

Модели оперативного календарного планирования
Основная особенность: установление оптимального режима производства во времени (производство отдельных деталей, узлов, режим загрузки оборудования, взаимодействие участков). В общей постановки модели являются сложными.
Общая постановка
задачи применительно к машиностроительному
производству. Цех (участок) располагает
оборудование
![]() типов, должно быть обработано
типов, должно быть обработано![]() деталей за период
деталей за период![]() .
Известны нормы затрат времени на
обработку каждых видов деталей на
различных видах оборудования и
длительность переналадок оборудования
при переходе от обработки первой детали
к другим. Известны технологические
маршруты движения деталей в процессе
обработки. Требуется установить такой
режим работы каждого вида оборудования
и цеха в целом, при которой план-график
выпуска готовых изделий будет полностью
обеспечен необходимым количеством
деталей при минимальной сумме затрат
времени (обработка, переналадка, простой
оборудования).
.
Известны нормы затрат времени на
обработку каждых видов деталей на
различных видах оборудования и
длительность переналадок оборудования
при переходе от обработки первой детали
к другим. Известны технологические
маршруты движения деталей в процессе
обработки. Требуется установить такой
режим работы каждого вида оборудования
и цеха в целом, при которой план-график
выпуска готовых изделий будет полностью
обеспечен необходимым количеством
деталей при минимальной сумме затрат
времени (обработка, переналадка, простой
оборудования).
Математически эта задача нелинейного программирования с условиями целочисленности для части переменных. В упрощенной постановке получаются частные задачи:
технологические маршруты считаются определенными, а размеры партий деталей фиксированными. Требуется определить оптимальную очередность запуска различных деталей в производство. Критерий оптимальный – минимум общего времени обработки всего заданного количества деталей.
Для отдельного изделия, потребность в которой не равномерно во времени, требуется определить оптимальный режим производства и хранения. Цель – минимум общих издержек, связанных с неравномерностью графика производства и с хранением запасов.
Имеется
![]() видов станков. Требуется обработать
видов станков. Требуется обработать![]() видов деталей (партий). Для каждой детали
задан технологический маршрут – порядок
перехода от одного станка к другому.
Предположим, что на каждом станке
выполняется только одна операция.
Требуется определить порядок обработки
при минимальных общих затратах от
времени. Если
видов деталей (партий). Для каждой детали
задан технологический маршрут – порядок
перехода от одного станка к другому.
Предположим, что на каждом станке
выполняется только одна операция.
Требуется определить порядок обработки
при минимальных общих затратах от
времени. Если![]() –задача о двух
станках.
Есть два вектора:
–задача о двух
станках.
Есть два вектора:
![]() и
и![]() ,
,![]() –количество
деталей. Предлагается следующий алгоритм
решения задачи:
–количество
деталей. Предлагается следующий алгоритм
решения задачи:
все детали нужно разделить на две группы
а)
![]()
b)
![]()
2) обработка
начинается с деталей 1-й группы. Они
выстраиваются в порядке возрастания
![]() ;
;
3) детали 2-й группы
выстраиваются в порядке убывания
![]() .
.
Пример.
|
Детали |
Время в минутах |
Очередность запуска | |
|
|
| ||
|
1 |
6 |
2 |
6 |
|
2 |
3 |
10 |
2 |
|
3 |
8 |
3 |
5 |
|
4 |
7 |
5 |
4 |
|
5 |
4 |
9 |
3 |
|
6 |
1 |
6 |
1 |
Алгоритм даёт наилучший вариант из 720 возможных вариантов.
Общая формула
метода. Деталь
![]() предшествует
предшествует![]() ,
если
,
если![]() .
.
Задачи с большим
значением
![]() значительно усложняются, можно получить
приближённые значения для оптимального
решения.
значительно усложняются, можно получить
приближённые значения для оптимального
решения.
Оптимальный режим производства и хранения
Задан плановый
период, производится одно изделие
(деталь), известна потребность в этой
детали
![]() ;
;![]() ;
;![]() – начальный запас на начало периода.
– начальный запас на начало периода.
Введём переменные
![]() – объем выпуска детали,
– объем выпуска детали,![]() – запас на конец планового периода.
– запас на конец планового периода.
![]()
![]()
![]()
![]() –прирост;
–прирост;
![]()
![]() –снижение;
–снижение;
![]()
Получаем следующую систему уравнений:
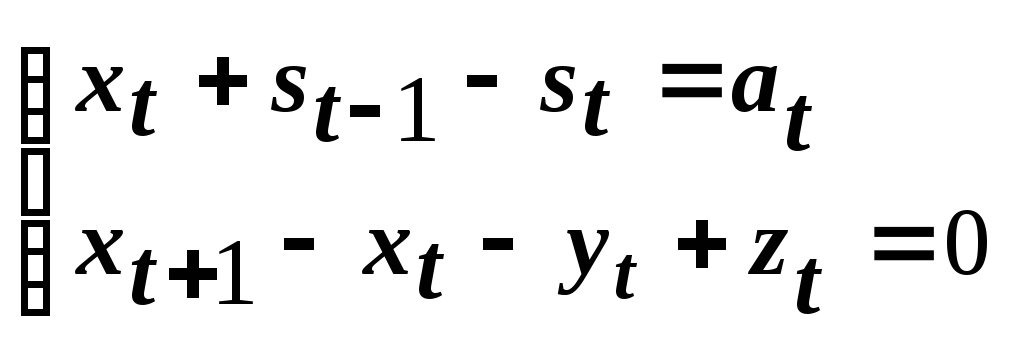 .
.
Условия:
![]()
![]()
![]() .
.
Оптимальность режима производства и хранения
![]()
или
![]() ,
,
где
p,
q
,![]() – некоторые весовые множители.
– некоторые весовые множители.
Контрольные вопросы:
В чем главное отличие задачи приобретения оборудования от аналогичных задач?
Каковы главные особенности задач оперативно-календарного планирования?
Как формулируется алгоритм решения задачи о двух станках?
Каков смысл переменных и целевой функции в задаче расчета оптимального режима производства и хранения?