

1. Основные теоретические представления
1.1. Влияние холодной пластической деформации на структуру и свойства металлов.
Структура холоднодеформированных металлов. Пластическая деформация поликристаллического металла протекает путем сдвига (скольжения) или двойникования. Формоизменение металла при обработке давлением происходит в результате пластической деформации каждого зерна. При этом следует иметь в виду, что зерна ориентированы неодинаково, поэтому пластическая деформация не может протекать одновременно и одинаково во всем объеме поликристалла. Под микроскопом на предварительно полированных, а затем деформированных образцах сначала можно наблюдать следы скольжения в виде прямых линий. В пределах отдельных зерен эти линии ориентированы одинаково.При больших степенях деформации вследствие скольжения зерна (кристаллиты) меняют свою форму. До деформации зерно имеет округлую форму (рис.1, а). После деформации в результате смещений по плоскостям скольжения зерна вытягивается в направлении действующих сил Р, образуя волокнистую структуру (рис.1, б).
При больших степенях деформации возникает преимущественная кристаллографическая ориентировка зерен. Закономерная ориентировка кристаллитов относительно внешних деформирующих сил получила название текстуры деформации.
Чем больше степень деформации, тем большая часть кристаллических зерен получает преимущественную ориентировку (текстуру). Характер текстуры зависит от природы металла и вида деформации (прокатка, волочение и др.). Образование текстуры способствует появлению анизотропии механических и физических свойств.
Наклеп. С увеличением степени холодной деформации свойства, характеризующие сопротивление деформации (σ8, σ0,2, твердость и др.), повышаются, а способность и пластической деформации - пластичность (δ и ψ) - уменьшается (рис.2).
Упрочнение металла в процессе пластической деформации получило название наклепа.
Наклеп объясняется увеличением числа дефектов кристаллического строения (дислокаций, вакансий, межузельных атомов). Дефекты кристаллического строения затрудняют движение дислокаций, а следовательно, повышают сопротивление деформации и тем препятствует дальнейшему развитию пластической деформации. Наибольшее значение имеет увеличение плотности дислокаций, так как возникающее при этом взаимодействие между дислокациями тормозит дальнейшее их перемещение.


Рис. 1. Изменение формы зерна металла в результате скольжения:
а – до деформации; б – после деформации
В результате деформации уменьшается плотность металла, сопротивление коррозии и повышается электросопротивление.
1.2. Влияние нагрева на структуру и свойства деформированного металла.
Возврат. При нагреве деформированного металла до сравнительно низких температур (обычно ниже 0,2-0,3 ТПЛ) начинается процесс возврата, под которым понимают повышение структурного совершенства наклепанного металла вследствие уменьшения плотности дефектов строения, при этом заметных изменений в микроструктуре по сравнению с деформированным состоянием не наблюдается.
Различают две стадии возврата. При более низких температурах (ниже 0,2 ТПТ) протекает первая стадия возврата - отдых, когда происходит уменьшение точечных дефектов (вакансии) и перераспределение дислокации (без образования новых субграниц).

Рис.2. Влияние степени пластической деформации на прочность (σ8, σ0,2, HV) и пластичность (δ) медного сплава (бронзы).
Вторая стадия возврата – полигонизация, под которой понимают дробление (фрагментацию) кристаллитов на субзерна (полигоны) с малоугловыми границами.
При деформации кристалла возникает дислокации, беспорядочно распределенные в плоскостях скольжения. При нагреве, допускающем самодиффузию, избыточные дислокации одного знака выстраиваются в дислокационные стенки, что приводит к образованию в зернах поликристалла субзерен (полигонов), свободных от дислокаций и отделенных друг от друга малоугловыми дислокационными границами.
В процессе возврата обычный комплекс механических свойств чаще не изменяется.
Некоторые физические свойства (например, электросопротивление) в процессе возврата даже на первой его стадии восстанавливаются практически полностью. Это связано с уменьшением концентрации вакансий и перераспределением дислокаций.
Первичная рекристаллизация. При дальнейшем повышении температуры подвижность атомов возрастает. В результате достижения определенной температуры возникают новые равноосные зерна.
Как видно из рис.3, до температуры tп.р. сохраняется деформированное зерно. При температуре tп.р. в деформированном металле образуются и растут зародыши новых зерен.
При нагреве наклепанного металла старое зерно не восстанавливается, а появляется совершенно новое зерно с более совершенной структурой, размеры которого могут существенно отличаться от исходного. Образование новых равноосных зерен с большеугловыми границами вместо ориентированной волокнистой структуры деформированного металла называется рекристаллизацией обработки или первичной рекристаллизацией. В результате рекристаллизации наклеп практически полностью снимается и свойства приближаются к их исходным значениям, как показано на рис.3; в результате рекристаллизации временное сопротивление разрыву σ8, особенно предел текучести σ0,2, резко снижаются, а пластичность δ возрастает. Разупрочнение объясняется уменьшением плотности дислокации.
Плотность дислокаций после рекристаллизации снижается с 1010-1012 до 106-107 см-2. Наименьшую температуру начала рекристаллизации tп.р., при которой протекает рекристаллизация и происходит разупрочнение металла, называют температурным порогом рекристаллизации.
Эта температура не является постоянной физической величиной. Для данного металла (сплава) она зависит от длительности нагрева, степени предварительной деформации, величины зерна до деформации и т.д. Температурный порог рекристаллизации тем ниже, чем выше степень деформации, больше длительность нагрева или меньше величина зерна до деформации.

Рис. 3. Схема влияния нагрева на механические свойства и структуру металла, упрочненного холодной деформацией
Температура начала рекристаллизации tп.р. металлов, подвергнутых значительной деформации, для технически чистых металлов составляет примерно 0,4 ТПЛ (правило A.A.Бочвара), для чистых металлов снижается до (0,1-0,2) ТПЛ, а для сплавов (твердых растворов) возрастает до (0,5-0,6) ТПЛ.
Для полного снятия наклепа металл нагревают до более высоких температур, чтобы обеспечить высокую скорость рекристаллизации и полноту ее протекания. Такую термическую обработку называют рекристаллизационный отжиг.
Собирательная рекристаллизация. После завершения первичной рекристаллизации при последующем нагреве происходит рост одних рекристаллизационных зерен за счет других. Процесс роста новых рекристаллизованных зерен называют собирательной рекристаллизацией. Основной причиной собирательной рекристаллизации является стремление к уменьшению зернограничной ("поверхностной") энергии, благодаря уменьшению протяженности границ при росте зерна.
При температуре выше t1 пластичность рекристаллизованного металла может уменьшаться, что объясняется сильным ростом зерна.
Вторичная рекристаллизация. Если какие-то из новых зерен имеют предпочтительные условия для роста, то эту стадию рекристаллизации называют вторичной.
Зерна, растущие с большой скоростью, можно условно рассматривать как зародышевые центры, поэтому процесс их роста получил название вторичной рекристаллизации. В результате вторичной рекристаллизации образуется множество мелких зерен и небольшое число очень крупных зерен, что снижает пластичность.
Размер рекристаллизованного зерна. Размер зерна после холодной пластической деформации и рекристаллизации может быть больше или меньше исходного зерна. Величина зерне зависит от температуры рекристаллизационного отжига (рис.4, а), его продолжительности (рис.4, б), степени предварительной деформации (рис.4, в), химического состава сплава, размера исходного зерна, наличия нерастворимых примесей и т.д. При данной степени деформации с повышением температуры и при увеличении продолжительности отжига размер зерна возрастает. Величина рекристаллизованного зерна тем меньше, чем больше степень деформации (рис,4,в). При высоких степенях деформации скорость образования рекристаллизованных зародышей превышает скорость их роста, что и предопределяет образование мелкого зерна. При низких температурах, но выше tп.р. (рис.4, б), образование рекристаллизованного зерна происходит не сразу, а черва некоторый отрезок времени - так называемый инкубационный период. При малых степенях деформации (рис. 4, в) нагрев не вызывает рекристаллизации. При 3-15 %-ной деформации величина зерна после отжига резко возрастает и может во много раз превысить размер исходного зерна. Такую степень деформации называют критической. После критической степени деформации рекристаллизация по механизму образования новых зерен и их роста отсутствует.
Нагрев после критической деформации вызывает только быстрый рост одних исходных нерекристаллизованных зерен за счет поглощения соседних. При степенях деформации выше критической протекает первичная рекристаллизация.
Следовательно, критической называют такую минимальную степень деформации, выше которой при нагреве становится возможным протекание процесса первичной рекристаллизации.
Текстура рекристаллизации. После высоких степеней предшествующей деформации возникает текстура, которая нередко является причиной образования при последующем нагреве текстуры рекристаллизации. В этом случае новые рекристаллизованные зерна имеют преимущественную кристаллографическую ориентировку. Характер текстуры рекристаллизации определяется условиями проведения отжига, видом предшествующей обработки давлением (прокатка, волочение и т.д.), а также количеством и природой примесей.
При образовании текстуры рекристаллизации отожженный поликристаллический металл характеризуется анизотропией свойств.
Анизотропия в ряде случаев нежелательна. (Например, при глубокой штамповке листов во избежание получения таких дефектов, как складчатость, волнистая кромка и др.). Лист должен деформироваться во всех направлениях одинаково. В трансформаторной стали используют анизотропию магнитной проницаемости таким образом, чтобы ее максимальное значение вдоль было параллельно направлению магнитного потока.
Холодная и горячая деформация. В зависимости от соотношения температур деформации и рекристаллизации различают холодную и горячую деформации. Холодную деформацию проводят при температурах ниже температуры рекристаллизации, поэтому она сопровождается упрочнением (наклепом) металла.

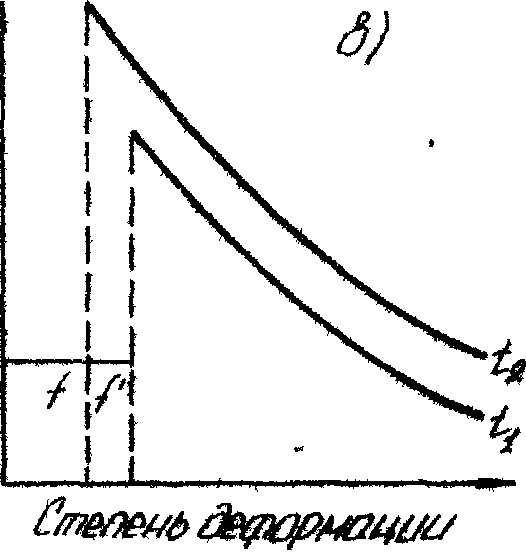
Рис.4. Влияние температуры (а), продолжительности нагрева (б) и степени деформации (в) на величину рекристаллизованного зерна:
t1<t2<t3, on и on’ - продолжительность инкубационного периода, f и f' - критическая степень деформации
Горячую деформацию проводят при температуре выше температуры рекристаллизации (0,7-С.75 ТПЛ), при этом получается полностью рекристаллизованная структура. При этих температурах деформация также вызывает упрочнение («горячий наклеп»), которое полностью или частично снимается рекристаллизацией, протекающей при температурах обработки и при последующем охлаждении.
В отличие от статической рекристаллизации, рассмотренной ранее, процессы рекристаллизации, происходящей в период деформации, называют динамическими.
При горячей обработке давлением (ковке, прессовании, прокатке, штамповке и т.д.) упрочнение в результате наклепа (повышение плотности дислокаций) непосредственно в процессе деформации непрерывно чередуется с процессом разупрочнения (уменьшением плотности дислокаций) при динамической рекристаллизации во время деформации и охлаждения.
Когда металл после деформации имеет частично рекристаллизованную структуру, то такую обработку правильнее называть неполной горячей или теплой деформацией. В этом случае процесс деформации металла с большими обжатиями и больших сечений затрудняется.