

6. Определение размеров опок
Литейная опока -это жесткая металлическая рамка, служащая для удержания формовочной смеси при изготовлении литейной формы, ее транспортировке и заливке жидким металлом. При сборке опоки 8 (рис. 3) соединяют с помощью втулок и штырей. Для лучшего использования опок при формовке мелких деталей в одной опоке располагают несколько отливок с общим литником. В данном задании для упрощения допускается расположение в опоке одной отливки.
Вокруг отливки слой формовочной смеси должен быть минимальный, но достаточный, чтобы исключить деформацию формы давлением жидкого металла. Расстояния между моделями, литниковой системой и стенками опок выбираются из табл. 7.
7. Составление чертежа «форма в сборе»
Сборкойназывается процесс соединения отдельных частей формы в одно целое и подготовка формы к заливке. Форма в сборе должка быть показана на чертеже в разрезе так, чтобы ясно было видно положение стержней и литниковых каналов, выпоров, прибылей и способа крепления опок. На рис. 3 а и 3 б показаны формы в сборе для отливки соответственно чугунной и стальной деталей, а на рис. 4 а и 4 б - готовые отливки с литниковой системой.
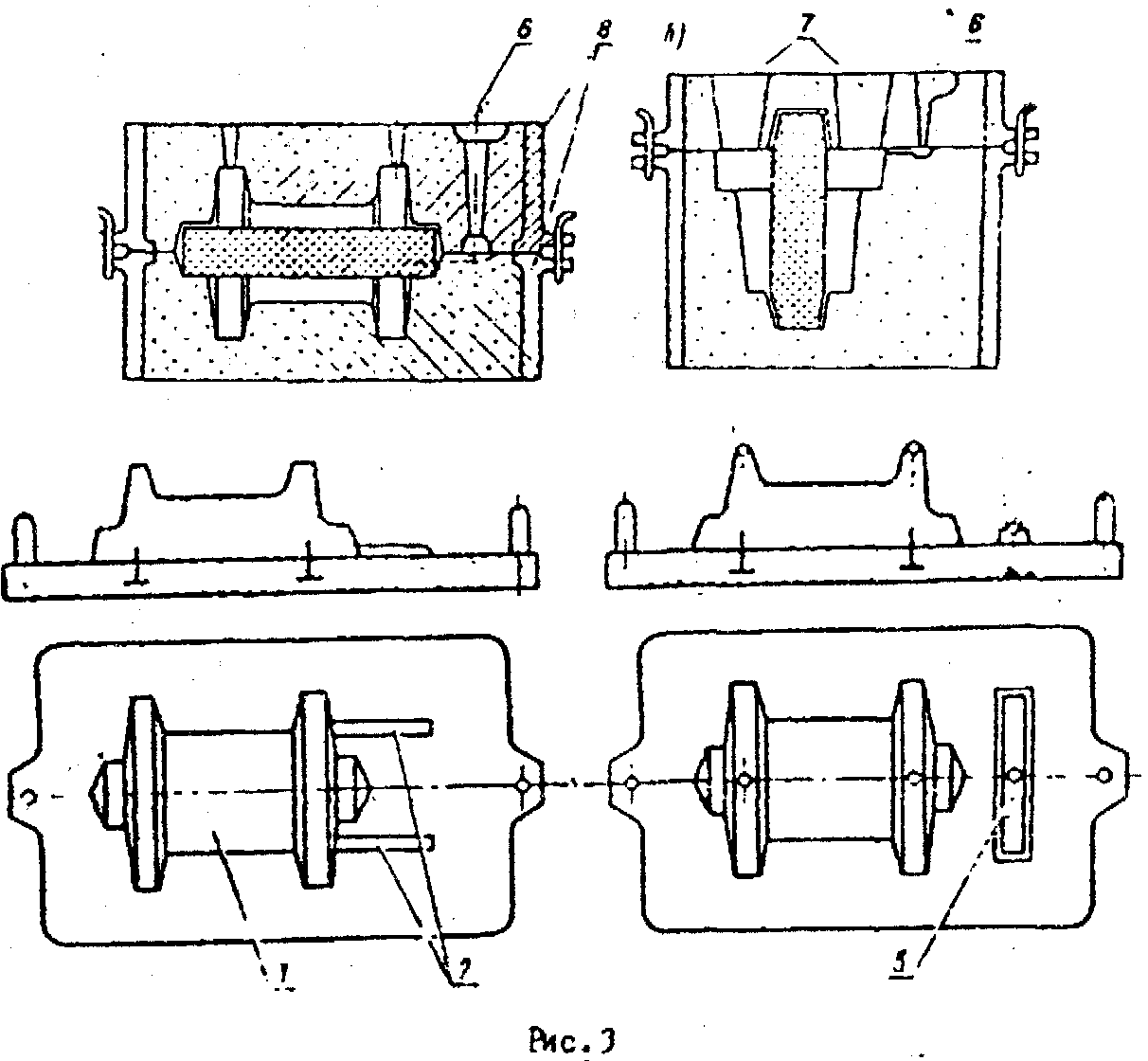
Рис.3
Допустимые расстояния между моделями и элементами формы Таблица 7
|
Вес отливки, кг |
Допустимые значения, мм | ||||
|
От верха модели до верха опоки |
От низа модели до низа опоки |
От модели до стенки опоки |
От края стояка до стенки опоки
|
От кромки шлакоуловителя до кромки модели | |
|
До 5 |
40 |
40 |
30 |
30 |
30 |
|
5-10 |
50 |
50 |
40 |
40 |
30 |
|
10-25 |
60 |
60 |
40 |
50 |
30 |
|
25-50 |
70 |
70 |
50 |
50 |
40 |
|
50-100 |
90 |
90 |
50 |
60 |
50 |
|
100-250 |
100 |
100 |
60 |
70 |
60 |
|
250-500 |
120 |
120 |
70 |
80 |
70 |
8. Оформление работы
Для выполнения отчета по выполненной работе необходимо подготовить тетрадь из трех развернутых листов. Первая страница оформляется как титульный лист с указанием темы «Расчет чертежа литейной модели» и фамилий исполнителя и проверяющего.
На третьей странице выполняется эскиз заданной детали, а на пятой странице - эскиз модели с указанием всех размеров. На шестой и седьмой страницах в общем виде показывается литейная форма в сборе без указания размеров. Эскиз отливки показывается на девятой странице с указанием только габаритных размеров.
Все расчеты отливки, модели, литниковой системы, стержня должны быть показаны в тетради на свободных от эскизов страницах, начиная с четвертой.
При выполнении чертежа «форма в сборе» необходимо учитывать зазоры от элементов формы до стенок и низа опоки в соответствии с данными табл. 7.
По усмотрению преподавателя в зависимости от специальности студента форма выполнения работы может быть другой.
Например, разделить лист стандартного формата A3 на 4 части. В верхней левой части выполняют технологический чертеж отливки. В верхней правой части листа выполняют чертеж модели, а в нижней левой - чертеж стержневого ящика со всеми необходимыми разрезами и простановкой основных размеров. В нижней правой части листа приводится «форма в сборе». Расчетов и пояснительного текста не требуется.