

1.14. Особенности изготовления составных станин
Составные станины собирают из отдельных секций, что позволяет:
1. изготовлять крупные, длинные станины отдельными секциями на средних по размерам станках;
2. изготовлять сложные станины, например для агрегатных станков;
3. унифицировать секции станин и при ограниченном числе типоразмеров отдельных секций изготовлять разнообразные станины;
4. повышать технико-экономические показатели процесса изготовления станин, в том числе сокращать цикл изготовления, повышать уровень автоматизации и производительность труда за счет использования возможностей групповой технологии.
Процесс изготовления составной станины состоит из нескольких этапов:
- изготовление отдельных секций;
- сборка составной станины из секций;
- обработка составной станины в сборе.
Точность относительного положения вспомогательных баз отдельных секций составной станины можно достигнуть всеми методами достижения точности. При использовании методов взаимозаменяемости и регулирования обработка составной станины в сборе не производится. В этом случае перед сборкой все поверхности вспомогательных баз секций обрабатывают окончательно. Требуемое относительное положение секций обеспечивается применением шпонок и штифтов. Секции соединяют болтами или сваркой. При достижении точности пригонкой после полной или частичной сборки составную станину обрабатывают, например шлифуют направляющие собранных секций. В этом случае при изготовлении каждой секции должен быть оставлен соответствующий припуск.
Примером составной станины является станина двустороннего агрегатного станка, которая состоит из центральной и двух боковых секций (рисунок 1.23).

Рисунок 1.23 – Составная станина агрегатного станка
Боковые секции станины базируют относительно центральной секции по торцовой плоскости и шпонке и крепят к центральной секции винтами. В соответствии со служебным назначением и конструкцией боковой секции необходимо обеспечить перпендикулярность верхней плоскости к торцовой плоскости. С этой целью при обработке торцовой поверхности на отдельной операции в качестве технологической базы используют обработанную верхнюю плоскость станины. Торцовую поверхность можно обрабатывать на горизонтальном многоцелевом станке (рисунок 1.24.).
Обработка включает торцовое фрезерование привалочной плоскости, фрезерование цилиндрической фрезой паза для шпонки, сверление отверстий и нарезание резьбы.
Сборку станины осуществляют следующим образом. Среднюю и боковые секции станины выставляют по верхним поверхностям с помощью установочных винтов и уровня. К торцовым поверхностям средней секции привинчивают призматические шпонки. Затем боковые секции по очереди соединяют с центральной и прикрепляют винтами. После этого контролируют параллельность верхних поверхностей боковых секций поверхности центральной секции. При необходимости верхние поверхности обрабатывают после сборки.
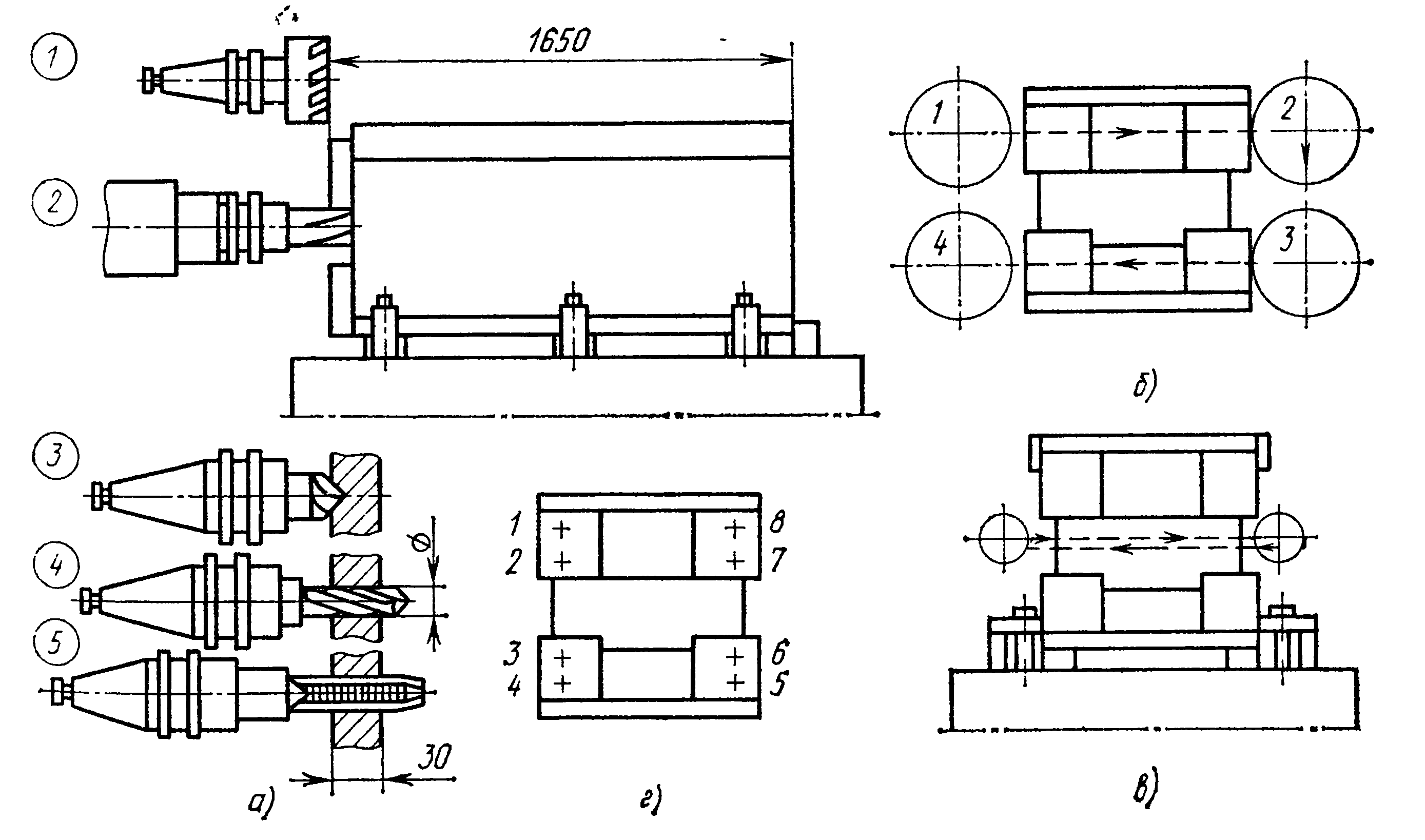
Рисунок 1.24 – Обработка торца заготовки секции составной станины на многоцелевом станке: а — последовательность обработки инструментами; б — обработка торцовой фрезой; в — обработка концевой фрезой; г – последовательность обработки отверстий