

1.11. Черновая обработка заготовок станин
Черновую обработку литой заготовки станины проводят в целях: снять литейную корку и дефектный слой, содержащий отбеленный чугун, с обрабатываемых поверхностей; обеспечить необходимое уточнение размеров заготовок; удалить с обрабатываемых поверхностей заготовки максимально допустимый объем металла перед последующим старением с учетом обеспечения необходимого припуска для дальнейшей обработки; обеспечить равномерные припуски под последующую обработку направляющих; обеспечить требуемые размерные связи в станине между всеми обработанными поверхностями станины и литыми необрабатываемыми; выявить возможные дефекты литья на всех ответственных поверхностях.
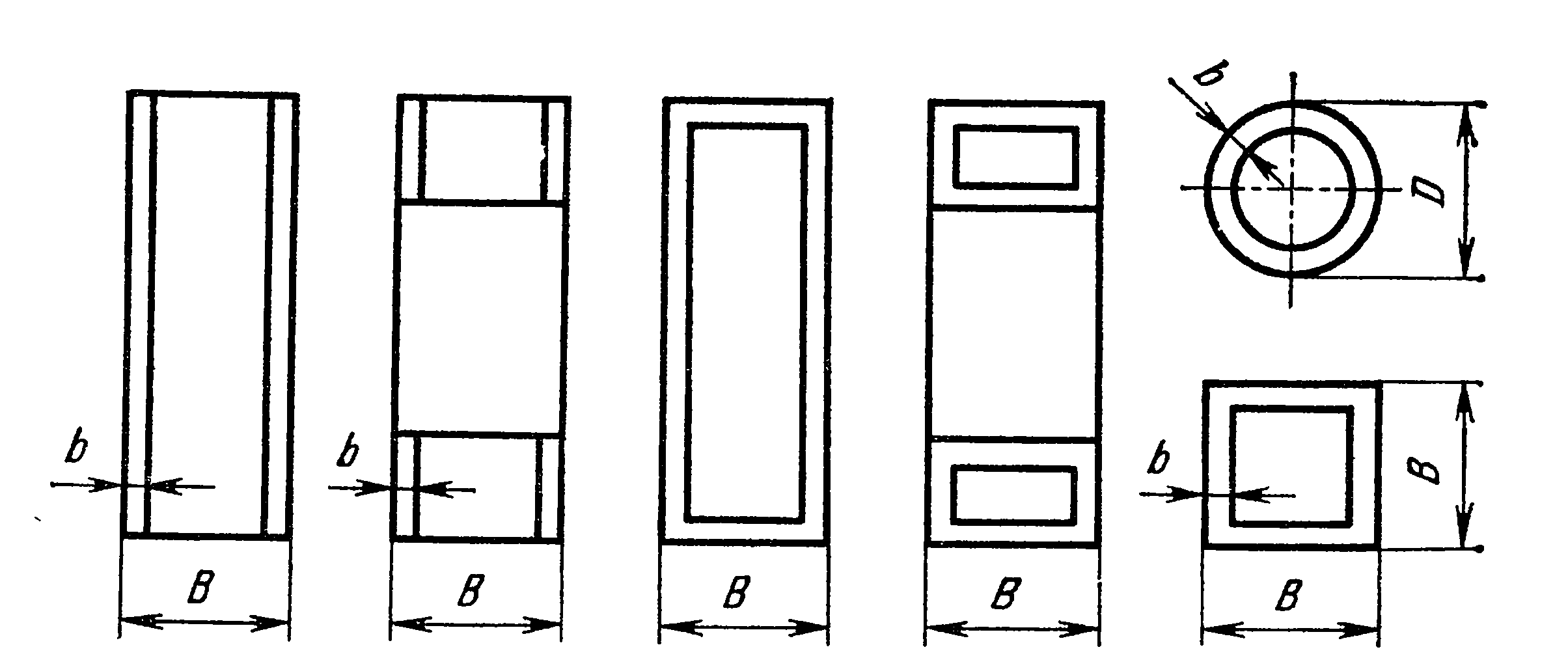
Рисунок 1.6. – Контуры обрабатываемых поверхностей
оснований станин
Удаление с заготовки максимально допустимого слоя материала необходимо для полного использования возможностей последующего старения заготовки. Поэтому на этапе черновой обработки заготовки станины прецизионного станка обрабатывают основание, направляющие, приливы и привалочные плоскости на боковых и торцовых стенках, глубокие отверстия диаметром более 30 мм, пазы шириной более 18 мм, окна и выемки. У заготовок станин станков нормального класса точности целесообразно на этапе черновой обработки обработать только наиболее протяженные поверхности, удаление припуска с которых существенно влияет на распределение напряжений. Небольшие плоскости приливов на боковых и торцовых стенках может оказаться более целесообразным обрабатывать на этапах получистовой и чистовой обработки, особенно если обработка осуществляется на станках с ЧПУ, в том числе на многоцелевых.
Черновую обработку заготовки станины начинают с обработки общих технологических баз, в качестве которых для горизонтальных станин обычно используются плоскость основания и платики на боковой стороне станины. Заготовка базируется по направляющим. Черновая обработка основания возможна различными методами: торцовым фрезерованием, строганием, точением на токарно-карусельных станках, черновым шлифованием торцом сегментного шлифовального круга, периферией шлифовального круга или абразивной лентой на ленточно-шлифовальном станке.
Выбор метода черновой обработки основания осуществляется с учетом формы контура обрабатываемой поверхности (рисунок 1.6.), припуска, числа заготовок в партии, наличия оборудования и других условий производства. Выбор оптимального метода обработки осуществляется по минимуму приведенных затрат или себестоимости обработки. Себестоимости операций обработки основания заготовки станины различными методами можно сравнивать по элементам изменяемых затрат. Определять себестоимость операций удобно нормативным методом по известной стоимости станко-минуты работы соответствующего станка и расчетным затратам штучно-калькуляционного времени по каждому варианту обработки.
Покажем выбор варианта обработки основания станка с контуром, приведенным на рисунке 1.6. (крайний слева), на примере сравнения двух методов обработки: торцовым фрезерованием на продольно-фрезерном станке и строганием на продольно-строгальном станке (рисунок 1.7.). Машинное время фрезерования и строгания определяется по известным формулам.

Рисунок 1.7. – Обработка плоскости основания заготовки станины фрезерованием и строганием
Сопоставим машинное время черновой обработки фрезерованием и строганием при обработке основания станины длиной 2500 мм из чугуна твердостью НВ 220, с припуском на черновую обработку 6 мм. При черновой обработке весь припуск снимается за один рабочий ход, поэтому глубина резания равна 6 мм. Обработка двух приливов шириной b основания станины осуществляется одновременно двумя суппортами. Диаметр торцовой насадной фрезы выбирают, исходя из ширины фрезерования. Значения машинного времени обработки фрезерованием и строганием при различной ширине обрабатываемой поверхности основания станины можно найти по справочнику.
Следовательно, при ширине обрабатываемой поверхности менее 120 мм машинное время строгания меньше, чем время фрезерования, а при ширине более 120 мм больше. Однако делать выводы о производительности обработки преждевременно, поскольку сравнение должно осуществляться по штучному времени, а в мелкосерийном производстве по штучно-калькуляционному времени с учетом переналадки станков. В данном примере расчета примем, что неперекрываемое вспомогательное время, связанное в основном с установкой и снятием заготовки, для фрезерования составляет 3 мин, для строгания — 2 мин. Время оргтехобслуживания в обоих случаях составляет 8,5 % оперативного времени, производство станин крупносерийное. Тогда норма штучного времени определится для каждого варианта по соответствующейформуле. В данном примере при ширине обрабатываемой поверхности свыше 140 мм более производительно фрезерование, а при ширине до 140 мм — строгание. Если в рассматриваемом примере стоимость станко-минуты при продольно-фрезерной обработке на 25 % выше стоимости при продольно-строгальной обработке, то граница равной стоимости двух вариантов будет соответствовать ширине b = 220 мм, при которой отношение штучного времени строгания к штучному времени фрезерования равно 1,25.
В данном примере при ширине более 220 мм более экономично фрезерование, при ширине менее 220 мм — строгание. Аналогично можно сопоставить варианты обработки других поверхностей заготовки станины.
Черновая обработка направляющих осуществляется после обработки технологических баз: основания и боковых платиков. Выбор метода обработки принципиально не отличается от выбора метода обработки основания.
Прямолинейные чугунные направляющие обрабатывают обычно строганием или фрезерованием. Круговые направляющие (рисунок 1.8.) обтачивают на токарно-карусельном станке. Фрезерование направляющих может осуществляться на универсальных и специальных многошпиндельных продольно-фрезерных станках, а также на многоцелевых станках с ЧПУ различными способами. Специальные многошпиндельные продольно-фрезерные станки отличаются от универсальных вдвое большим числом фрезерных бабок, которые располагаются по обе стороны стоек и поперечины.

Рисунок 1.8. – Обработка основания и круговых направляющих заготовки станины станка точением на токарно-карусельном станке
1. Фрезерование стандартными торцовыми, цилиндрическими и дисковыми фрезами. Пример обработки направляющих станины токарного станка на четырехшпиндельном продольно-фрезерном станке показан на рисунке 1.9., а. На каждом шпинделе закреплена одна стандартная фреза. Для полной обработки всех поверхностей направляющих необходимо в данном примере семь отдельных переходов со сменой фрез и изменением положения фрезерных бабок. Обработка направляющих может быть осуществлена двумя вариантами: за одну или несколько установок заготовки станины. При фрезеровании за одну установку увеличивается вспомогательное время на переустановку фрезерных бабок и достижение точности пробными ходами. При обработке каждой заготовки станины за несколько установок вся партия станин обрабатывается при одной настройке фрезерных бабок. При одинаковой стоимости станко-минуты в обоих вариантах сравнение достаточно вести по штучно-калькуляционному времени.
Разность затрат времени по обоим вариантам может служить критерием выбора наиболее экономичного варианта построения процесса.
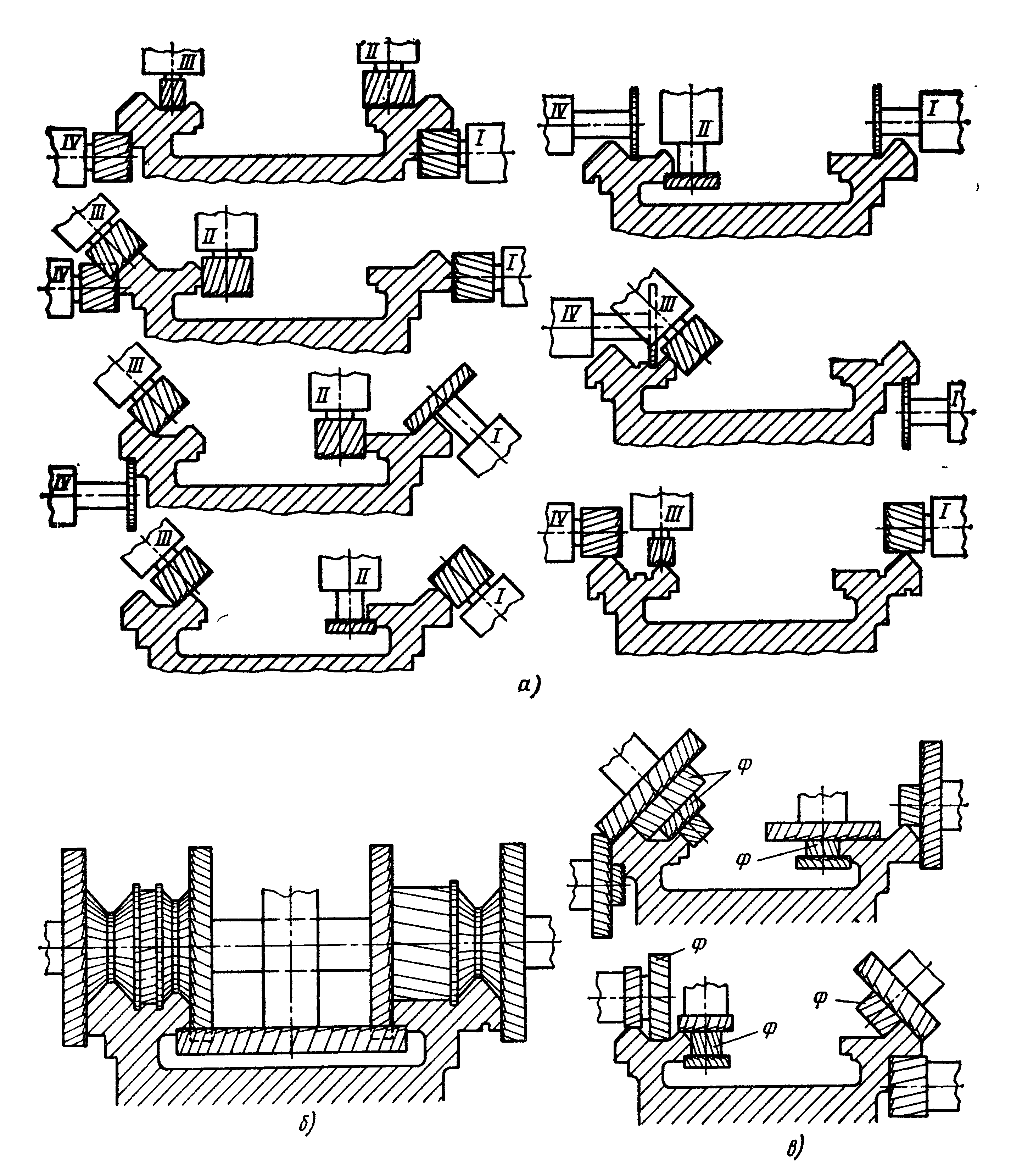
Рисунок 1.9 – Способы фрезерования прямолинейных направляющих заготовки: а — стандартными фрезами; б — специальным набором фрез; в — несколькими наборами фрез; ф — специальные фрезы в наборе
Фрезерование стандартными фрезами может быть эффективно осуществлено за одну установку заготовки на многоцелевых станках, оснащенных ЧПУ.
2. Фрезерование направляющих специальным набором фрез. Фрезерование направляющих осуществляется на продольно-фрезерном станке. Две горизонтальные фрезерные бабки приводят во вращение одну оправку с набором профильных фрез, обеспечивающих почти полную обработку профиля направляющих за один рабочий ход (рисунок 1.9., б). Остаются необработанными нижние платики и канавки, которые обрабатываются в отдельной операции еще четырьмя фрезами. Набор фрез для фрезерования направляющих содержит только четыре стандартные трехсторонние фрезы, остальные фрезы специальные, стоимость которых значительно выше стандартных. Высокая стоимость наборов фрез и их эксплуатации делает экономически целесообразным использование этого способа фрезерования направляющих только при достаточно большой серийности производства станин.
Для обработки направляющих сложного профиля в набор фрез приходится включать фрезы из быстрорежущей стали, по которым и устанавливаются режимы резания. Вследствие этого производительность снижается. Большая ширина фрезеруемой поверхности требует высокой мощности привода и достаточно высокой жесткости оправки с набором фрез.
3. Фрезерование направляющих несколькими наборами фрез. Этот способ фрезерования представляет собой промежуточный вариант между фрезерованием с помощью одиночных стандартных фрез и фрезерованием с помощью одного сложного набора фрез. Полная черновая обработка направляющих может быть осуществлена либо на двух четырехшпиндельных продольно-фрезерных станках, либо на одном восьмишпиндельном. Небольшие наборы из нескольких фрез могут быть в основном составлены из стандартных фрез.
Этот способ фрезерования экономичен в крупносерийном производстве, когда специальный фрезерный станок используется для обработки станин одного наименования или нескольких наименований при малой частоте переналадок. При унификации профилей направляющих фрезерование наборами фрез (рисунок 1.9., в) может эффективно использоваться в серийном производстве при фрезеровании направляющих на многоцелевых станках в сочетании с фрезерованием одиночными фрезами.
Обдирочную обработку литых заготовок станин целесообразно осуществлять на специализированных литейных заводах, обеспечивающих литыми заготовками станкостроительные заводы. Преимущества в этом случае следующие: наибольшее количество удаленного в стружку металла кратчайшим путем идет в переплавку; имеется возможность быстрого выявления скрытых дефектов литья, переплавки неисправимого брака, исправления мелких дефектов литья, а также контроля и управления качеством литья; время от окончания черновой обработки на специализированном литейном заводе до начала обработки на станкозаводе (иногда весьма длительное) входит в процесс естественного старения отливок и совмещается с временем перевозки заготовок и хранения на складах; в связи с различными требованиями к станкам для черновой и чистовой обработки заготовок станин необходима соответствующая специализация оборудования, а гибкая автоматизированная система для черновой обработки заготовок наиболее полно может быть загружена на заводе-центролите.
Используя многоцелевые станки, черновую обработку заготовки станины, например токарного станка, можно осуществить за две установки заготовки (рисунок 1.10., а). В ряде случаев возможна полная черновая обработка за одну установку заготовки (рисунок 1.10., б), если какая-либо боковая сторона, например А, не нуждается в черновой обработке. В этом случае заготовка базируется по литым направляющим с выверкой на палете.
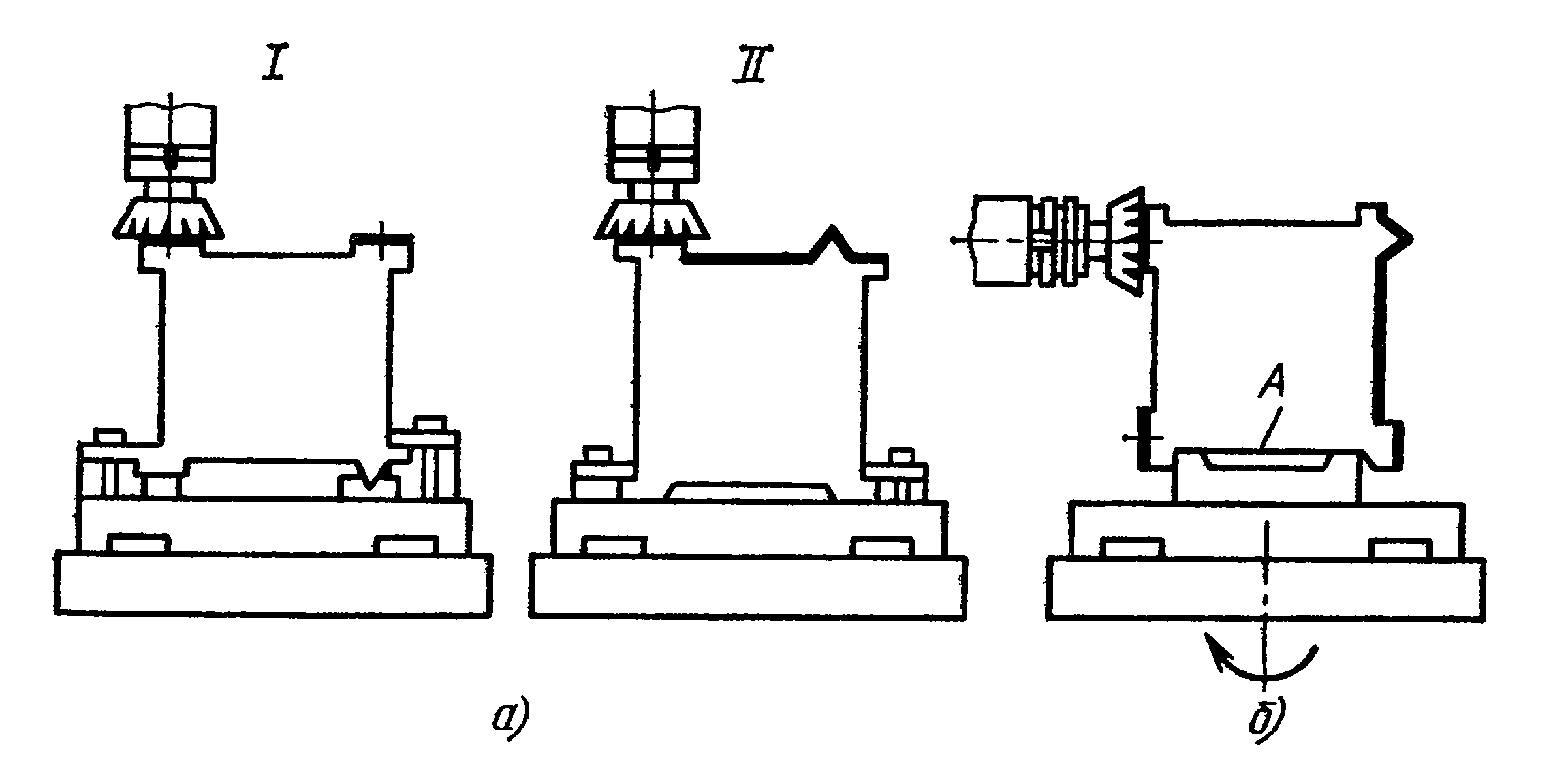
Рисунок 1.10. – Схемы установки литой заготовки станины токарного станка на палете при черновой обработке на многоцелевом станке: а — обработка заготовки за две установки; б — обработка за одну установку