

3.7. Особенности обработки шпинделей прецизионных станков
Технологический процесс изготовления шпинделей прецизионных станков более сложный, так как к таким шпинделям предъявляются более высокие требования. Например, у шпинделя координатно-расточного станка 2А430 отклонения от конусности и овальности опорных шеек не должны превышать 0,002...0,001 мм, биение должно быть не более 0,003 мм, параметр шероховатости Ra = 0,04 мкм, биение конусного отверстия относительна оси вращения шпинделя должно быть не более 0,0015 мм у конца шпинделя.
Для устранения влияния остаточных напряжений, которые могут вызвать деформирование шпинделя не только в процессе его обработки, но и в период эксплуатации, шпиндели прецизионных станков неоднократно подвергают термической обработке.
Так как необходимы высокая точность, правильность формы и малая шероховатость поверхности опорных шеек и исполнительных поверхностей, обычно производят неоднократное шлифование и доводочные операции. При шлифовании особое внимание уделяется устранению динамической неуравновешенности абразивного круга, которая может возникнуть в процессе обработки и значительно ухудшает качество изделия. Доводочными операциями могут быть притирка, хонингование и суперфиниширование.
Для получения поверхности опорных шеек Ra < 0,15 мкм их подвергают суперфинишированию. Сущность этого метода заключается в том, что при определенных условиях мелкозернистыми абразивными брусочками с поверхности заготовки удаляют гребешки, оставшиеся после предыдущей операции, и поверхность доводят до зеркального вида.
Рабочими движениями при суперфинишировании наружных цилиндрических шеек являются вращение шпинделя, короткие возвратно-поступательные (осциллирующие) движения брусков и движение продольной подачи их вдоль оси обрабатываемого шпинделя при длинных шейках (примерно 0,1 мм/об).
Рекомендуемые режимы обработки: скорость колебательного движения брусков 8...15 м/мин; амплитуда колебаний брусков < 6 мм; линейная скорость вращения заготовки: а) для абразивных брусков в начале цикла 16…60 м/мин, а в конце цикла 64…230 м/мин; б) для эльборовых брусков линейная скорость вращения заготовки 300 м/мин, но не более 400 м/мин; давление брусков р = 3, МПа при максимальном давлении в начале цикла и при минимальном давлении в конце цикла.
Обработку ведут с применением СОЖ определенной вязкости.
Припуск фактически определяется высотой неровностей, остающихся на поверхности после предыдущей операции шлифования.
Для остальных заготовок обычная толщина снимаемого слоя присуперфинишировании не превышает 5...7 мкм, поэтому и припуск оставляется около 0,005 мм. Так как суперфиниширование уменьшает шероховатость поверхности и не исправляет макрогеометрию, то геометрическая форма обрабатываемых заготовок перед суперфинишированием должна отвечать техническим требованиям к параметрам готовой детали.
Зернистость абразивных брусков выбирают в зависимости от требуемой шероховатости. Применение литых брусков на керамической связке по сравнению с применением прессованных брусков уменьшает шероховатость обрабатываемой поверхности. После суперфиниширования параметр шероховатости поверхности шеек предварительно обработанных тонким шлифованием, достигает Rz = 0,1...0,05 мкм.
Обработка шеек под подшипники высокоточных станков производится также тонким шлифованием и доводкой (притиркой). Тонким шлифованием можно получить высокую точность формы (отклонение от круглости не более 0,5 мкм) и параметр шероховатости поверхности Ra = 0,16...0,04 мкм.
Доводку выполняют с помощью притиров из серого чугуна СЧ 18, СЧ 21, СЧ 24 с применением абразивной пасты (электрокорунда — 60 %, олеиновой кислоты — 28 %, стеарина — 12 %), а также алмазной пасты. При доводке частота вращения заготовки, установленной в центрах токарного станка, в начальный период 1,7...2,1 с-1, а при окончательной доводке 0,8 с. Операция эта трудоемкая и требующая высокой квалификации рабочего.
Шпиндели зубо-шлифовальных и резьбо-шлифовальных станков (рисунок 3.3.) высокой точности в условиях среднесерийного и мелкосерийного производства изготовляют по типовому регламенту.
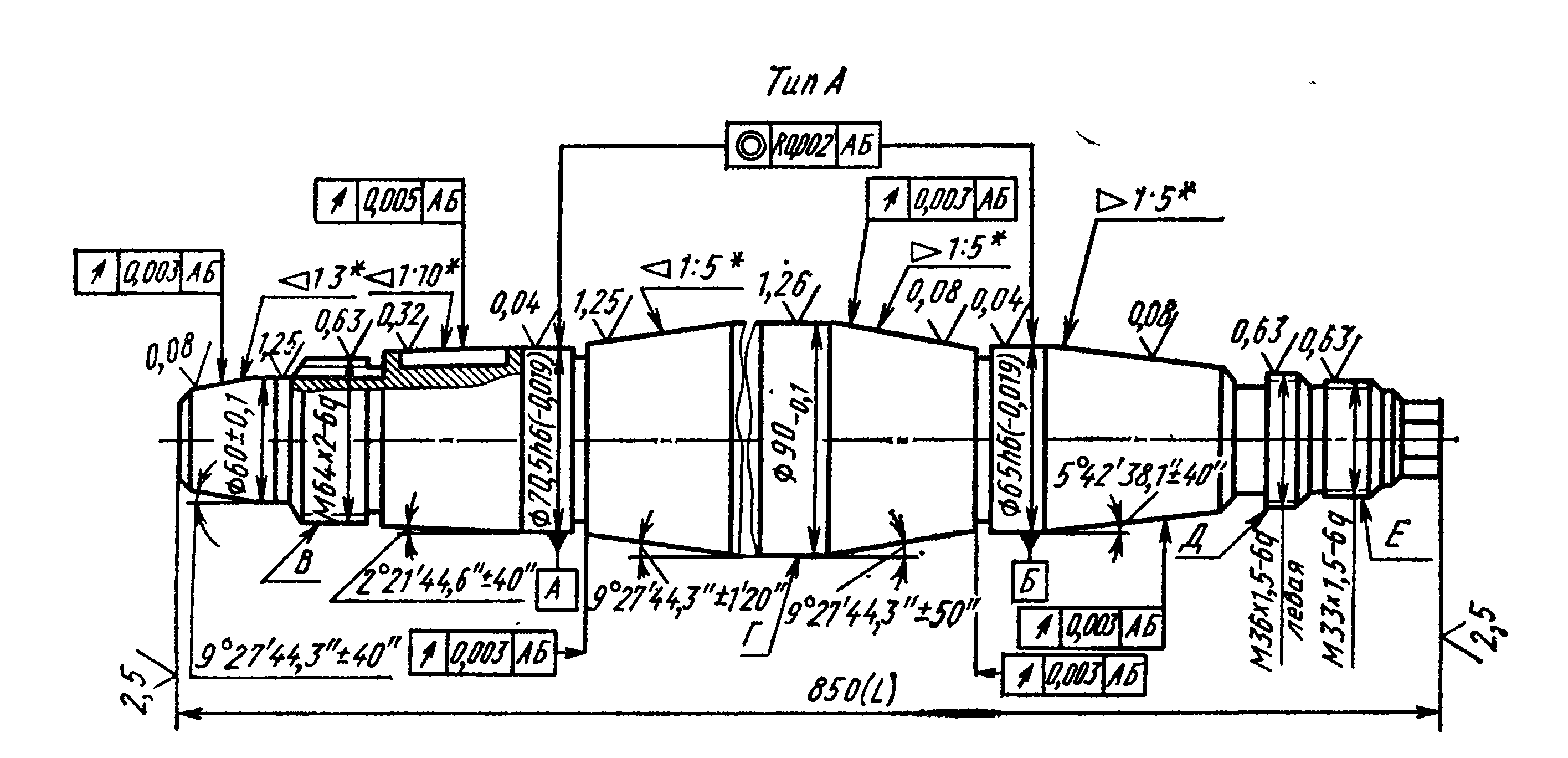
Рисунок 3.3. – Эскиз шпинделя
1. Отрезка заготовки из стали 38Х2МЮА.
2. Кузнечная обработка.
3. Термическая обработка (отжиг).
4. Черновая обработка торцов и центровых отверстий на токарном станке.
5. Термическая обработка — закалка с высоким отпуском.
6. Обработка торцов и центровых отверстий.
7. Обработка точных наружных поверхностей, поверхностей под резьбу, под шлифование, обработка прочих поверхностей окончательно.
8. Обработка пазов, лысок.
9. Обработка образцов-свидетелей под шлифование.
10. Предварительное шлифование точных наружных поверхностей и торцов с припуском 0,25...0,35 мм на кругло-шлифовальных станках 3М151 при установке на центровых фасках.
11. Термическая обработка — стабилизирующий отпуск (вместе с образцами-свидетелями).
12. Шлифование центровых (базовых) фасок.
13. Предварительное шлифование точных наружных поверхностей и торцов с припуском 0,15 мм. Овальность и конусообразность обработанных базовых поверхностей не должны превышать 0,005 мм, Ra < 0,63 мкм.
14. Термическая обработка — отпуск стабилизирующий (вместе с образцами-свидетелями).
15. Шлифование центровых (базовых) фасок. Операции № 13, 14 и 15 предусматривают только для деталей средней и малой жесткости.
16. Шлифование наружных рабочих поверхностей и торцов под азотирование с припуском 0,05...0,08, Поверхность под резьбу не шлифовать. Овальность и конусообразность обработанных базовых поверхностей не должны превышать 0,0025 мм. Радиальное биение обработанных поверхностей относительно общей оси базовых поверхностей должно быть не более 0,008 мм. Параметр шероховатости обработанных поверхностей Ra < 0,63 мкм.
17. Термическая обработка — азотирование (вместе с образцами-свидетелями). Азотирование газовое в шахтных электропечах.
18. Шлифование центровых (базовых) фасок. Эту и последующие операции для шпинделей станков класса точности В, А, С рекомендуется выполнять в термоконстантном помещении.
19. Окончательное шлифование прочих наружных поверхностей и поверхностей под резьбу при установке на центровых фасках до получения заданных параметров шероховатости и точности согласно техническим требованиям чертежа.
20. Шлифование (нарезание) метрической резьбы на станках высокой точности 5К832В или токарно-винторезных станках 16К20П с установкой заготовки на центровых фасках.
21. Окончательное шлифование наружных рабочих (опорных) поверхностей и торцов с установкой на центровых фасках до получения заданных параметров шероховатости (Ra < 0,15 мкм) и точности согласно техническим требованиям чертежа. Предпочтительнее шлифование производить кругами из эльбора. Для опорных шеек с Ra < 0,15 мкм можно рекомендовать суперфиниширование, которое производится на станках 3Д871 и других при установке заготовки на центровых фасках.
Операции окончательного шлифования производят на станках повышенной точности ЗМ151В. При обработке заготовка обычно базируется на неподвижных центрах станка, поэтому поверхность центрового отверстия должна быть высокой точности. Центровые отверстия целесообразно шлифовать на центровально-шлифовальном станке MB-119 или 3922Р с планетарным и осциллирующим движениями режущего инструмента в плоскости, наклоненной под углом 30° к оси конуса.
Эти станки обеспечивают необходимые геометрические параметры и соосность центровых фасок.
Допускается замена шлифования центровых фасок притиркой, осуществляемой обычно на токарных станках с помощью специальных притиров с углом конуса 60°±3'. В качестве притирочного материала можно применять смесь веретенного масла № 3, олеиновой кислоты и микропорошка М7-М5 в жидкой консистенции.
Обработку шпинделя, начиная с операции № 17 следует про-изводить в термоконстантном помещении.