

3. Технологические процессы изготовления
ШПИНДЕЛЕЙ
3.1. Служебное назначение шпинделей и
технические требования к ним
Шпиндель металлорежущего станка — одна из наиболее ответственных деталей. Качество изготовляемых на станке деталей в значительной степени зависит от качества шпинделя и его опорных шеек, жесткости шпинделя и стабильности его положения в опорах.
Основное служебное назначение шпинделя станка — сообщать обрабатываемой заготовке или режущему инструменту вращательное движение с определенными угловой скоростью и крутящим моментом. В современных станках они очень высокие, поэтому к качеству изготовления, как самого шпинделя, так и шпиндельного узла с его опорами в целом предъявляют высокие требования.
В качестве опор шпинделей станков применяют подшипники качения и подшипники скольжения. Шпиндель, несущий на себе обрабатываемую заготовку или режущий инструмент, рядом своих размеров непосредственно участвует в размерных цепях системы станок — приспособление — инструмент — заготовка, непосредственно влияя на точность изготовляемой детали (рисунок 3.1.).
Прежде всего это относится к опорным шейкам, выполняющим роль основных баз, размеры которых вследствие вращения шпинделя включаются в размерную цепь и непосредственно влияют на точность изготовляемой детали. Поэтому, для обеспечения стабильности положения оси вращения шпинделя, необходимо в первую очередь обеспечить равенство радиусов в каждом из сечений его опорных шеек, правильность геометрической формы шеек, их относительного положения, соосность и требуемый параметр шероховатости поверхности. Для сохранения неизменности положения шпинделя в осевом направлении во время работы станка следует обеспечить с определенным допуском перпендикулярность основных опорных базирующих поверхностей по отношению к оси вращения шпинделя и соосность с последней резьбы установочных прижимных гаек.
Точность положения детали или режущего инструмента, установленного в шпинделе непосредственно или с помощью зажимных цанг, патронов, вспомогательного инструмента, относительно оси вращения шпинделя определяется точностью исполнительных поверхностей и их соосностью с осью вращения шпинделя. Такими исполнительными поверхностями являются конические или цилиндрические поверхности центрального отверстия шпинделя или центрирующие конусы, или цилиндрические пояски с опорным фланцем для установки зажимных патронов. В соответствии со служебным назначением шпинделя устанавливают и технические требования к нему. Важнейшее из них — точность геометрической формы и размеров посадочных поверхностей и прежде всего опорных шеек и исполнительных поверхностей, а также допуск соосности исполнительных поверхностей шпинделя с опорными шейками.
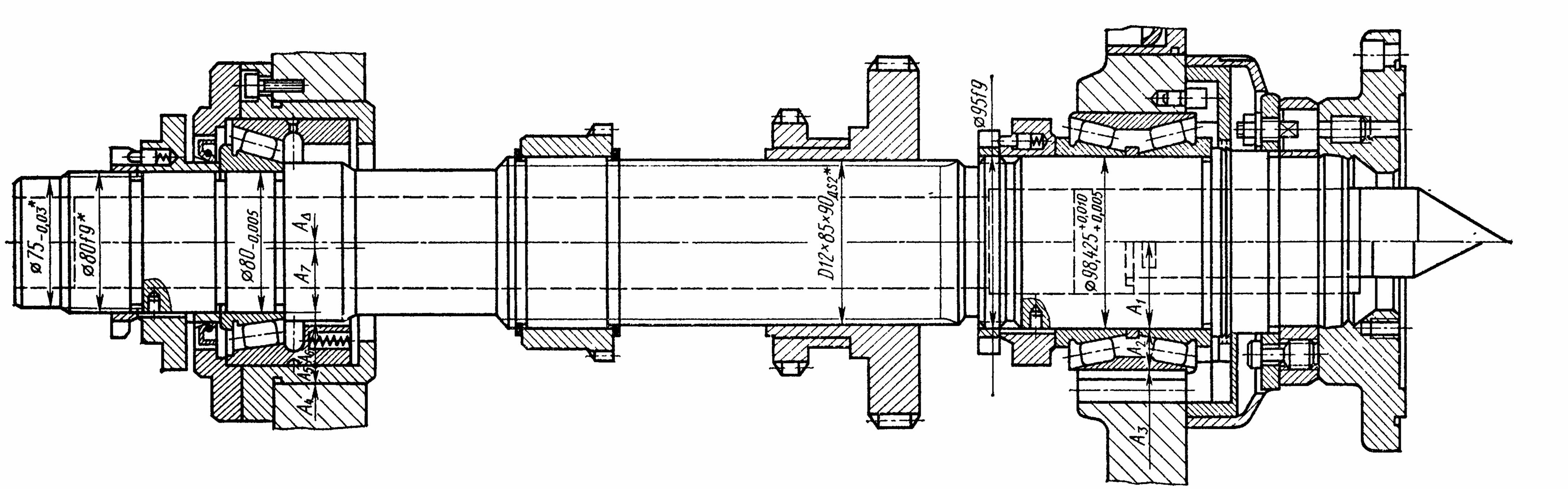
Рисунок 3.1. – Схема размерной цепи типовой конструкции шпиндельного узла металлорежущего станка
Как правило, требования ко всем параметрам точности шпинделя современных станков очень высокие. По точности изготовления шпиндели станков делятся на пять групп, как и станки (группы точности Н, П, В, А, С).
Для шпинделей металлорежущих станков нормальной и повышенной точности с опорами качения применяют обычно подшипники 4-го класса точности. Для станков более высокого класса точности (В и А) применяют подшипники 2-го класса точности, в соответствии с чем и устанавливаются требования к геометрической форме опорных шеек. Для особоточных станков (класс С и иногда А) или быстроходных шпинделей требования к геометрической форме опорных шеек шпинделя устанавливаются более высокими, чем требуются для подшипников 2-го класса точности. Более точные подшипники устанавливают в переднюю опору, менее точные — в заднюю, например, для станков группы Н — в переднюю опору устанавливают подшипник 4-го класса точности, а в заднюю опору — подшипник 5-го класса точности.
Допуски овальности и конусообразности для станков нормальной точности обычно не должны превышать 50 % допуска диаметральных размеров шеек, для станков повышенной точности — 25 % допуска, а для прецизионных — 5—10 % допуска
Диаметральных размеров шеек. Так, отклонение от круглости опорных шеек в зависимости от диаметра шпинделя для станков нормальной точности 4,0…1,2 мкм, а для современных прецизионных станков — 0,3...0,5 мкм. Допустимая конусообразность 1,25...1,5 мкм на длине 300 мм при допуске диаметра 1,5...3,0 мкм.
Торцовое биение опорных фланцев относительно оси вращения шпинделя в зависимости от их диаметра для станков нормальной точности не превышает 0,006…0,008 мм, а для прецизионных станков — 0,002...0,003 мм и меньше.
Для шпинделей с резьбой, на которую навертывают установочные опорные кольца, следует устанавливать допустимые отклонения от соосности резьбы с опорными шейками подшипников. Для станков нормальной точности они не превышают 0,025 мм. Это необходимо для того, чтобы при монтаже шпиндельного узла избежать перекоса колец шариковых и роликовых подшипников, так как установочные гайки при большом биении будут нажимать на подшипники одной стороной. Для этого ограничивается и биение торца опорной гайки. При плотно навернутой гайке на шпиндель торцовое биение не должно превышать 0,025 мм на радиусе 50 мм.
Шероховатость поверхности и твердость опорных шеек, особенно для шпинделей, работающих в подшипниках скольжения, влияют на стабильность положения шпинделя при эксплуатации станка. По этим параметрам точности к шпинделям предъявляют также очень высокие требования. Так, например, в зависимости от класса точности станка параметры шероховатости колеблются: для поверхностей опорных шеек Ra = 0,32...0,04 мкм; для исполнительных поверхностей (поверхности конусного отверстия и посадочные поверхности под патрон) Ra = 0,63...0,04 мкм.