

1.2. Конструкции станин
Конструктивные формы и размеры станин определяются компоновкой и конструкцией машины или станка, служебным назначением станины, а также выбранным материалом и методом изготовления станины, определяющими конструктивные отличия в связи с особенностями расчета и требованиями к технологичности конструкции. В соответствии с этим станины можно классифицировать по различным признакам. По расположению станины могут быть горизонтальными, вертикальными и наклонными. Станины могут быть цельными и составными. В соответствии со служебным назначением все станины станков и других машин можно разделить на две группы.
1. Станины без направляющих, в служебное назначение которых входит только обеспечение требуемого относительного положения присоединяемых к ним сборочных единиц и деталей.
2. Станины с направляющими, в служебное назначение которых входит помимо обеспечения требуемого положения обеспечение требуемых движений устанавливаемых на направляющие узлов: кареток, суппортов, столов и т. п.
Станины второй группы отличаются числом систем направляющих, их формой, конструкцией, относительным расположением в пространстве. По траектории обеспечиваемого движения направляющие делятся на прямолинейные и круговые, по виду трения — на направляющие скольжения, качения и комбинированные. По форме направляющие делят на плоские, призматические, цилиндрические. Направляющие могут быть отлиты вместе со станиной, а могут быть накладными в виде планок или пластин, которые прикрепляют к станине винтами или с помощью клея. Каждый из перечисленных видов направляющих имеет свои характерные конструктивные отличия иррациональные области применения.
В результате конструирования станины необходимо выбрать компоновку станины и связать конструктивные размеры и свойства применяемых материалов так, чтобы станина выполняла свое служебное назначение с требуемой надежностью при минимальных затратах на изготовление и эксплуатацию станка в целом. Одним из критериев оптимизации конструкции станины является минимальная металлоемкость станины.
1.3. Технические требования к станинам
Технические требования к станинам должны регламентировать допустимые отклонения размерных параметров и характеристики свойств материалов, соблюдение которых в результате изготовления станины обеспечит выполнение станиной служебного назначения при минимальных затратах.
Требования к свойствам материала станины включают требования к марке материала, его химическому составу и физико-механическим свойствам, к однородности и плотности материала особенно в наиболее ответственных местах. Предъявляются повышенные требования к микроструктуре и твердости поверхностного слоя направляющих.
Основные требования по геометрической точности предъявляют к поверхностям вспомогательных баз станины. Относительно высокая точность изготовления комплекта основных баз станины и точность положения вспомогательных баз относительно основных необходима: по служебному назначению, если станина устанавливается на другие детали несущей системы станка, например на основание или тумбы, или является частью составной станины; по технологическим соображениям, когда основные базы станины используют в качестве технологических баз для неоднократной установки заготовки станины при обработке.
В общем случае требования точности включают: точность поверхностей баз; точность относительного положения поверхностей баз в каждом комплекте; точность относительного положения комплектов баз.
В качестве примера приведём некоторые технические требования к станине станка, показанной на рисунке 1.2: материал — чугун СЧ 30 ГОСТ 1412—79; допуск плоскостности поверхностей А и Б 0,003 мм; допуск прямолинейности поверхности Г в вертикальной плоскости 0,012/1000 мм (допускается только выпуклость); извернутость направляющих поверхностей В1 В2, В3, В4 не более 0,025 мм на всей длине направляющих; допуск параллельности поверхностей Д и Е направляющим поверхностям В1 и В4 0,015 мм на длине 1000 мм; допуск перпендикулярности поверхности Ж к общей прилегающей поверхности В1—В3 0,03 мм на длине 250 мм.

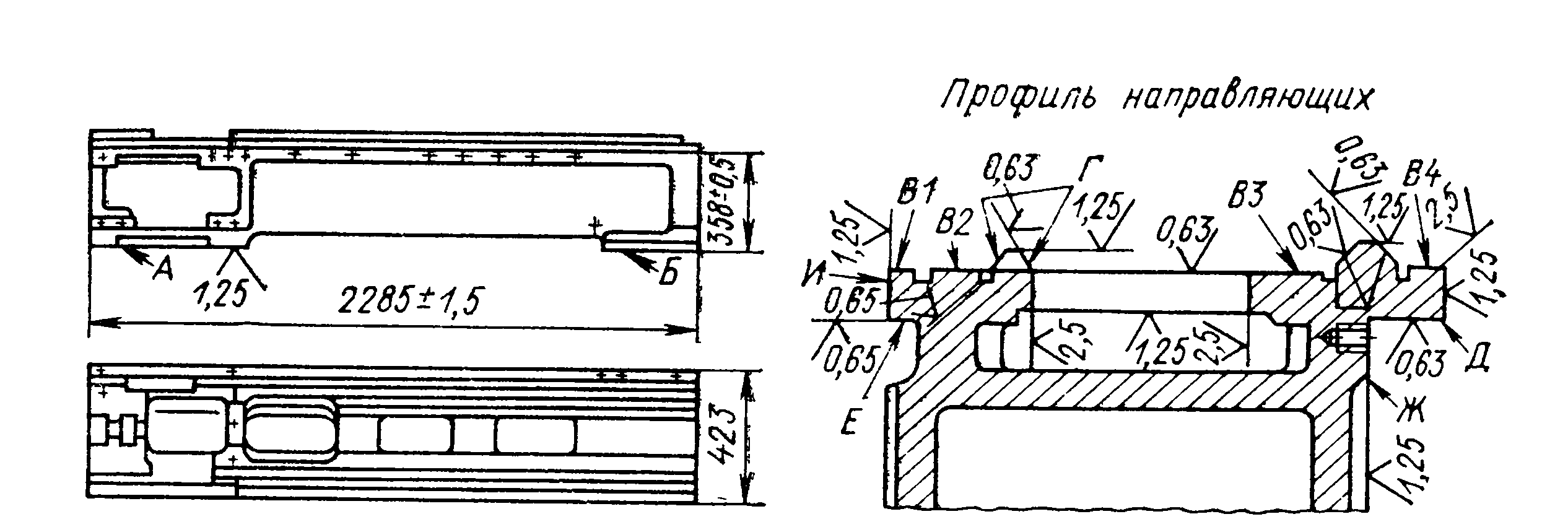
Рисунок 1.1. – Литая станина прецизионного станка