

1.15. Контроль станин
Контроль станин осуществляют в процессе изготовления, при сборке станка, в процессе эксплуатации. При изготовлении контролируют размерные параметры станины и при необходимости свойства материала.
Свойства чугуна литых направляющих определяют путем испытания образцов, вырезаемых из специально предусмотренных в отливке приливов или методами неразрушающего контроля.
Твердость литых направляющих измеряется после черновой обработки в нескольких местах переносным прибором ТБР. Твердость закаленных направляющих контролируют с помощью прибора ТРП.
Шероховатость обработанных поверхностей станины измеряют профиллографом или определяют визуальным сравнением с образцами шероховатости.
Плоскостность направляющих и других поверхностей станины можно контролировать по краске подсчетом числа точек контакта измерительной линейки, например ШM-1-2000 Ш с направляющими. Краску «краплак» наносят тонким слоем толщиной 2...5 мкм. Число пятен контакта определяют на площади 25х25 мм, которая выделяется наложением квадратной рамки.
Отклонение от плоскостности можно измерить, установив измерительную линейку на концевые меры одинаковой высоты и измерив расстояния от плоскости линейки до направляющих в нескольких местах с помощью измерительной головки или другого измерителя. Для измерения отклонения от плоскостности применяют оптические плоскомеры, например ИС-45.
В серийном производстве станин применяют специальные плоскомеры, представляющие собой плиту, базирующуюся на измеряемой поверхности на трех опорах. В плите устанавливают в шахматном порядке измерительные головки. Головки настраивают по эталонной плоскости. В качестве отсчета берут наибольшую разность показаний двух измерительных головок. Лазерным интерферометром можно измерить отклонение от плоскостности поверхности длиной до 3000 мм с точностью около 0,5 мкм при однократной установке измерительной системы относительно измеряемой поверхности станины.
Прямолинейность направляющих контролируют с помощью уровня, автоколлиматора или лазерного интерферометра. Для контроля прямолинейности направляющих с помощью брускового уровня, например мод. 200-02, сначала выставляют станину на регулирующих опорах так, чтобы обеспечивалось нулевое положение пузырька уровня. Затем, перемещая уровень вдоль направляющих, через определенные интервалы берут отсчет по шкале уровня с ценой деления 0,02 мм. По полученным показаниям строят график, отображающий профиль направляющих, и определяют отклонение от прямолинейности. Извернутость направляющих измеряют аналогичным образом при установке уровня на две направляющие в поперечном направлении. При контроле прямолинейности и извернутости призматических направляющих необходим специальный мостик, на который устанавливается уровень. Могут использоваться индуктивные уровни, например мод. 129.
Схема контроля прямолинейности с помощью автоколлиматора показана на рисунке 1.25. Визирную трубу 1 автоколлиматора устанавливают так, чтобы оптическая ось была параллельна направляющим. Зеркало 2 устанавливают на специальном мостике 3 на направляющих. Мостик 3 с зеркалом перемещают вдоль направляющих с шагом, равным расстоянию между опорами мостика, которое не должно превышать 10 % общей длины контролируемой поверхности. При каждом положении мостика наблюдают через окуляр и отсчитывают отклонение зеркальной марки, которое вызывается угловым отклонением мостика 3. По полученным данным строится график, по которому определяют отклонение от прямолинейности. Автоколлиматор АК-0,5У, например, имеет цену деления 2,4-10-6 рад, погрешность измерения ±14,5-10-6 рад во всём диапазоне измерений.
Наиболее высокую точность и уровень автоматизации контроля обеспечивают лазерные интерферометры. Схема контроля прямолинейности направляющих лазерным интерферометром подобна схеме контроля автоколлиматором (см. рисунок 1.25.).
Лазерный интерферометр содержит источник света — стабилизированный гелийнеоновый лазер, интерферометр и фотоэлектронный блок, осуществляющий счет интерференционных полос и преобразующий величину перемещения зеркала с мостиком в цифровые показания. Для повышения точности измерений в лазерный интерферометр вводят измеритель температуры и рефлактометр для определения коэффициента преломления воздуха, показания которых автоматически учитываются при измерениях. Интерферометр ИПЛ, например, на длине до 1 м обеспечивает дискретность отсчета 0,1 мкм при скорости перемещения зеркала до 0,025 м/с. Другие модели лазерных интерферометров обеспечивают измерения на длине до 5 м и более с дискретностью 0,5...1,0 мкм при скорости до 0,025...0,3 м/с. Результаты измерений могут быть выведены на цифровые индикаторы, на печать, могут вводиться в мини-ЭВМ для обработки и анализа.
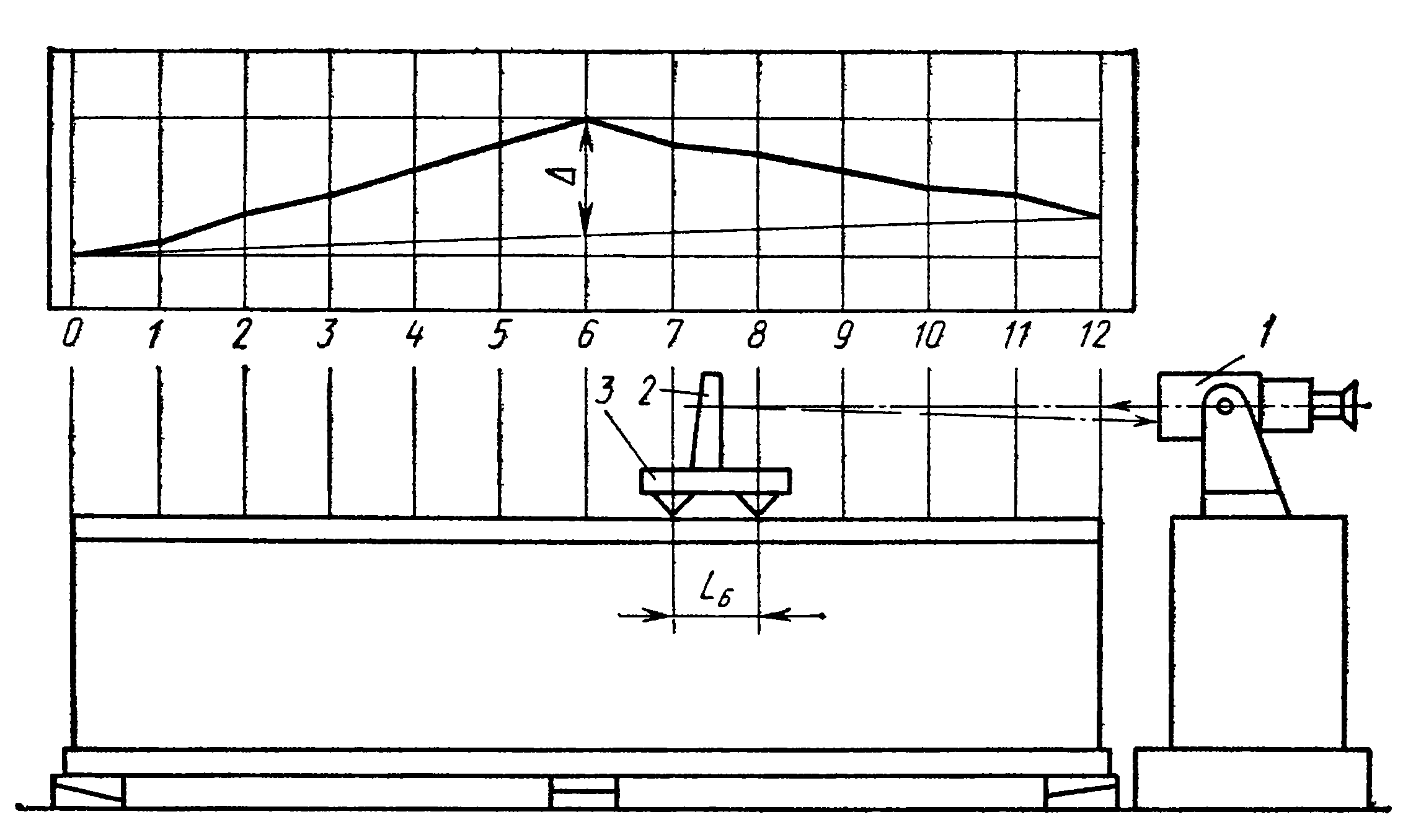
Рисунок 1.25 – Схема контроля прямолинейности направляющих с помощью автоколлиматора
Форму профиля направляющих контролируют специальным шаблоном и набором щупов.
Параллельность поверхностей можно проконтролировать с помощью уровня. Уровень сначала устанавливают на одну базовую поверхность. Станину выставляют по уровню, затем уровень переносят на другую поверхность и отсчитывают отклонение от параллельности. Отклонение от перпендикулярности поверхностей определяют аналогично с помощью рамного уровня.
Отклонения от параллельности и перпендикулярности поверхностей направляющих можно измерить с помощью измерительных головок, установленных на образцовом мостике, который перемещают по направляющим.
Для контроля некоторых расстояний и поворотов поверхностей станин могут быть использованы координатно-измерительные машины соответствующих размеров. Однако достигнутой в настоящее время точности измерения на этих машинах, как правило, недостаточно для контроля станин прецизионных станков по всем параметрам.
Износ направляющих в процессе эксплуатации станин можно контролировать измерением под микроскопом длины лунок глубиной 0,1...0,15 мм, которые для этого наносят на направляющие твердосплавным роликом с помощью переносного прибора ПВЛ-2.