

Метод специализированных бригад
М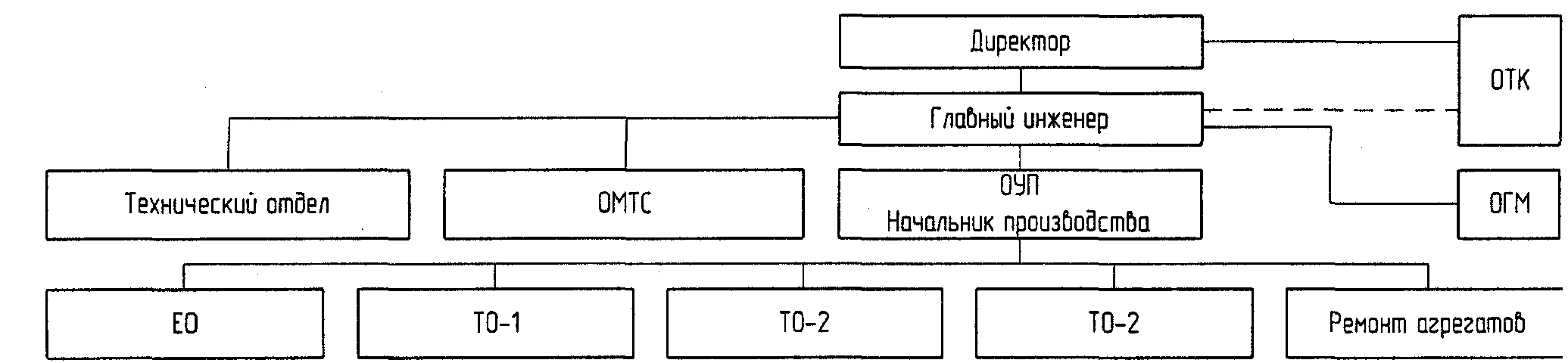 етод
специализированных бригад применяется
в сравнительно небольших АТП и
предусматривает создание бригад,
специализирующихся по видам технических
воздействий. При организации производства
этим методом одна бригада рабочих
выполняет ТО-1, вторая - ТО-2, третья -
текущий ремонт автомобилей, четвертая
- ремонтирует в производственных цехах
и отделениях агрегаты, снятые с автомобилей
централизованно в масштабе всего
автотранспортного предприятия или
объединения. Специализированные бригады
состоят из рабочих различных профессий
и квалификации, необходимых для выполнения
установленного комплекса работ по
данному виду воздействия. Организационная
структура управления при методе
специализированных бригад представлена
на рис.4.2. При такой организации
производственного процесса ТО и ремонта
АТС обеспечивается технологическая
однородность каждого участка (зоны),
облегчается маневрирование внутри него
людей, инструмента, оборудования,
упрощаются руководство и учет выполненных
воздействий. Специализация бригад по
видам воздействий способствует повышению
производительности труда рабочих.
Благодаря централизации в масштабах
предприятия производства технических
воздействий производственная программа
по каждому виду воздействий возрастает
и создаются предпосылки для применения
поточного метода организации
технологического процесса ТО, позволяющего
максимально механизировать процесс
обслуживания. Кроме того, поточный метод
способствует повышению производительности
труда и снижению трудоемкости работ,
улучшению их качества при более низкой
квалификации рабочих за счет их
специализации не только по видам
воздействий, но и по видам выполняемых
работ (операций), лучшему использованию
оборудования и производственных
площадей, созданию наиболее благоприятных
условий труда рабочих. Основной недостаток
метода специализированных бригад
заключается в распределении ответственности
за неисправность автомобиля и его
отдельных агрегатов по многим исполнителям,
относящимся к различным бригадам, в
результате чего отсутствует персональная
ответственность рабочих за надежную
работу автомобилей и их агрегатов на
линии и техническую готовность парка.
Выполнение каждой специализированной
бригадой своего комплекса работ без
связи с другими бригадами и без анализа
причин выхода из строя агрегатов, а
также отсутствие материальной
заинтересованности в повышении
долговечности и эксплуатационной
надежности автомобилей приводит к
большим технико-экономическим потерям
в АТП. При таком разделении производственного
процесса ТО и ремонта АТС в АТП в случае
преждевременного выхода агрегата или
узла из строя практически невозможно
установить причину и конкретного
виновника, так как один рабочий смазывает
агрегат, другой производит по нему
крепежные работы, третий регулирует,
четвертый ремонтирует его на автомобиле,
а пятый ремонтирует агрегат, снятый с
автомобиля, в производственном цехе.
При этом аналогичные работы различных
воздействий выполняют рабочие разных
бригад. Вследствие этого автомобили,
выходящие из технического обслуживания,
имеют большое количество неисправностей,
главным образом обусловленных
невыполнением обязательных работ. При
появлении неисправности из-за
неудовлетворительного выполнения
технического обслуживания автомобиль
поступает в бригаду текущего ремонта,
рабочих и руководство которой не
интересуют причины, вызвавшие потребность
в ремонте, так как они ни морально, ни
материально не отвечают за качество и
причины ремонта. Рабочих производственных
цехов, которые ремонтируют агрегаты,
снятые с автомобиля, также не интересуют
причины преждевременного выхода агрегата
из строя, так как они не отвечают за
величину пробега агрегата на автомобиле
после ремонта. Поэтому возникновение
ремонта из-за некачественного выполнения
технического обслуживания остается
скрытым, а последствия неудовлетворительного
выполнения технического обслуживания
с большими технико-экономическими
потерями для АТП устраняются в текущем
ремонте. Непосредственный контроль
качества выполнения работ при каждом
техническом воздействии неэффективен
и нецелесообразен, так как для ТО и
ремонта АТС характерно обилие мелких
трудноконтролируемых работ. Например,
чтобы проверить качество выполнения
ТО-1 и ТО-2, необходимо повторить более
50% операций. Другим важным недостатком
метода является то, что в крупных
предприятиях специализированные бригады
настолько разрастаются, что становятся
трудноуправляемыми, в связи с чем
возникает необходимость в создании
нескольких бригад, выполняющих однородные
виды технических воздействий. Для
улучшения оперативного управления ими
нужно создавать дополнительное
подразделение, которое объединяло бы
бригады, однако это не предусмотрено
методом специализированных бригад.
етод
специализированных бригад применяется
в сравнительно небольших АТП и
предусматривает создание бригад,
специализирующихся по видам технических
воздействий. При организации производства
этим методом одна бригада рабочих
выполняет ТО-1, вторая - ТО-2, третья -
текущий ремонт автомобилей, четвертая
- ремонтирует в производственных цехах
и отделениях агрегаты, снятые с автомобилей
централизованно в масштабе всего
автотранспортного предприятия или
объединения. Специализированные бригады
состоят из рабочих различных профессий
и квалификации, необходимых для выполнения
установленного комплекса работ по
данному виду воздействия. Организационная
структура управления при методе
специализированных бригад представлена
на рис.4.2. При такой организации
производственного процесса ТО и ремонта
АТС обеспечивается технологическая
однородность каждого участка (зоны),
облегчается маневрирование внутри него
людей, инструмента, оборудования,
упрощаются руководство и учет выполненных
воздействий. Специализация бригад по
видам воздействий способствует повышению
производительности труда рабочих.
Благодаря централизации в масштабах
предприятия производства технических
воздействий производственная программа
по каждому виду воздействий возрастает
и создаются предпосылки для применения
поточного метода организации
технологического процесса ТО, позволяющего
максимально механизировать процесс
обслуживания. Кроме того, поточный метод
способствует повышению производительности
труда и снижению трудоемкости работ,
улучшению их качества при более низкой
квалификации рабочих за счет их
специализации не только по видам
воздействий, но и по видам выполняемых
работ (операций), лучшему использованию
оборудования и производственных
площадей, созданию наиболее благоприятных
условий труда рабочих. Основной недостаток
метода специализированных бригад
заключается в распределении ответственности
за неисправность автомобиля и его
отдельных агрегатов по многим исполнителям,
относящимся к различным бригадам, в
результате чего отсутствует персональная
ответственность рабочих за надежную
работу автомобилей и их агрегатов на
линии и техническую готовность парка.
Выполнение каждой специализированной
бригадой своего комплекса работ без
связи с другими бригадами и без анализа
причин выхода из строя агрегатов, а
также отсутствие материальной
заинтересованности в повышении
долговечности и эксплуатационной
надежности автомобилей приводит к
большим технико-экономическим потерям
в АТП. При таком разделении производственного
процесса ТО и ремонта АТС в АТП в случае
преждевременного выхода агрегата или
узла из строя практически невозможно
установить причину и конкретного
виновника, так как один рабочий смазывает
агрегат, другой производит по нему
крепежные работы, третий регулирует,
четвертый ремонтирует его на автомобиле,
а пятый ремонтирует агрегат, снятый с
автомобиля, в производственном цехе.
При этом аналогичные работы различных
воздействий выполняют рабочие разных
бригад. Вследствие этого автомобили,
выходящие из технического обслуживания,
имеют большое количество неисправностей,
главным образом обусловленных
невыполнением обязательных работ. При
появлении неисправности из-за
неудовлетворительного выполнения
технического обслуживания автомобиль
поступает в бригаду текущего ремонта,
рабочих и руководство которой не
интересуют причины, вызвавшие потребность
в ремонте, так как они ни морально, ни
материально не отвечают за качество и
причины ремонта. Рабочих производственных
цехов, которые ремонтируют агрегаты,
снятые с автомобиля, также не интересуют
причины преждевременного выхода агрегата
из строя, так как они не отвечают за
величину пробега агрегата на автомобиле
после ремонта. Поэтому возникновение
ремонта из-за некачественного выполнения
технического обслуживания остается
скрытым, а последствия неудовлетворительного
выполнения технического обслуживания
с большими технико-экономическими
потерями для АТП устраняются в текущем
ремонте. Непосредственный контроль
качества выполнения работ при каждом
техническом воздействии неэффективен
и нецелесообразен, так как для ТО и
ремонта АТС характерно обилие мелких
трудноконтролируемых работ. Например,
чтобы проверить качество выполнения
ТО-1 и ТО-2, необходимо повторить более
50% операций. Другим важным недостатком
метода является то, что в крупных
предприятиях специализированные бригады
настолько разрастаются, что становятся
трудноуправляемыми, в связи с чем
возникает необходимость в создании
нескольких бригад, выполняющих однородные
виды технических воздействий. Для
улучшения оперативного управления ими
нужно создавать дополнительное
подразделение, которое объединяло бы
бригады, однако это не предусмотрено
методом специализированных бригад.