

1.12. Чистовая обработка станин
Чистовая обработка станин выделяется в отдельный этап и осуществляется после черновой обработки и старения литых станин или после термо- или виброобработки сварных заготовок станин. Чистовая обработка имеет целью обеспечить требуемую размерную точность станины (точность расстояний, поворотов, формы и шероховатости поверхностей), удаление дефектного слоя после черновой обработки.
Обработка основания станины, направляющих, верхних, боковых и торцовых поверхностей осуществляется фрезерованием, строганием и шлифованием на соответствующих станках аналогично черновой обработке. Однако, учитывая другие цели чистового этапа обработки, при выборе методов обработки исходят прежде всего из необходимости обеспечить требуемую точность станины.
Чистовую обработку заготовки начинают с обработки технологических баз под дальнейшие операции, т. е. с обработки у заготовок горизонтальных станин плоскости основания и боковых платиков. Заготовку базируют при этом по направляющим (рисунок 1.11.).
Чистовое фрезерование основания и других поверхностей станины осуществляют торцовыми фрезами, оснащенными пластинками твердого сплава или сверхтвердого материала за один рабочий ход. Диаметр фрезы выбирается не менее 1,25 ширины фрезерования. При торцовом фрезеровании обработанная поверхность имеет перекрещивающиеся риски — следы зубьев фрезы многократно перемещающихся по обработанной поверхности. Вследствие этого ухудшается точность формы и шероховатость обработанной поверхности, уменьшается стойкость фрезы. Для устранения этого недостатка используют три способа:
1) зубья фрезы устанавливают ступенчато, чтобы только один наиболее выступающий (на 0,1 мм) зачистной зуб контактировал с окончательно обработанной плоскостью;
2) применяют однозубую фрезу с режущей пластиной из сверхтвердого материала;
3) наклоняют фрезерный шпиндель на угол около 20 секунд, что соответствует отклонению 0,1/1000 мм по отношению к нормали обрабатываемой поверхности в направлении продольной подачи.
При этом образуется вогнутость поверхности, которая зависит от диаметра фрезы и угла наклона шпинделя (рисунок 1.12.).
Первый способ не связан с увеличением неплоскостности обработанной поверхности и поэтому предпочтителен при чистовой обработке не только основания, но и других поверхностей станины. Ширина лезвия выступающего зуба должна быть не менее удвоенной подачи на оборот фрезы. Скорость резания при тонком фрезеровании твердым сплавом не более 3,3 м/с, подача на зуб не более 0,05 мм. Второй способ используют для окончательной обработки закаленных направляющих станины вместо шлифования. Третий способ можно использовать при обработке фрезами большого диаметра за один рабочий ход при допустимой погрешности формы до 0,04 мм.
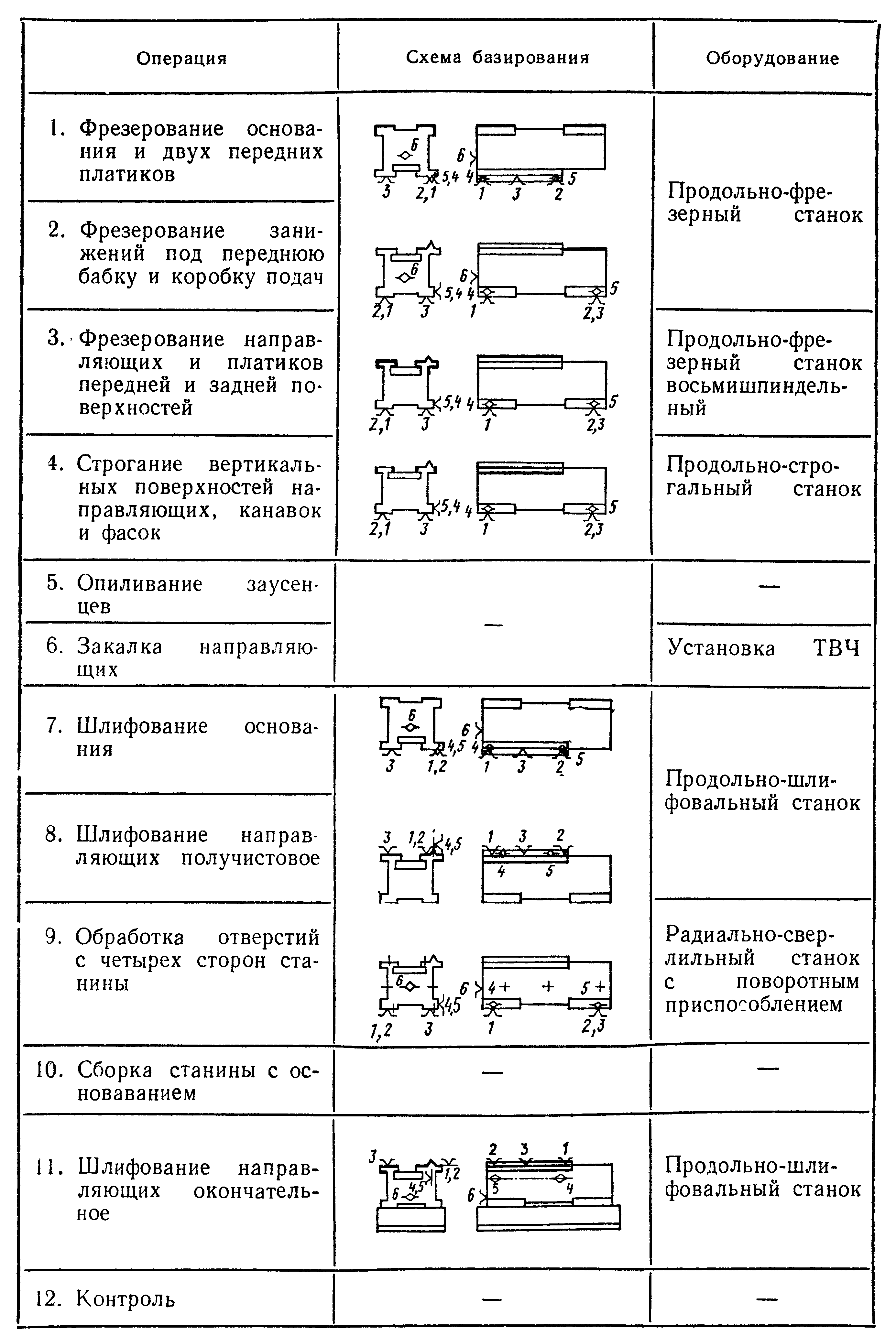
Рисунок 1.11. – Маршрутный технологический процесс изготовления станины токарного станка после старения в условиях крупносерийного производства
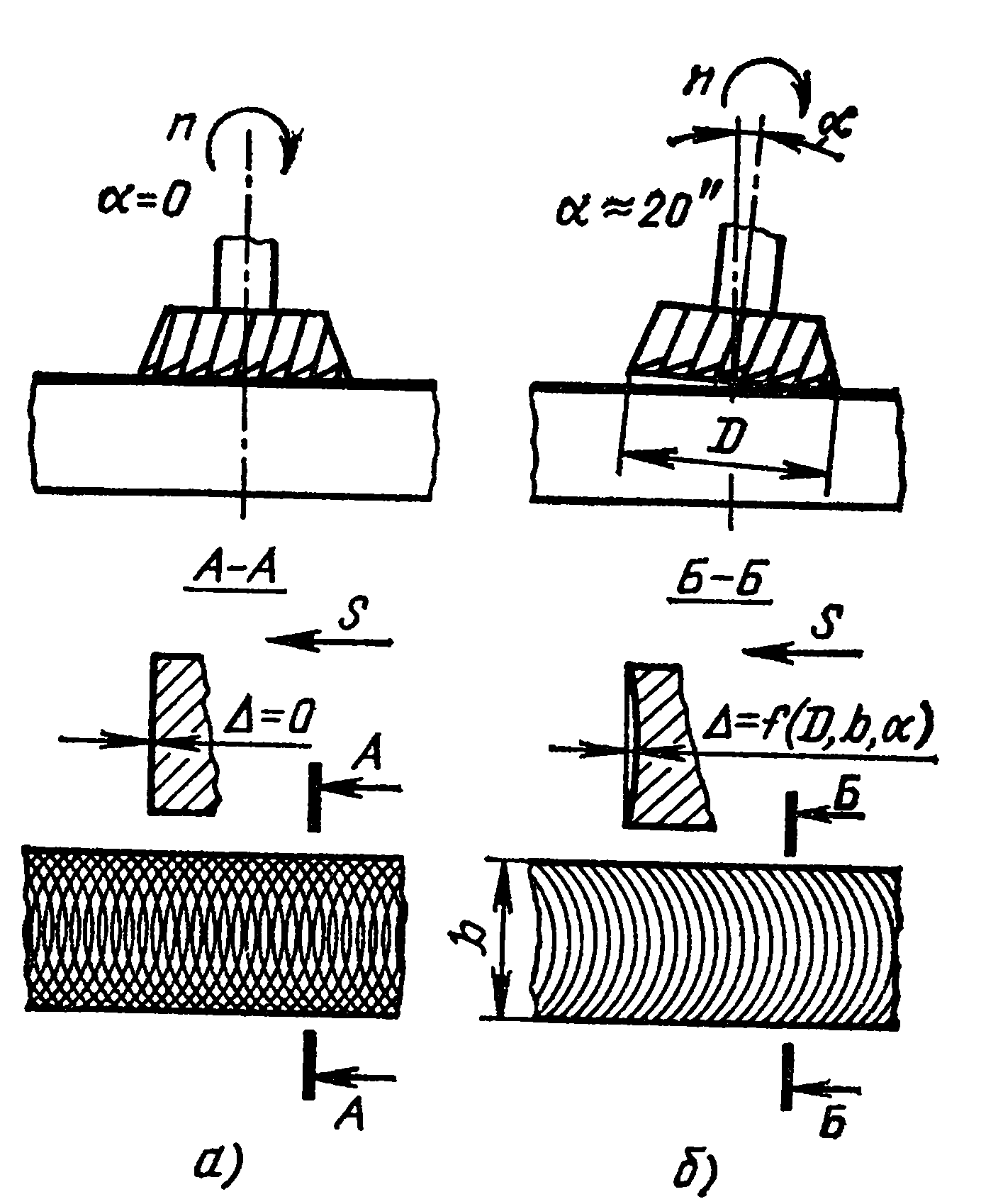
Рисунок 1.12. – Торцовое фрезерование: а — обычное; б — с наклоном шпинделя
Окончательное строгание основания осуществляется с продольной подачей не менее чем за два рабочих хода широкими резцами, оснащенными пластинами твердого сплава. Последний рабочий ход при строгании выполняется с глубиной резания не более 0,05 мм со скоростью до 0,25 м/с с продольной подачей не более 0,6 ширины реза. В качестве СОЖ рекомендуется эмульсия. При тонком фрезеровании или строгании обеспечивается параметр шероховатости поверхности Ra не более 1,25 мкм, отклонения от плоскостности не более 0,02 мм на 1000 мм длины. Допускается только вогнутость обработанной поверхности станины.
С этой целью заготовку станины при установке упруго деформируют с контролем, например, по индикатору часового типа.
Если тонкое фрезерование или строгание основания станины твердосплавными инструментами не обеспечивает требуемую точность, то применяют фрезерование эльборовыми фрезами или шлифование аналогично обработке направляющих и других поверхностей вспомогательных баз станины.
Обработка направляющих и других высокоточных поверхностей станины осуществляется фрезерованием, строганием, шлифованием или шабрением. Заготовку станины устанавливают на окончательно обработанное основание в приспособление или на стол станка. Предварительная обработка направляющих и других поверхностей может быть осуществлена на продольно-фрезерных, продольно-строгальных универсальных или специальных станках, а также на многоцелевых станках с ЧПУ.
Для компенсации погрешностей, вызываемых термообработкой, в ряде случаев необходимо обеспечить выпуклость направляющих после фрезерования. Заданную выпуклость можно обеспечить на станках, оснащенных копирными устройствами или системами ЧПУ с контурным управлением. Требуемую выпуклость можно получить и путем упругой деформации станины (рисунок 1.13.). Например, для станины токарного станка 16К201 деформация должна составлять 0,7...0,8 мм.
Канавки, уступы, фаски направляющих могут быть обработаны окончательно в соответствии с требованиями чертежа. Отклонение от прямолинейности направляющих и отклонения от плоскостности других поверхностей должны быть не более 0,05 мм на длине 1000 мм и параметр шероховатости поверхностей Ra = 1,25 мкм.
Дальнейшую предварительную или окончательную, в зависимости от требований точности, обработку направляющих и других поверхностей вспомогательных баз станин прецизионных станков необходимо осуществлять на продольно-фрезерных или продольно-строгальных станках повышенной точности, оставляя припуск 0,1...0,2 мм на сторону под шабрение или шлифование. Положение заготовки станины на станке при чистовой обработке направляющих выверяют в продольном направлении с погрешностью, равной не более 0,2 припуска на обработку. Окончательное строгание направляющих и других точных поверхностей вспомогательных баз станины осуществляется широкими резцами на тех же режимах, что и при строгании основания. При обработке направляющих шириной до 60 мм твердосплавными пластинами рекомендуется скорость резания не более 0,3 м/с и вертикальная подача не более 0,15 мм/дв. ход. Отклонение от прямолинейности, плоскостности и ивернутость направляющих после строгания не более 0,015 мм на 1000 мм длины.
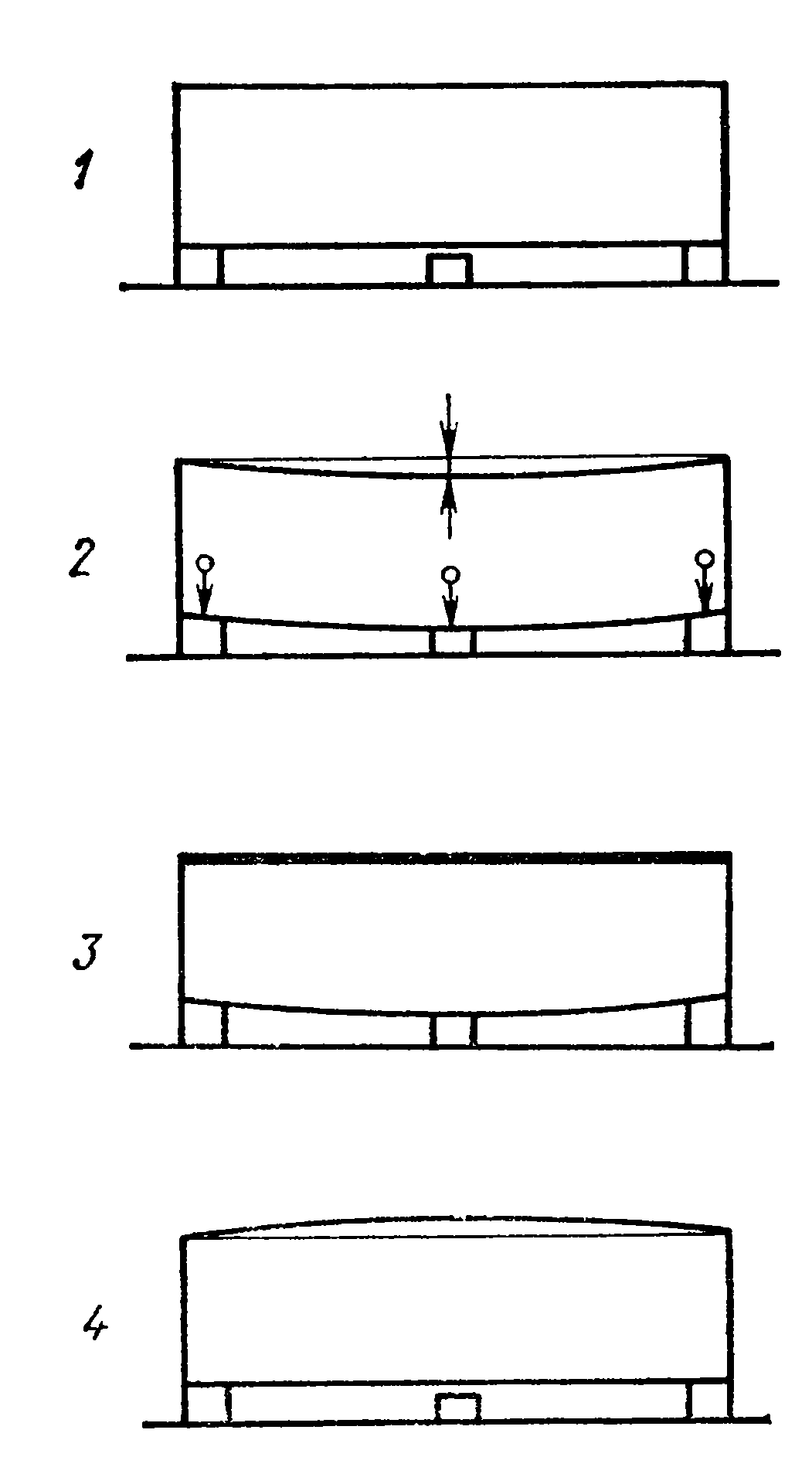
Рисунок 1.13. – Схема обеспечения требуемой выпуклости направляющих путем упругой деформации заготовки станины 1 — до зажима заготовки; 2 — после зажима заготовки; 3 — после обработки направляющих и до открепления заготовки; 4 — после открепления заготовки с обработанными направляющими
Обработка торцовых стенок горизонтальных станин осуществляется на горизонтально-расточных и многоцелевых станках.
Особенно высокие требования точности предъявляют к торцовым поверхностям секций составных станин, для которых торцовые поверхности являются основными или вспомогательными базами.
Пример обработки торцовой поверхности боковой станины агрегатного станка на многоцелевом станке см. на рисунке 1.24; обеспечивается по программе торцовое фрезерование привалочной плоскости, фрезерование паза под шпонку, центровка и сверление крепежных отверстий, нарезание резьбы. К крепежным отверстиям предъявляют следующие основные требования: перпендикулярность осей отверстий к плоскости, точность межцентровых расстояний, точность положения группы отверстий.
Крепежные отверстия могут быть гладкими сквозными под болты и резьбовыми сквозными или глухими для винтов. Обработка отверстий включает: центрование, сверление, рассверливание, цекование, снятие фаски, нарезание резьбы. Отверстия под цилиндрические или конические штифты, кроме того, необходимо зенкеровать и развертывать.
В зависимости от габаритов станины и массы, числа станин в партии, числа и расположения отверстий на станине, повторяемости партий и производственных возможностей выбирают один из следующих вариантов обработки отверстий, которые отличаются в основном применяемым оборудованием и оснасткой.
Обработка крепежных отверстий ручными машинами осуществляется по разметке, по шаблонам, по месту в тех случаях, когда невозможно или неэкономично применять станки, например обработка мелких отверстий в торцах крупных станин, а также обработка отверстий под штифты при сборке. Используют электрические или пневматические дрели. Таким способом трудно обеспечить высокую точность по перпендикулярности оси отверстия к базовой плоскости.
Обработка отверстий с помощью радиально-сверлильных станков. При этом необходимо:
1) обеспечить доступ инструментов по всей поверхности станины, где должны обрабатываться отверстия, что особенно трудно при больших габаритах станины;
2) обеспечить поворот и индексацию станины для возможности обработки отверстий с четырех сторон станины. Решение первой задачи с использованием радиально-сверлильных станков можно обеспечить несколькими путями:
использовать станок соответствующего размера, позволяющий при неподвижной колонне и обрабатываемой заготовке подвести шпиндель ко всем необходимым точкам горизонтальной поверхности станины;
перемещать заготовку станины относительно сверлильного станка, например, установив заготовку на тележку, перемещаемую по рельсам;
перемещать колонну станка вдоль обрабатываемой заготовки станины, поместив колонну станка на тележку;
установить несколько радиально-сверлильных станков с перекрытием их рабочих зон, что позволит нескольким рабочим одновременно обрабатывать отверстия в различных частях станины.
Каждый из указанных способов имеет свои области рационального использования, но осуществляется при непосредственном участии рабочего-станочника в выполняемых операциях.
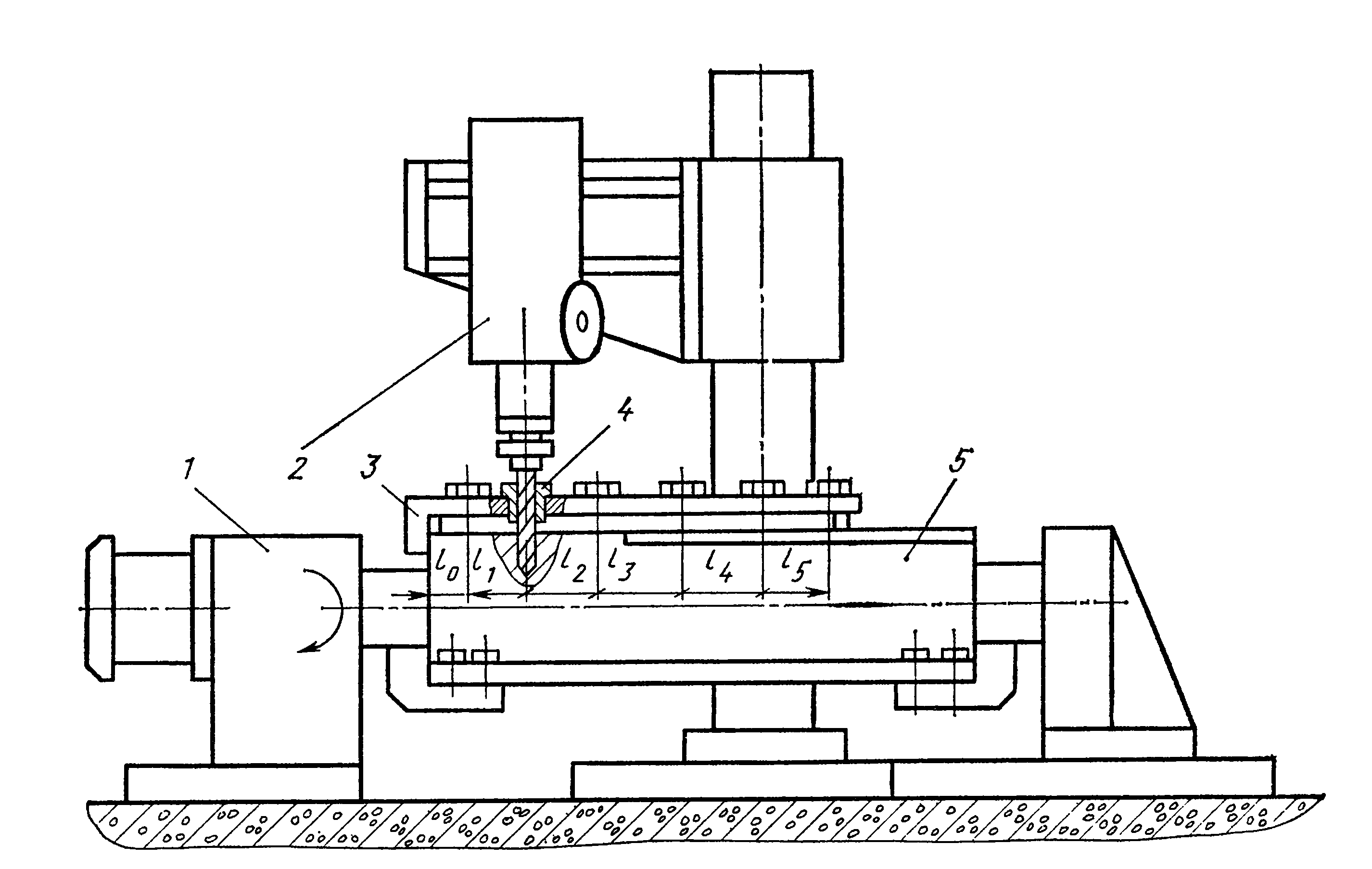
Рисунок 1.14. – Обработка отверстий в станине в поворотном приспособлении на радиально-сверлильном станке по накладным кондукторам: 1 — передняя бабка приспособления; 2 — шпиндельная бабка радиально-сверлильного станка, 3 — плита накладного кондуктора; 4 — сменная втулка кондуктора; 5 — заготовка станины
Поворот и индексацию малых и средних по размерам станин можно обеспечить в серийном производстве с помощью приспособления, показанного на рисунке 1.14.
Отверстия на радиально-сверлильных станках обрабатывают по предварительной разметке или по накладному кондуктору.
По кондуктору производят только сверление отверстий. При необходимости последующего цекования отверстий, снятия фаски, нарезания резьбы надо вынуть быстросменные кондукторные втулки или снять весь кондуктор. Установку и снятие кондукторов, режущих инструментов, позиционирование шпинделя, переключение частоты вращения и осевой подачи осуществляют вручную с большими затратами вспомогательного времени. При большом числе одинаковых отверстий могут применяться комбинированные инструменты: ступенчатые сверла, сверла-зенкеры и др.
Обработка отверстий на многоцелевом станке осуществляется автоматически, по введенной в ЧПУ программе, без кондукторов и без предварительной разметки заготовок. Точность межцентровых расстояний обеспечивается высокой точностью позиционирования шпинделя с инструментом. На горизонтальном многоцелевом станке с поворотным столом возможна автоматическая обработка заготовки коротких станин с четырех сторон. На портальном многоцелевом станке при наличии трех шпинделей можно обрабатывать станины сверху и с боковых сторон. Возможно применение поворотной шпиндельной головки, обеспечивающей обработку станины с торцовых поверхностей в крайних положениях стола. Обработка отверстий выполняется, как правило, после фрезерования плоскостей на многоцелевом станке за одну установку заготовки (см. рисунок 1.24). Чем больше машинное время обработки заготовки станины на многоцелевом станке, тем более выгодно использовать этот станок. Часто встречающиеся группы одинаковых отверстий при достаточной серийности изготовления станин экономично обрабатывать многошпиндельными головками, устанавливаемыми, как и одиночный инструмент, в гнезда инструментального магазина.
При обработке на станке с ЧПУ группы крепежных отверстий в приливах заготовки станины с использованием общих технологических баз могут возникнуть трудности с обеспечением необходимой точности расположения отверстий относительно контура литого фланца. При установке заготовки (рисунок 1.15) на плите-спутнике достигаемая точность совпадения осей симметрии группы обрабатываемых в литом фланце отверстий с осями симметрии литого контура фланца соответственно, определится из расчета размерных цепей.
Поля рассеяния зависят от точности позиционирования и точности настройки станка.
На многоцелевом станке с помощью измерительной головки можно осуществить автоматическую выверку нуля программы по обработке крепежных отверстий относительно оси литого фланца. С этой целью программируются перемещения щупа до касания с литым контуром в точках 1...4 (см. рисунок 1.15). Затем в системе ЧПУ рассчитывается точка пересечения осей симметрии контура, которая становится нулем отсчета перемещений при обработке группы крепежных отверстий.
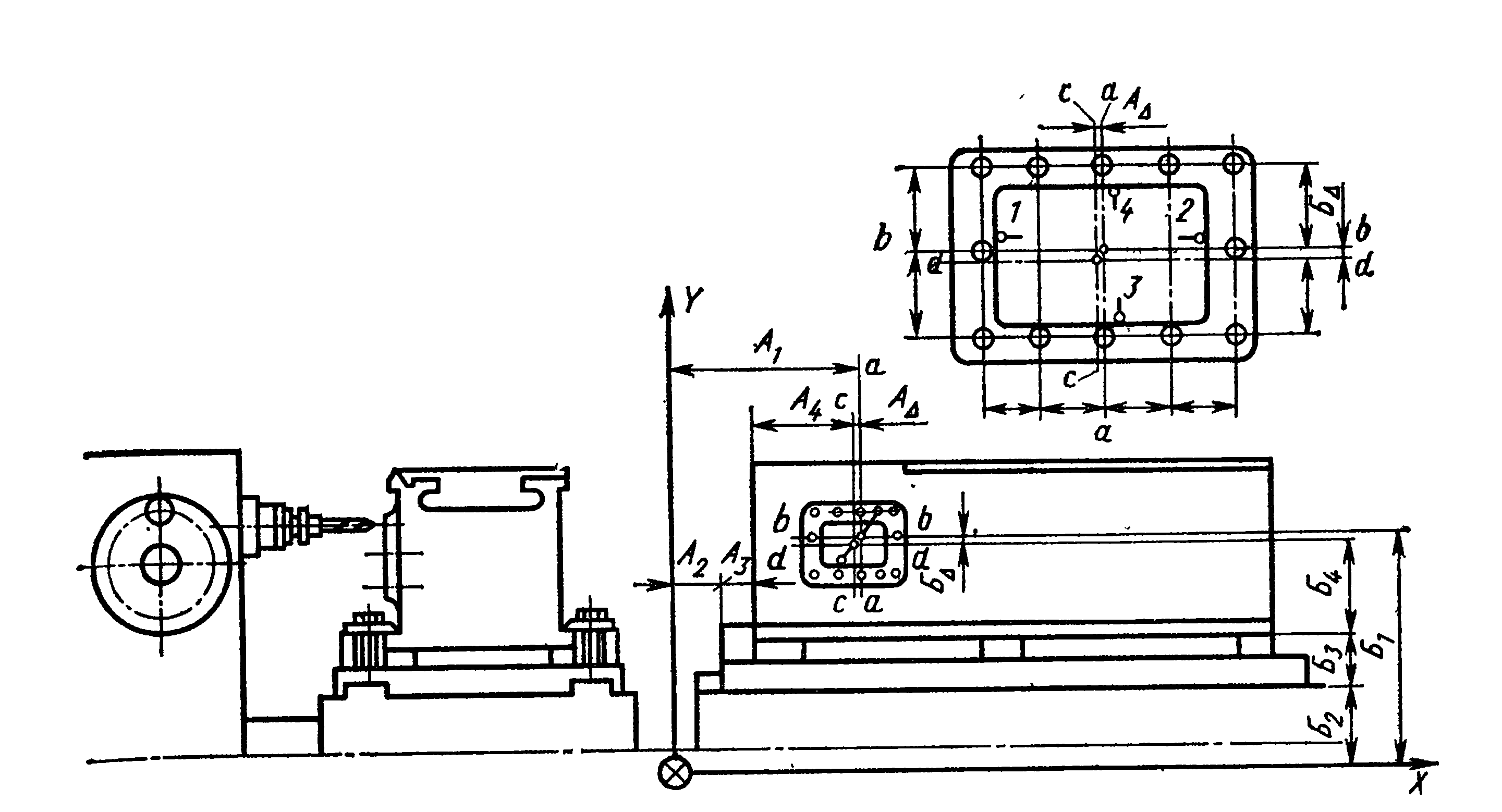
Рисунок 1.15. – Обработка отверстий в литом фланце станины на многоцелевом станке: 1 — 4 — точки касания заготовки щупом измерительной головки
Повышение производительности труда и уровня автоматизации обработки заготовок станин обеспечивается применением современных многоцелевых станков и станочных систем, которые позволяют существенно сократить число установок заготовки станины для полной обработки. С этой целью используют следующие компоновки станков.
1. Многоцелевые станки для так называемой пятисторонней обработки заготовок (рисунок 1.16). Эти станки оснащены поворотным столом и шпинделем, который по программе системы ЧПУ может принимать горизонтальное или вертикальное положение. При этом обеспечивается обработка различными инструмента и заготовки с четырех боковых сторон при горизонтальном положении шпинделя с поворотом стола, а также обработка верхних поверхностей заготовки при вертикальном положении шпинделя. Известны несколько разновидностей конструкций шпиндельного узла таких станков: с применением автоматически устанавливаемой угловой головки с вертикальным шпинделем, для которого используется отдельный инструментальный магазин; с применением поворотной шпиндельной головки.
2. Многоцелевые токарно-карусельные станки с двумя бабками вертикальной и горизонтальной (рисунок 1.17.). Каждая бабка оснащена инструментальным магазином и устройством автоматической смены инструментов. Поворотный стол на этих станках может обеспечить поворот короткой станины, для обработки горизонтальной бабкой заготовки с четырех боковых сторон. На этих же станках возможна токарная обработка круглых станин при непрерывном вращении стола. Токарные резцы устанавливаются либо в шпиндели, либо в отдельные резцедержатели или револьверные головки на бабках. После токарной обработки круглой станины на этом же станке можно осуществить фрезерование и обработку отверстий различными инструментами сверху заготовки и с боковых сторон. Такие станки также оснащают сменными круглыми столами и устройством автоматической их смены. Заготовка круглой станины, например вертикального токарного полуавтомата 1К282, может быть полностью обработана на этом станке за две установки.
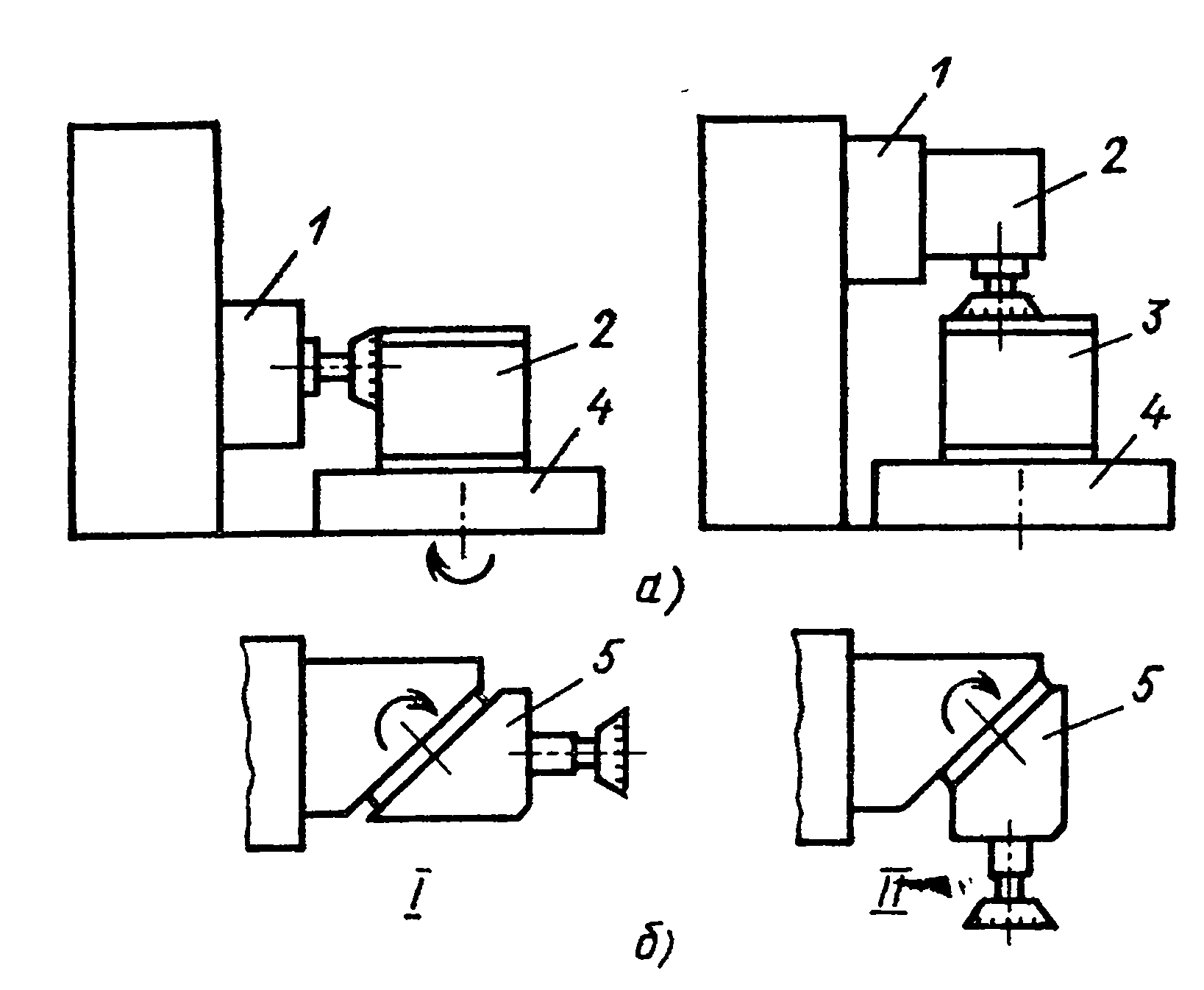
Рисунок 1.16 – Обработка заготовок станин на многоцелевых станках с пяти сторон: а — на станке с автоматически устанавливаемой угловой насадкой на шпиндельную бабку; б — поворотная шпиндельная головка для горизонтальной I и вертикальной II обработки; 1 — шпиндельная бабка; 2 — угловая насадка; 3 — обрабатываемая заготовка; 4 — поворотный стол; 5 — поворотная часть шпиндельной головки
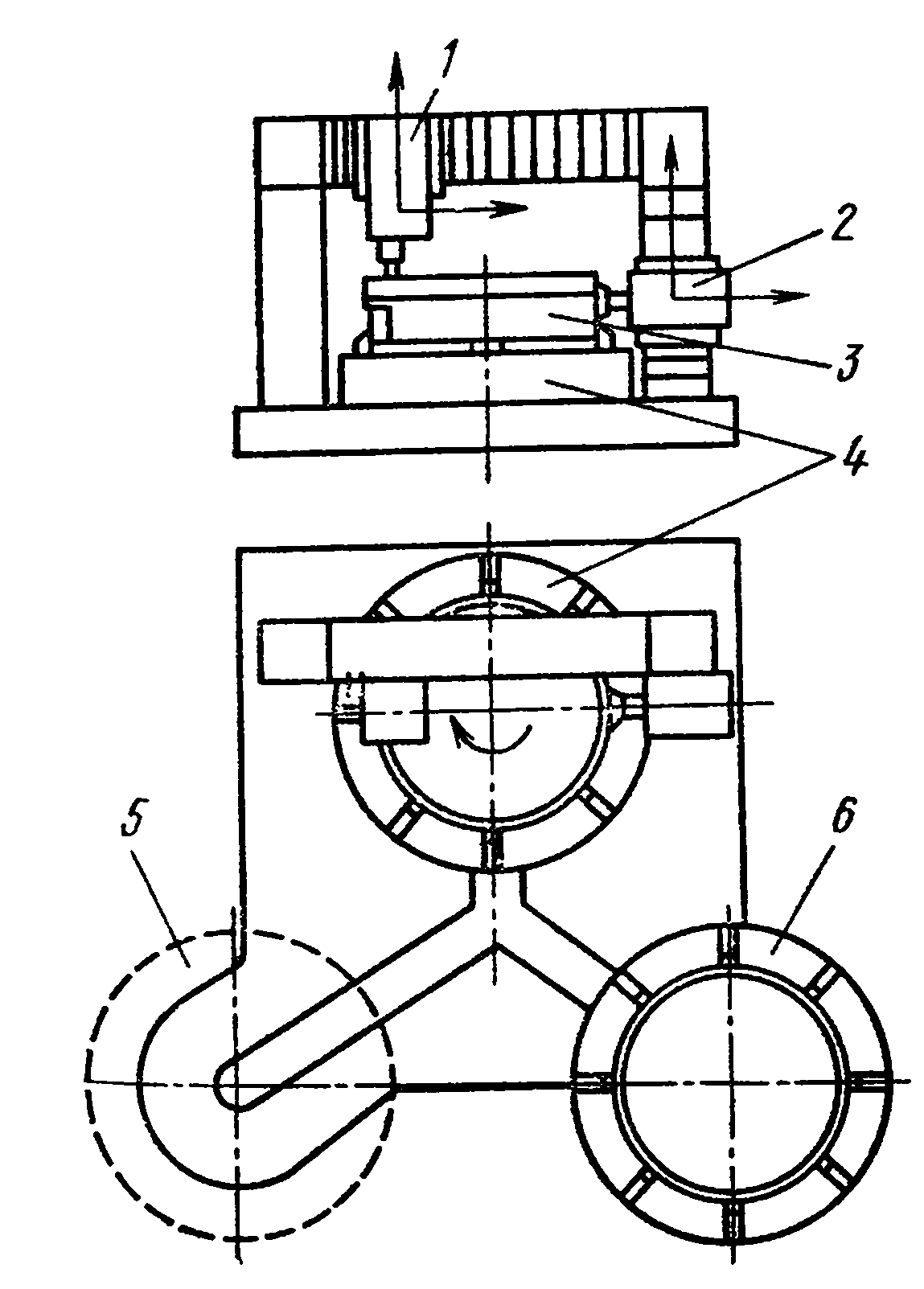
Рисунок 1.17. – Обработка станины с круговыми направляющими на многоцелевом токарно-карусельном станке со сменными столами: 1 — вертикальная бабка; 2 — горизонтальная бабка; 3 — обрабатываемая заготовка; 4 — стол в рабочей позиции; 5 — свободная позиция для стола; 6 — сменный стол с установленной заготовкой
3. Многоцелевые станки с подвижной колонной (рисунок 1.18.). Заготовки продольных станин устанавливают на палеты или стол, которые в процессе обработки остаются неподвижными. Перемещения инструментов вдоль заготовки осуществляются подвижной колонной многоцелевого станка. Такая компоновка особенно удобна для обработки крупногабаритных заготовок массой 25 т и более. Неподвижность заготовки позволяет одновременно обрабатывать ее с двух сторон двумя станками. При наличии поворотной шпиндельной головки с одной установки заготовки возможна обработка и верхней плоскости. Если длина продольного перемещения колонны станка значительно больше длины обрабатываемой заготовки, то одним станком можно обрабатывать несколько заготовок, установленных в ряд.
Заготовка станины токарного станка 16К20 может быть обработана на станках первой и третьей групп всего за две установки. Станкоёмкость обработки заготовки массой 8 т станины многоцелевого станка на продольно-фрезерном, расточном, радиально-сверлильном и других станках составляет около 50 ч. На многоцелевых станках с подвижной колонной обработка такой заготовки требует 10 ч, т. е. в 5 раз меньше времени. При этом сокращается необходимая производственная площадь и потребность в рабочих приблизительно на 35 %, значительно повышается гибкость производства и уровень автоматизации.
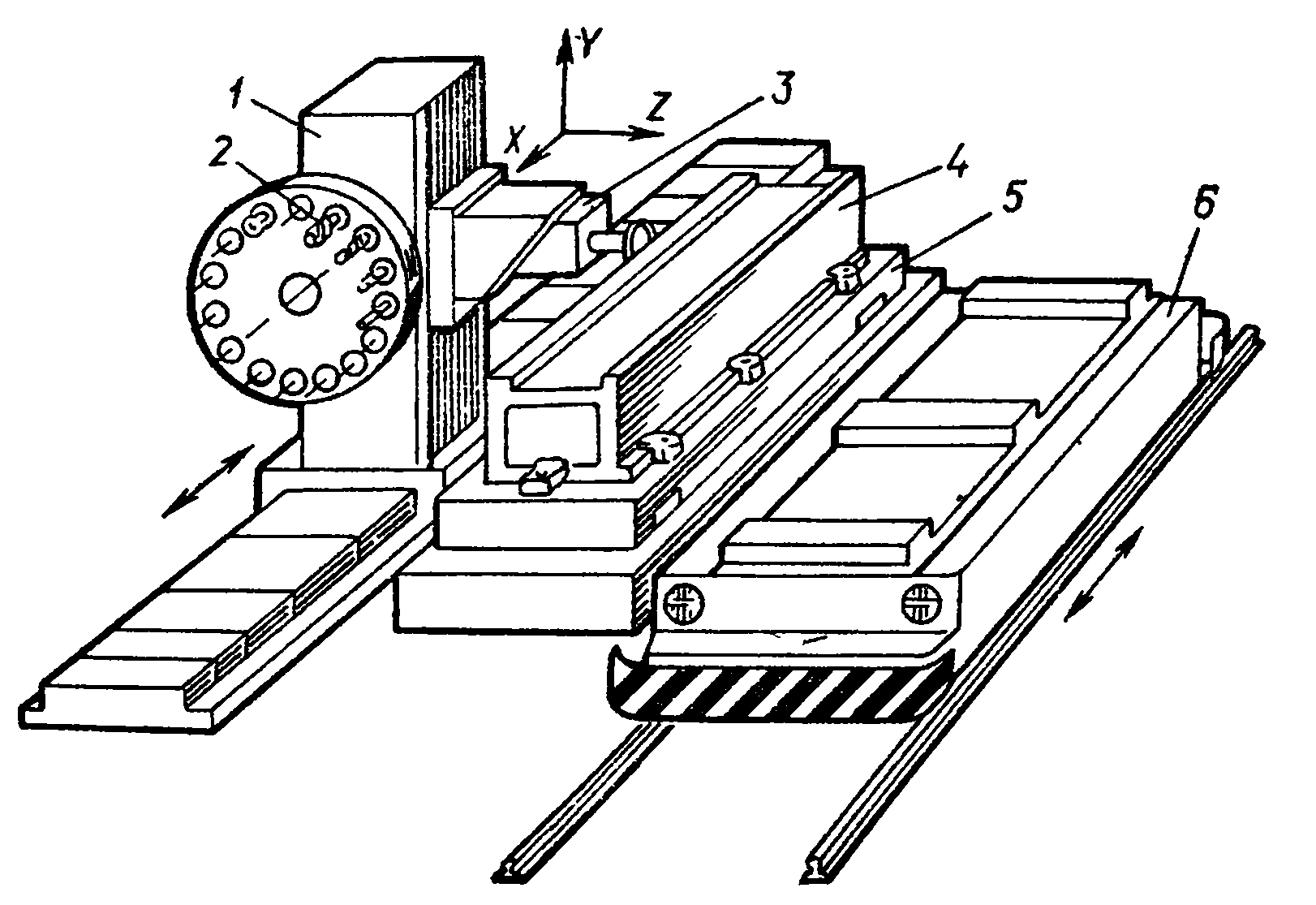
Рисунок 1.18. – Обработка станины на многоцелевом станке с подвижной стойкой в гибкой автоматизированной системе: 1 — подвижная колонна станка; 2 — инструментальный магазин; 3 — поворотная шпиндельная головка; 4 — обрабатываемая заготовка; 5 – палета; 6 — рельсовая транспортная тележка