

6.5. Особенности выполнения основных операций обработки валов
При выполнении основных операций изготовления ступенчатых валов за установочные базы принимают поверхности центровых отверстий заготовки. Если заготовку устанавливают на плавающий передний центр, то установочной базой будет торец заготовки, примыкающий к торцу переднего центра. Применение плавающего переднего центра исключает погрешность базирования при выдерживании длин ступеней от левого торца.
Рассмотрим отдельные операции обработки заготовок ступенчатых валов.
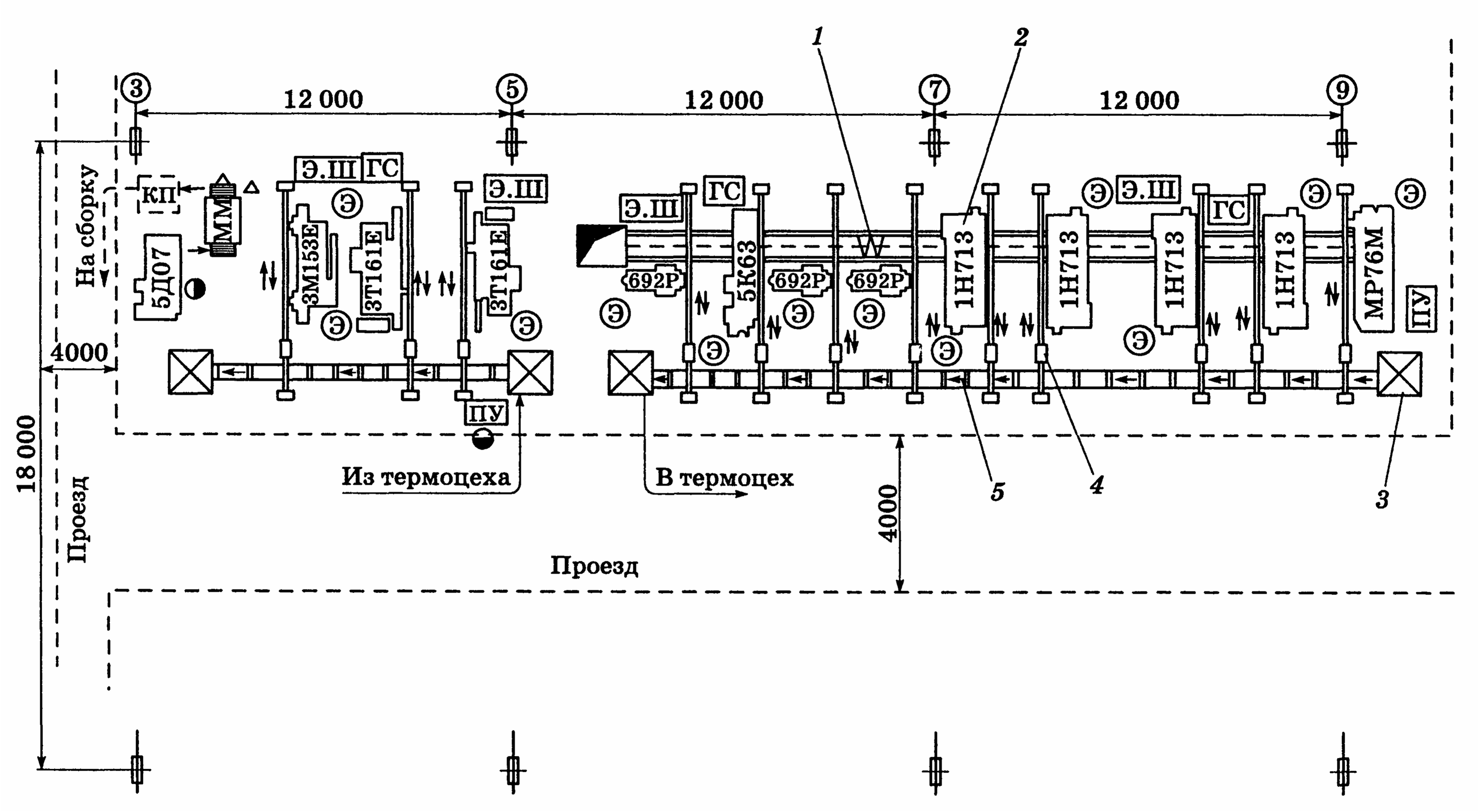
Рисунок 6.3 – Автоматическая линия для обработки вала быстроходного
Таблица 6.4 – Схемы технологического процесса изготовления первичного, вторичного и промежуточного валов коробки передач
|
Операция механической обработки |
Вал | ||
|
Первичный (сталь 20ХГМ) |
Вторичный (сталь 20ХГНМ) |
Промежуточный (сталь 15ХГНТ2А) | |
|
Центровальная Черновая токарная Чистовая токарная Правка Черновое шлифование шеек под подшипник Токарная Нарезание шлицев Накатывание рифлений Фрезерование зубьев Долбление зубьев Закругление зубьев Шевингование зубьев Сверление отверстий Фрезерование шпоночных пазов Нарезание резьбы Термообработка Зачистка центров Правка Окончательное шлифование шеек Шлифование отверстия под подшипник Хонингование отверстия под подшипник Микрофиниширование шеек вала Хонингование зубьев венцов Обкатка с эталонной шестерней Промывка Окончательный контроль |
+ + + -
+ + + - + - + + + - - + - - + + + + + + + + |
+ + + +
+ - + + - - - - + + + + + + + - - П - - + + |
+ + + -
- - - - + + + + + + + + + + + - - - + + + + |
Примечание. Знаком «+» обозначено выполнение операции, знаком «-» — недопустимость ее применения, знаком «П» — операция полирования.
Подрезание торцов и центрование. Первые технологические переходы при изготовлении ступенчатых валов — подготовка технологических баз, т.е. подрезка торцов и их зацентровка. В зависимости от масштаба выпуска валов эти переходы можно выполнять с применением различного оборудования. При обработке заготовок нежестких валов необходимо дополнительно проточить или прошлифовать шейки под люнет.
Торцы заготовок имеют дефекты, обусловленные способом получения заготовок (штамповочные уклоны, сколы, неперпендикулярность и т.п.). Поэтому первой операцией обычно является обработка торцов с целью устранения дефектов и получения общей длины вала в пределах, заданных чертежом. Исключение составляют заготовки, полученные на отрезных автоматах или токарно-отрезных станках, обеспечивающих точность по длине в пределах 0,5 мм.
Торцы, имеющие припуск, можно обрабатывать на токарных и фрезерных станках, фрезерно-центровальных, протяжно-центровальных полуавтоматах. Полуавтоматы применяют в крупносерийном и массовом производстве. В средне- и мелкосерийном производстве эти операции выполняют на фрезерно-центровальных станках ФЦ-1 и ФЦ-2. Центрование отверстий осуществляют центровыми сверлами. Размеры отверстий назначают в зависимости от диаметра заготовок.
При обработке на фрезерно-центровальном полуавтомате МР-76М барабанного типа (рисунок 6.4): сначала устанавливают заготовку (позиция I); затем выполняют фрезерование торцов (позиция II) и центрование отверстий (позиция III). На каждой позиции инструмент имеет индивидуальную подачу. После окончания обработки барабан с приспособлениями поворачивается на угол 120° для смены позиций.
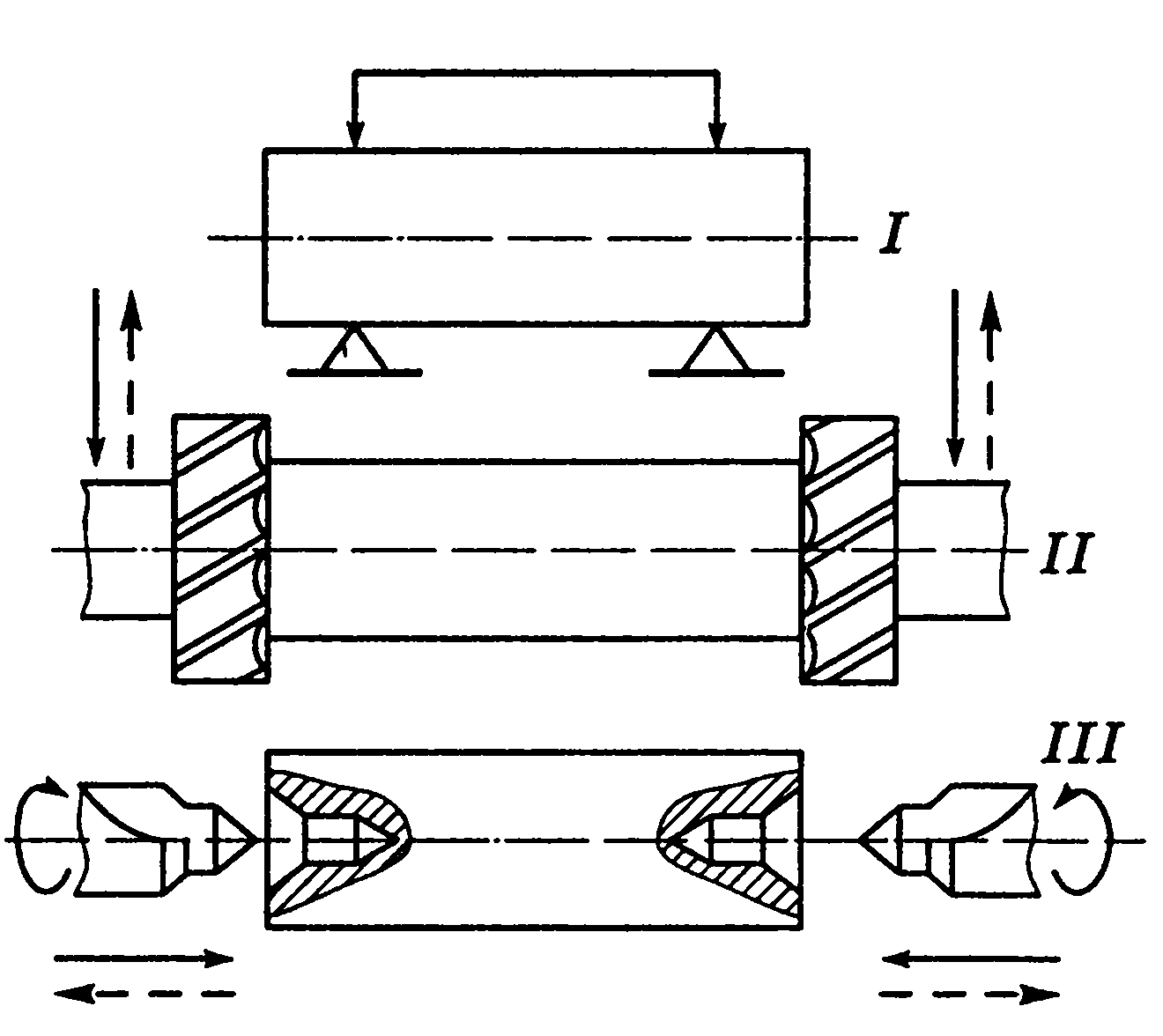
Рисунок 6.4. – Схема обработки заготовки на фрезерно-центровальном полуавтомате МР-76М
Токарная обработка. Основным методом получения поверхностей деталей типа тел вращения является токарная обработка. При черновой обработке заготовок ступенчатых валов на токарных станках, когда в качестве заготовки взят прокат, важно правильно выбрать последовательность обработки отдельных ступеней.
Рассмотрим черновую обработку одного конца ступенчатого вала из проката диаметром 100 мм (рисунок 6.5, а). Возможные варианты обработки ступеней этого вала показаны на рисунке 6.5, б-д.
По первой схеме (рисунок 6.5, б) каждая последующая ступень обрабатывается отдельно после выполнения предшествующей ступени; при этом общая длина рабочего хода резца 400 мм, длина холостого хода 400 мм, глубина резания 3,5...11 мм. При обработке по второй схеме (рисунок 6.5, в): длина рабочего хода равна 550 мм, а длина холостого хода равна 550 мм; по третьей схеме (рисунок 6.5, г): длина рабочего хода равна 650 мм, а длина холостого хода равна 650 мм, по четвертой схеме (рисунок 6.5, д): длина рабочего хода равна 800 мм, а длина холостого хода равна 800 мм.
Наименьшая длина как рабочего хода, так и холостых перемещений резца получается при обработке по первой схеме. Следовательно, она обеспечивает наибольшую производительность. Однако при недостаточной мощности станка работа с большой глубиной резания (t = 3,5...11 мм) может оказаться невозможной. В этом случае наибольшая производительность будет при работе по четвертой схеме.
На рациональный выбор той или иной схемы обработки заготовок ступенчатых валов оказывает влияние и жесткость технологической системы.
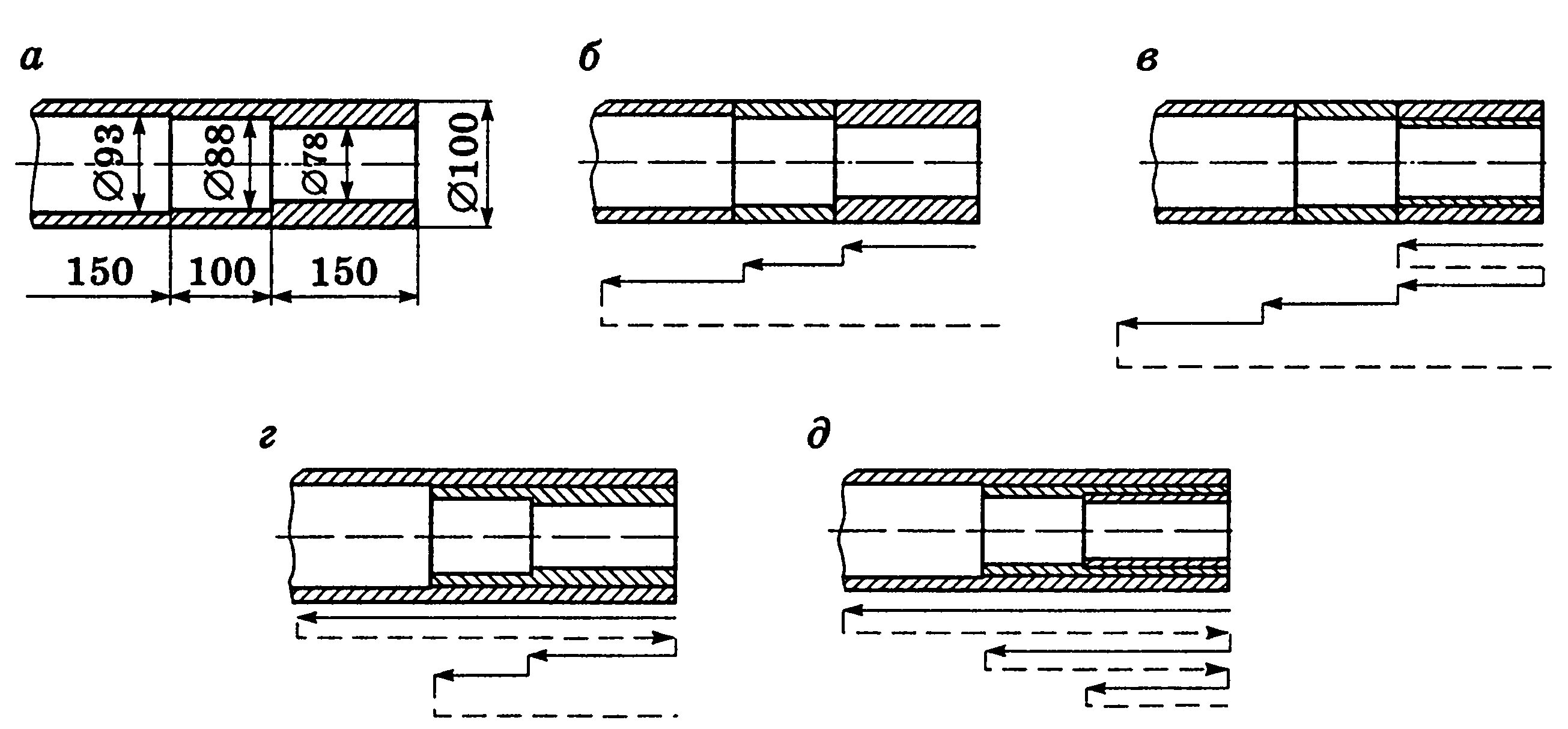
Рисунок 6.5. – Схема черновой обработки заготовок ступенчатых валов
Выбор станков для токарной обработки заготовок деталей валов определяется типом производства и конструкцией последних. В индивидуальном производстве обработку обычно ведут на универсальных станках и станках с программным управлением (для крупных валов). В мелко- и среднесерийном производстве используют токарно-револьверные станки и станки с программным управлением. В крупносерийном и массовом производстве обработку валов ведут на токарных многошпиндельных автоматах, многорезцовых и гидрокопировальных полуавтоматах.
Использование станков с программным управлением снижает вспомогательное время в 2-10 раз, уменьшает брак (особенно при обработке заготовок сплошных валов) и позволяет применять многостаночное обслуживание.
На многошпиндельных автоматах обрабатывают заготовки валов из пруткового материала небольшой длины (до 200 мм).
Многорезцовая обработка обеспечивает сокращение основного времени за счет уменьшения длины резания. Ее использование наиболее целесообразно при обработке заготовок ступенчатых валов, когда ступени располагаются по возрастающей. Обработку можно выполнять по трем схемам (рисунок 6.6). Чтобы полностью использовать преимущества многорезцовой обработки, необходимо обеспечить одновременную работу всех суппортов.
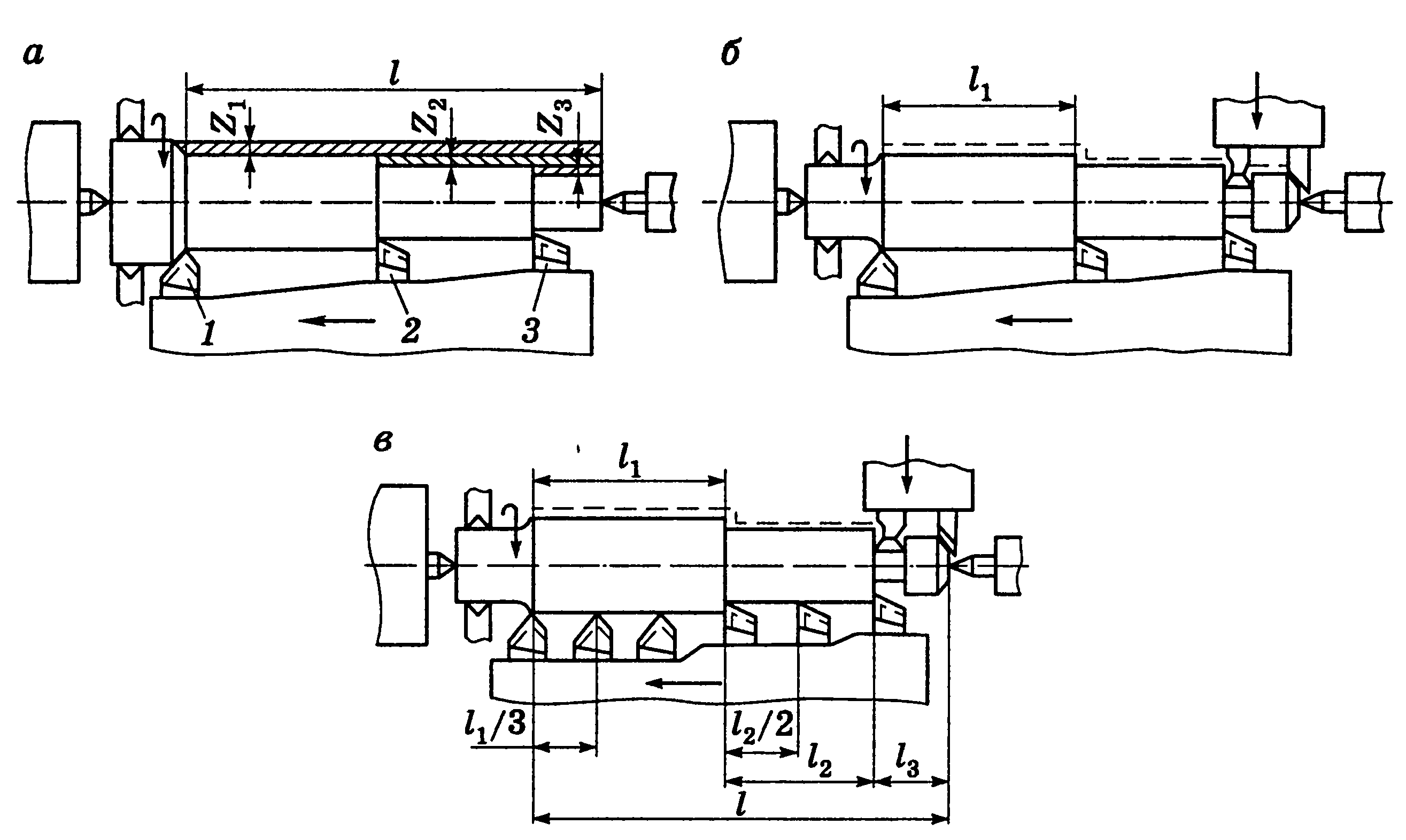
Рисунок 6.6. – Варианты обработки заготовки вала на многорезцовом полуавтомате: 1-3 — резцы
При использовании проката в качестве заготовки обработку ведут по методу деления припуска: Z1, Z2, Z3 (рисунок 6.6, а), так как на участках с меньшими диаметрами припуск получается большим.
При изготовлении валов из ступенчатых заготовок ход продольного суппорта определяется длиной ℓ1 наибольшей ступени (рисунок 6.6, б) или ℓ3 наименьшей ступени (рисунок 6.6, в). В последнем случае для обработки остальных ступеней устанавливают по нескольку резцов. Количество резцов в наладке лимитируется жесткостью обрабатываемых деталей, мощностью станка и сложностью конструкций резцедержателей.
По производительности многорезцовое обтачивание не всегда имеет преимущество перед обтачиванием на гидрокопировальных полуавтоматах, что объясняется большими затратами подготовительно-заключительного времени и времени технического обслуживания. Обработка ведется на пониженных скоростях резания.
Обработка на гидрокопировальных полуавтоматах имеет ряд преимуществ перед многоинструментной обработкой. Малое число резцов и простая установка копира сокращают время на наладку станка, допускают обработку на высоких скоростях. Это позволяет применять данные станки и в серийном производстве.
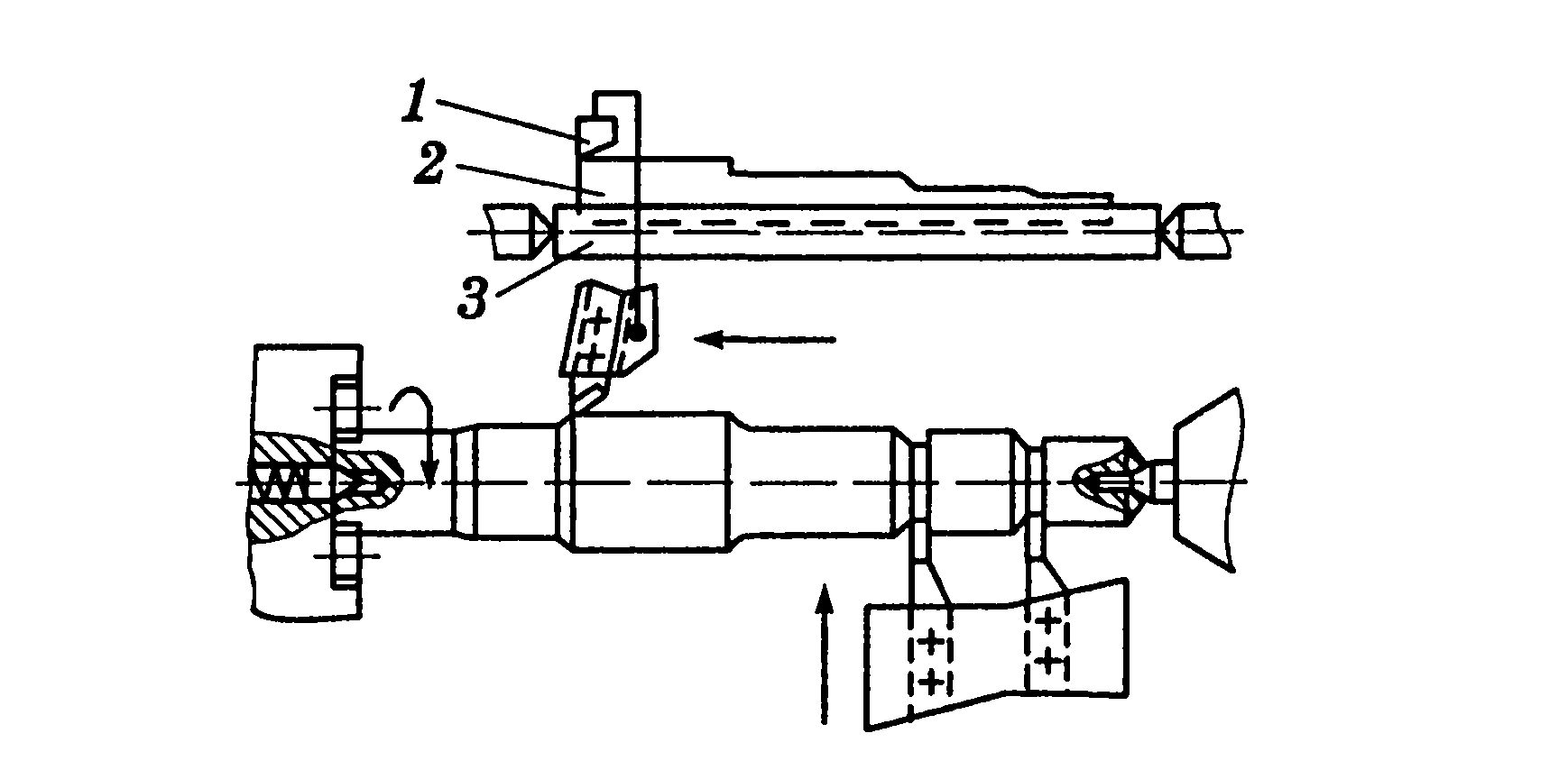
Рисунок 6.7. – Схема обработки заготовок вала на гидрокопировальном станке: 1— щуп; 2 — копир; 3 — барабан
На гидрокопировальных станках (рисунок 6.7) выполняют предварительную и чистовую обработку заготовок нежестких валов, чистовое точение заготовок с длинными шейками вала, которые из-за высоких требований к шероховатости нельзя обрабатывать на многорезцовых станках путем деления длины. Обработка обеспечивает более высокую точность (обычно выдерживается допуск 0,05...0,06 мм). Выпускаемые модели гидрокопировальных станков позволяют обрабатывать валы диаметром до 320 мм и длиной до 1600 мм.
Шлифование валов. При обработке заготовок деталей типа валов в машиностроении задачу образования основных конструктивных поверхностей вращения в большинстве случаев удается решить токарной обработкой. Однако при обработке шеек валов по квалитетам 6...8 при шероховатости Ra = 2,5...0,63 мкм и выше экономичнее применять шлифование. Оно является основным при обработке закаленных поверхностей валов. В связи с развитием силового шлифования обработку шеек жестких валов ведут сразу на круглошлифовальных станках вместо предварительного многорезцового обтачивания. При этом с заготовки, получаемой путем точной штамповки, снимают припуск на сторону 2,0...2,5 мм.
В технологическом маршруте обработки заготовок валов шлифовальные операции могут занимать различное место в зависимости от конструктивных и технологических особенностей деталей. При обработке заготовок, подвергнутых закаливанию, шлифовальные операции являются завершающими. При этом часто возникает необходимость правки центровых отверстий (путем их зачистки, притирки, шлифования и т.п.) для снятия окалины и устранения дефектов, образовавшихся в процессе термообработки.
Шлифование термически необработанных валов выполняют после окончания всех фрезерных, сверлильных и других операций, что предохраняет шлифованные поверхности от повреждения при дальнейшей обработке и транспортировке. Выполнение шлифования после токарной обработки повышает точность обработки, так как поверхности не прерываются шпоночными пазами, лысками, отверстиями. Такая последовательность создает удобства для выполнения дальнейшей механической обработки. Окончательно обработанные шейки вала можно использовать в качестве установочных и измерительных баз.
Шлифование валов производят на круглошлифовальных и бес-центрово-шлифовальных станках одним из существующих способов (рисунок 6.8).
Продольную подачу применяют при обработке поверхностей значительной длины. Шейки малой длины обрабатывают путем врезания. В массовом производстве шлифование этим способом часто выполняют по автоматическому циклу с применением приборов активного контроля, которые выключают поперечную подачу при достижении заданного размера. При обработке на бесцентрово-шлифовальных станках не требуется баз для установки и крепления деталей. Гладкие валы (пальцы, оси) на этих станках шлифуют способом продольной подачи. Простота обработки позволяет в массовом производстве компоновать автоматические линии из таких станков с простейшей транспортной системой и приборами активного контроля для черновой и получистовой обработки.
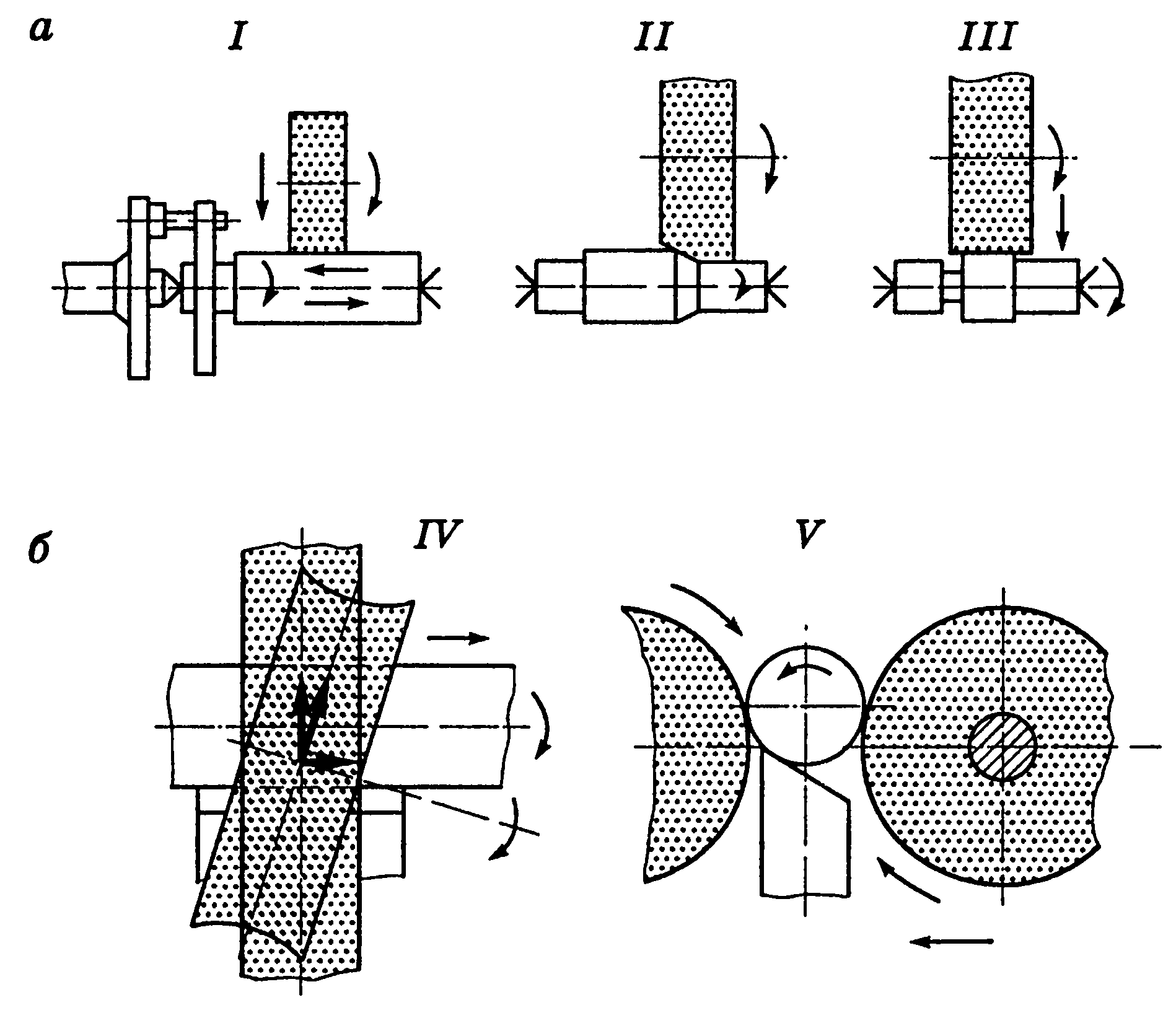
Рисунок 6.8. – Схемы обработки заготовок валов: а — на круглошлифовальных станках; б — на бесцентрово-шлифовальных; I — способом продольной подачи; II — способом глубинного шлифования; III — способом поперечной подачи (врезания); IV — способом продольной подачи; V — способом поперечной подачи
Фрезерная обработка. Валы имеют ряд конструктивных элементов, необходимых для установки и крепления зубчатых колес, втулок, шкивов, звездочек и других деталей. К таким элементам относятся лыски, шпоночные пазы, шлицевые поверхности. В мелкосерийном и индивидуальном производстве фрезерование лысок, шпоночных пазов выполняют на универсальных горизонтально- и вертикально-фрезерных станках.
Шпоночные канавки под сегментные шпонки фрезеруют дисковыми пазовыми фрезами, радиус которых соответствует радиусу паза. Фрезерование врезных шпоночных канавок обычно выполняют концевыми фрезами. Для облегчения врезания фрезы на входе канавки высверливают отверстия диаметром, равным ширине паза.
В крупносерийном и массовом производстве для фрезерования врезных шпоночных пазов используют специализированные шпоночно-фрезерные станки, работающие по принципу маятниковой подачи с углублением фрезы на 0,2...0,3 мм на каждый ход. При этом нет необходимости высверливать отверстия. При наличии на валу нескольких шпоночных пазов обработку ведут на многошпиндельных шпоночно-фрезерных станках. Операцию фрезерования лысок в серийном и массовом производстве выполняют обычно в многоместных приспособлениях. Двусторонние лыски обрабатывают на многошпиндельных станках с помощью набора дисковых фрез. Наиболее производительным процессом обработки лысок может быть протягивание на станках для наружного протягивания.
Шлицевые поверхности валов по конструкции могут быть прямобочными, треугольными, эвольвентными. Шлицевые соединения с прямобочными шлицами можно выполнять с центрованием втулки по внутреннему и наружному диаметрам, соединения с эвольвентными и треугольными шлицами — с центрованием по боковым поверхностям.
На шлицевые соединения устанавливают жесткие нормы точности и технические условия. Так, допустимые отклонения, неравномерность шага шлицев и смещение их относительно оси не должны превышать 0,02...0,03 мм.
Обработку шлицев на валах можно выполнять фрезерованием, строганием, долблением, протягиванием и накатыванием. Наиболее распространено фрезерование на шлицефрезерных станках обкаткой. Этим же способом можно фрезеровать шлицы всех профилей на зубофрезерных станках. Обработка ведется червячными фрезами за один или два (при диаметре 80 мм) прохода.
В индивидуальном и мелкосерийном производстве обработку шлицев можно выполнять на фрезерных станках общего назначения, применяя копирование и профильные фрезы. Для деления вала на заданное число шлицев применяют универсальные делительные головки.
Строгание шлицев на валах выполняют многорезцовыми строгальными головками способом копирования. Долбление можно осуществлять многорезцовыми головками путем копирования и долбяками путем обкатки. Этими способами обычно обрабатывают короткие шлицевые поверхности.
Значительно более производительным (в 5-10 раз) по сравнению с фрезерованием является протягивание, которое широко применяется для обработки открытых шлицевых пазов, чтобы инструмент имел выход. При протягивании пазов с радиальным выходом усложняется конструкция протяжки (выдвижные зубья).
При изготовлении шлицевых поверхностей практически любого размера наиболее перспективным является процесс холодного накатывания шлицев. Накатывание можно осуществлять рейками, валиками, роликами, многороликовыми профильными головками. Согласно экспериментальным данным накатанные шлицы при скручивании на 10...20 % прочнее шлицев, полученных резанием.
Рассмотренные способы получения шлицевых поверхностей обычно позволяют добиваться требуемого качества без дополнительной обработки.
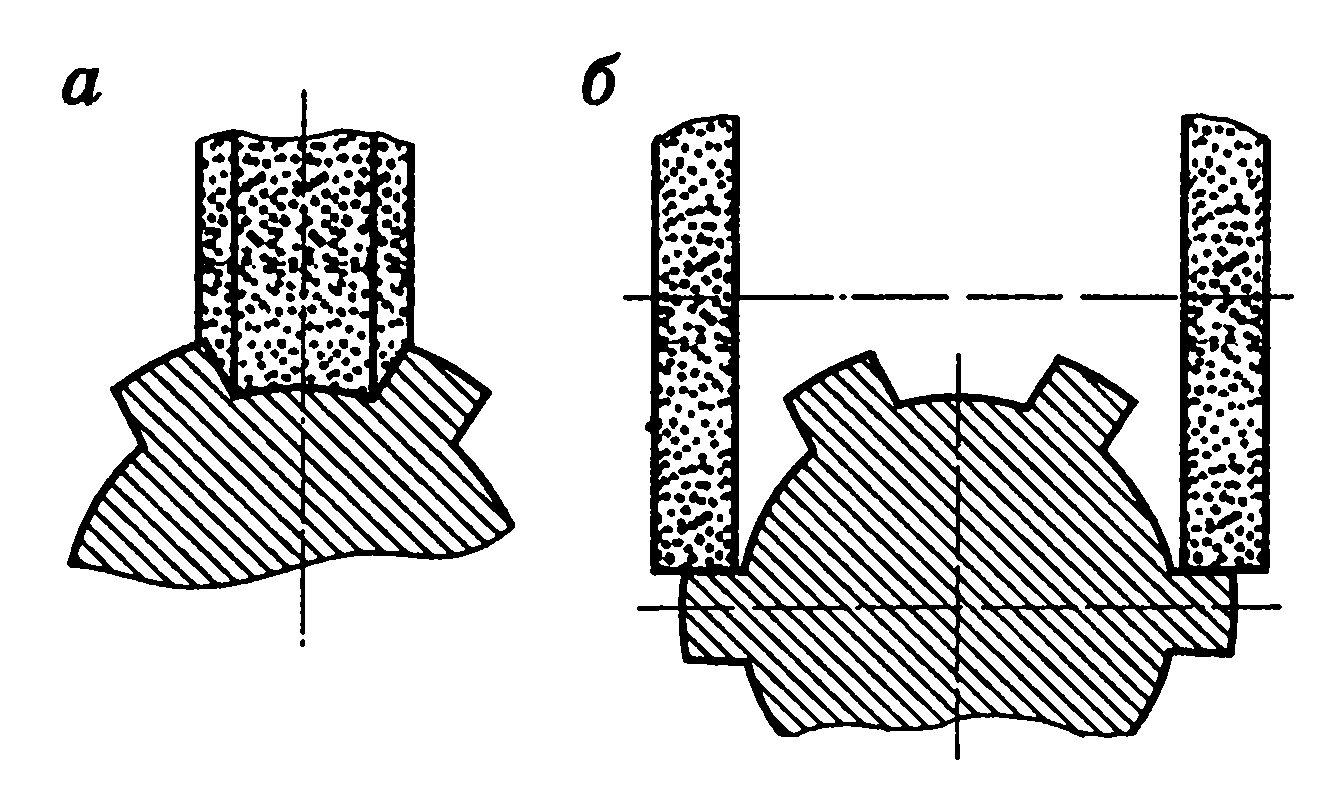
Рисунок 6.9. – Схемы шлифования шлицев
Шлицы закаливаемых валов шлифуют на шлицешлифовальных полуавтоматах. Схемы шлифования зависят от способа центрования. Так, при центровании по внутреннему диаметру шлифование может производиться профильным кругом с одновременным шлифованием боковых поверхностей (рисунок 6.9, а). При центровании по наружному диаметру боковые поверхности шлифуются двумя кругами (рисунок 6.9, б). Шлифование наружной поверхности выполняется на обычных круглошлифовальных станках.
Сверление отверстий. Для получения отверстий на торцах или поверхностях вращения валов используют сверлильные операции. Обработку концентрических отверстий на торцах валов можно выполнять в процессе подготовительных операций на фре-зерно-центровальных полуавтоматах. При этом вместо центровального сверла используют спиральное сверло требуемого диаметра. При сверлении глубоких отверстий (длина в пять раз больше диаметра) применяют сверла для глубокого сверления с принудительной подачей охлаждающей жидкости в зону резания. Обработку ведут на горизонтально-сверлильных и сверлильных станках для глубокого сверления. Остальные отверстия обрабатывают на сверлильных станках общего назначения с использованием специальных приспособлений — кондукторов. Для повышения производительности можно применять многоместные приспособления.
Если в валах надо обработать большое количество отверстий, то целесообразно применять агрегатные многошпиндельные станки. Если отверстия занимают определенное угловое положение относительно ранее обработанных пазов, лысок и других элементов в конструкции приспособлений, то следует ввести дополнительные установочные элементы (ориентировочные). Для направления инструмента приспособления снабжают кондукторными втулками.
В индивидуальном и мелкосерийном производстве сверление отверстий выполняют по разметке, без применения каких-либо специальных приспособлений. В среднесерийном производстве можно использовать сверлильные станки с программным управлением. В качестве приспособлений наиболее экономично применять универсально-сборные приспособления.
Нарезание резьбы. На валах нередко предусматривается нарезание резьб как на наружных поверхностях, так и в отверстиях. Нарезание резьб в отверстиях в большинстве случаев выполняют метчиками при совмещении с токарными операциями (при нарезании резьб в торцовых концентрических отверстиях) или отдельно на специализированных резьбонарезных станках. Нарезание резьб метчиками выполняют с реверсированием вращения метчика в конце рабочего хода для вывинчивания и без реверсирования — со сквозным проходом метчика через обрабатываемое отверстие. Для крепления метчиков на станках используют специальные патроны, дающие некоторую свободу перемещения метчика в продольном и радиальном направлениях для возможности его самоустановки по обрабатываемой детали.
Нарезание внутренних резьб резцами, резьбонарезными головками, резьбофрезерованием и накатыванием применяют обычно при достаточно больших диаметрах резьбы.
Получение наружных резьб в технологическом маршруте обработки валов занимает различное место. Нарезание резьб может быть переходом к операции токарной обработки или самостоятельной операцией. При указании места этой операции в технологическом маршруте необходимо учитывать размеры и точность изготовления резьбы, насыщенность токарной операции, объем партии деталей и т.д. Эти же факторы обусловливают выбор одного из следующих способов нарезания резьбы: резцами, гребенками, плашками, резьбонарезными самораскрывающимися головками, фрезерованием, шлифованием, накатыванием.
Нарезание резьб резцами и гребенками выполняют в основном в единичном и мелкосерийном производстве на токарно-винто-резных станках. Процесс малопроизводителен вследствие больших затрат времени на холостые ходы и невозможности работы на высоких скоростях. Этот способ используют при нарезании нестандартных резьб, червяков, прямоугольных резьб, при получении резьб, строго соосных с другими поверхностями валов.
Нарезание резьб круглыми плашками выполняют на токарных и револьверных станках, автоматах и полуавтоматах. Державки, применяемые для установки плашек, должны давать некоторую свободу перемещения плашки в продольном и радиальном направлениях. Нарезание резьб плашками не обеспечивает высоких качеств резьбы и производительности вследствие наличия у плашки нешлифованного профиля резьбы, работы на низких скоростях и больших затрат времени на свинчивание плашки.
Получение резьбы более высокого качества и с большей производительностью достигается применением самораскрывающихся резьбонарезных головок (рисунок 6.10). Головка снабжена четырьмя круглыми или призматическими плашками, имеющими шлифованные рабочие поверхности. В конце рабочего хода плашки раздвигаются, обеспечивая быстрый отвод головки. Такими головками нарезают резьбу на револьверных станках, токарных автоматах и полуавтоматах. Если нарезание резьбы планируется отдельной операцией, то применяют болтонарезные станки.
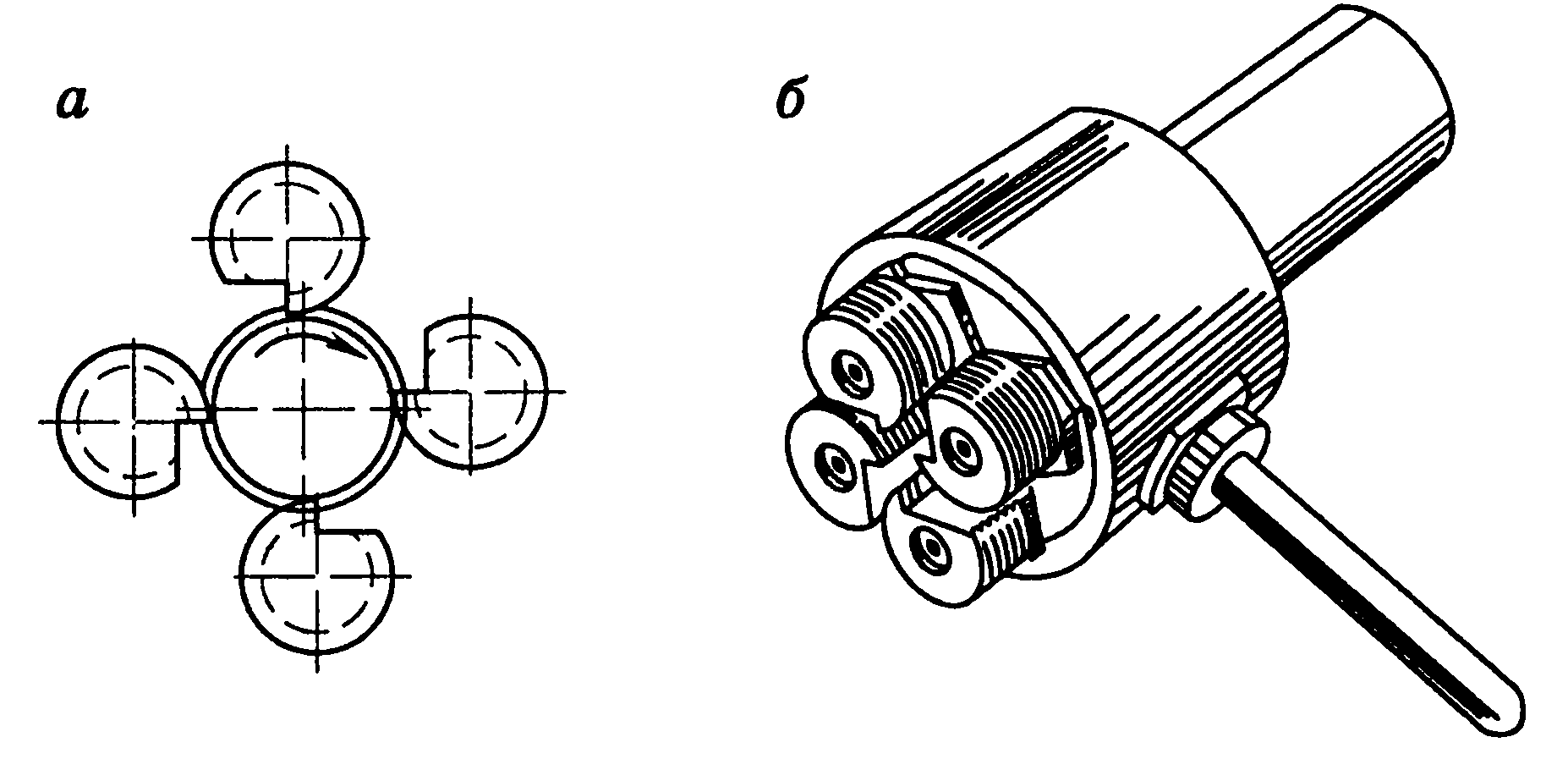
Рисунок 6.10. – Самораскрывающаяся резьбонарезная головка: а — схема; б — общий вид
Фрезерование резьбы выполняют на резьбофрезерных станках дисковыми (при фрезеровании длинных резьб) и гребенчатыми (при фрезеровании коротких резьб) фрезами. Валы машин имеют обычно короткие резьбы, поэтому наибольшее применение получило фрезерование гребенчатыми фрезами (рисунок 6.11), обеспечивающее высокую производительность и точность обработки резьб.
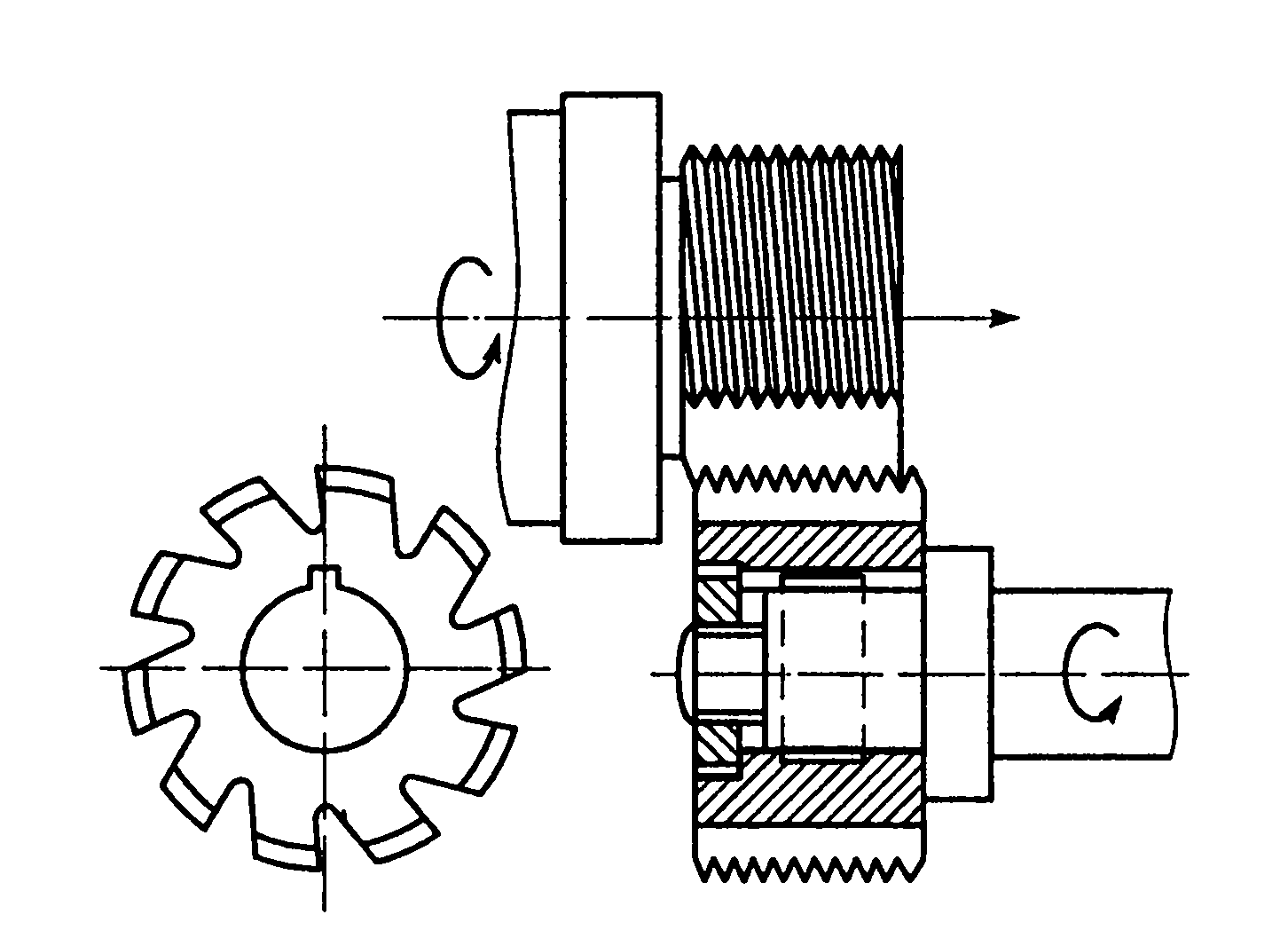
Рисунок 6.11. – Схема фрезерования коротких резьб гребенчатой фрезой
Шлифование резьб при изготовлении деталей машин практически не применяют. Необходимость применения этого способа может возникнуть при изготовлении резьб очень высокой точности или при получении резьб на закаленных деталях. Тогда шлифование производят на резьбошлифовальных станках одно- или многониточными кругами.
Самым производительным способом получения резьб является накатывание (в 10-20 раз производительнее нарезания резьбовыми головками). Накатыванием получают резьбы квалитета точности 6.
Наивысшей производительности изготовления валов в крупносерийном и массовом производстве достигают созданием автоматических линий, которые компонуют из токарных (гидрокопировальных и многорезцовых) и фрезерно-центровальных полуавтоматов, шлифовальных станков и оснащают транспортными и загрузочными устройствами, средствами активного контроля и блокировки.