

Вопрос 38. Тянущая система организации производственного процесса и ее эффективность.
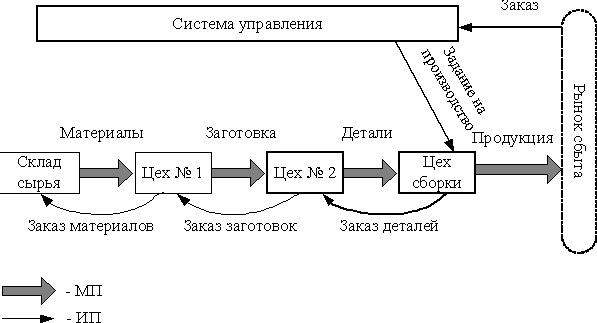
Тянущая система — это такая организация движения МП, при которой МР подаются («вытягиваются») на следующую технологическую операцию с предыдущей по мере необходимости, а поэтому жесткий график движения МП отсутствует. Размещение заказов на пополнение запасов МР или ГП происходит, когда их количество достигает критического уровня.Тянущая система основана на «вытягивании» продукта последующей операцией с предыдущей операции в тот момент времени, когда последующая операция готова к данной работе. То есть когда в ходе одной операции заканчивается обработка единицы продукции, посылается сигнал-требование на предыдущую операцию. И предыдущая операция отправляет обрабатываемую единицу дальше только тогда, когда получает на это запрос. В данном случае центральная система управления не вмешивается в обмен материальными потоками между различными участками предприятия, не устанавливает для них текущих производственных задач. Производственная программа отдельного технологического звена определяется размером заказа следующего звена. Основной функцией центра управления является постановка задачи перед конечным звеном производственной технологической цепи. Преимуществом «тянущих» (вытягивающих) систем является то, что они не требуют общей компьютеризации производства. В то же время они предусматривают высокую дисциплину и соблюдение всех параметров поставок, а также повышенную ответственность персонала всех уровней, особенно исполнителей. Это объясняется тем, что централизованное регулирование производственных процессов ограничено. Основными целями «тянущих» (вытягивающих) систем являются:1)предупреждение распространения растущих колебаний спроса или объема продукции от следующего процесса к предыдущему; 2)сведение к минимуму колебаний параметров запасов между технологическими операциями; 3)максимальное упрощение управления запасами в процессе производства путем его децентрализации, повышения уровня оперативного цехового управления.
Преимущества тянущей системы: Отказ от избыточных запасов, информация о возможности быстрого приобретения материалов, или наличие резервных мощностей для быстрого реагирования на изменение спроса. Замена политики продажи произведенных товаров политикой производства продаваемых товаров. Задача полной загрузки мощностей заменяется минимизацией сроков прохождения продукции по технологическому процессу. Снижение оптимальной партии ресурсов, снижение партии обработки. Выполнение заказов с высоким качеством. Сокращение всех видов простоев и нерациональных внутризаводских перевозок.
39. Сравнить тянущую и толкающую производственные системы.
|
№ 39 Характеристики |
Тянущая |
Толкающая |
|
1. Закупочная стратегия (снабжение) |
Ориентирована на небольшое число поставщиков, поставки частые, небольшими партиями, строго по графику |
Ориентация на значительное число поставщиков, поставки в основном нерегулярные, крупными партиями |
|
2. Производственная стратегия |
Ориентация производства на изменение спроса, заказов |
Ориентация на максимальную загрузку производственных мощностей. Реализация концепции непрерывного производства |
|
3. Планирование производства |
Начинается со стадии сборки или распределения |
Планирование под производственные мощности |
|
4. Оперативное управление производством |
Децентрализовано. Производственные графики составляются только для стадии сборки. За выполнением графиков других стадий наблюдает руководство цехов |
Централизованное. Графики составляются для всех цехов. Контроль осуществляется специальными отделами (плановыми, диспетчерскими бюро) |
|
5. Стратегия управления запасами |
Запасы в виде незадействованных мощностей (станков) |
Запасы в виде излишков материальных ресурсов (сырье) |
|
5.1. Управление страховыми запасами |
Наличие страховых запасов говорит о сбое в производственном процессе т.к. складские площади почти не предусмотрены |
Страховой запас постоянно поддерживается на определенном уровне |
|
5.2. Управление операционными заделами (запасы на рабочих местах) |
Операционный задел минимален за счет синхронизации производства |
Операционный задел не всегда минимален из-за несинхронности смежных операций, различной пропускной способности оборудования, его плохой расстановки, неэффективного выполнения транспортно-складских работ |
|
5.3. Управление запасами готовой продукции |
Запасы практически отсутствуют из-за быстрой отправки готовой продукции заказчику. Излишних запасов не бывает, т.к. размер партии готовых изделий сориентирован на заказ |
Запасы могут быть больше из-за: — несвоевременности изготовления продукции — несвоевременности отправки готовой продукции — размер партии готовых изделий сориентирован на годовую программу без учета колебаний спроса |
|
6. Использование оборудования и его размещение |
Универсальное оборудование, которое размещено по кольцевому или линейному принципу |
Специализированное оборудование, размещенное по участкам, а также частично универсальное оборудование, расположенное линейно |
|
7. Кадры |
Высококвалифицированные рабочие-многостаночники (универсалы) |
Узкоспециализированные рабочие, но есть и рабочие-многостаночники |
|
8. Контроль качества |
Поставка качественных материальных ресурсов, компонентов, изделий. Сплошной контроль качества осуществляет поставщик |
Сплошной или выборочный контроль на всех стадиях производства, что удлиняет производственный процесс |
|
9. Распределительная стратегия |
Размер партии готовых изделий равен размеру заказа. Ориентация на конкретного потребителя. Изготовление с учетом специфических требований заказчика. Организация послепродажного обслуживания |
Размер партии готовой продукции соответствует плановому выпуску. Ориентация на «усредненного потребителя». Организация послепродажного обслуживания |