а6сцисс, для сухого трения S0и трения с маслом Sсм.
3.13.4. Определить коэффициент антифрикционных свойств испытуемого масла
KF = 1 - (Sсм / S0 ), (3)
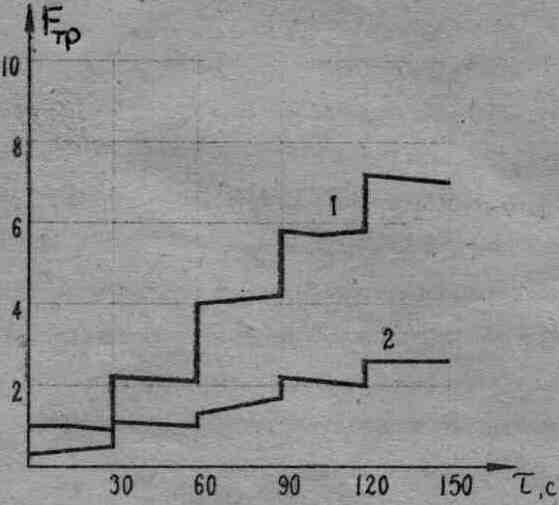
Рис.2. Пример трибограмм: 1-трение без смазки, 2- трение в масляной ванне
3.14. Сравнить величину найденного коэффициента KFс его допустимым значением для данного узла / KF/ (задается преподавателем).
3.15. Сделать вывод о смазочной способности испытанного масла и его применимости для данного узла трения.
4. Содержание отчета
4.1 Цель работы.
4.2. Эскиз узла трения машины (рис.1).
4.3. Таблица.
Результаты эксперимента
|
Nп/п |
Рабочее усилие P, кгс |
Трение в сухую |
Трение с маслом | ||||
|
Показания динамометра |
Момент трения М, кг*см |
Сила трения Fт, кг |
Показания динамометра |
Момент трения М, кг*см
|
Сила трения Fт, кг | ||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|
|
|
|
|
|
|
|
5.4. Выполненные расчёты.
5.5. Графики трибограмм для сухого трения и с маслом.
5.6. Выводы.