

1.13. Особенности изготовления станин
с накладными направляющими
Накладные направляющие станин изготовляют из высоколегированных сталей твердостью после термообработки HRC3 59...62 в виде: а) массивных планок, б) тонких пластин или в) лент (рисунок 1.22.). Износостойкость накладных направляющих в среднем на 25 % выше износостойкости закаленных чугунных направляющих и в 2,3 раза выше износостойкости незакаленных чугунных направляющих. Однако трудоемкость и себестоимость изготовления станин с накладными направляющими больше, а жесткость меньше по сравнению с монолитными.
Процесс изготовления станин с накладными направляющими включает:
1. обработку заготовки станины под установку накладных направляющих;
2. изготовление накладных направляющих;
3. установку накладных направляющих на станину;
4. окончательную обработку накладных направляющих, установленных на станину.
Накладные планки применяют при мелкосерийном изготовлении станин, в сварных и в литых станинах, если невозможно обеспечить необходимую твердость монолитных направляющих. Крепление направляющих планок к станине осуществляется винтами, прихватами, клеем, а также клеем и винтами. Последний способ позволяет значительно увеличить контактную жесткость стыка направляющих планок со станиной, а также снизить требования к точности обработки склеиваемых поверхностей. Для получения высокой жесткости стыка давление 3х106 Па обеспечивают выбором диаметра винтов и расстояний между винтами.
Тонкие закаленные пластины в качестве накладных направляющих скольжения и качения, вклеенные в пазы станины, позволяют более экономично использовать высоколегированную сталь и создают возможности широкой унификации пластин. Пластины рекомендуется изготовлять из горячекатаной полосовой стали ШХ15: толщина полос 4 ... 60 мм, ширина 12...200 мм, длина 3000 мм и более. Пластины режут, обрабатывают и закаливают. Рекомендуется закалка при температуре 250 °С, выдержка при этой температуре 3 мин с последующим охлаждением в штампе в вертикальном положении в расплаве солей с содержанием 0,4 % воды.
Поверхность станины под накладные пластины должна иметь отклонение от плоскостности не более 0,05 на 1000 мм длины, и не более 0,1 мм на 5000 мм длины. Перед склеиванием контактирующие поверхности обезжириваются бензином Б-70 и затем ацетоном. Склеивание производят эпоксидным клеем, обеспечивающим прочность на сдвиг не менее 7,8х106 Па. На 1 м2 клеевого шва необходимо примерно 0,75 кг клея. Клей наносят на поверхность станины сплошным равномерным слоем с помощью шпателя с зубцами при движении в одну сторону, не допуская образования пузырьков воздуха. Затем пластину, смазанную клеем, устанавливают в паз станины и нагружают грузами через слой пластмассовой пленки и микропористой резины толщиной 4...6 мм с давлением не менее 3-103 Па для вытеснения воздуха и излишков клея, которые удаляют салфеткой, смоченной в ацетоне. Затем пластины сдвигают для устранения зазоров в стыках и догружают грузами или струбцинами до давления 3х104 Па. Выдержка в течение 48 ч под давлением. При склеивании пластин размером 4 х 100 х 760 мм толщина клеевого шва составляет 0,17...0,07 мм. Накладные направляющие затем шлифуют заподлицо с буртами направляющего паза в станине с припуском 0,3 мм, глубина шлифования не более 0,01...0,02 мм при обильном поливе СОЖ; не допускается нагрев пластин при шлифовании, вызывающий разрушение клеевого шва.
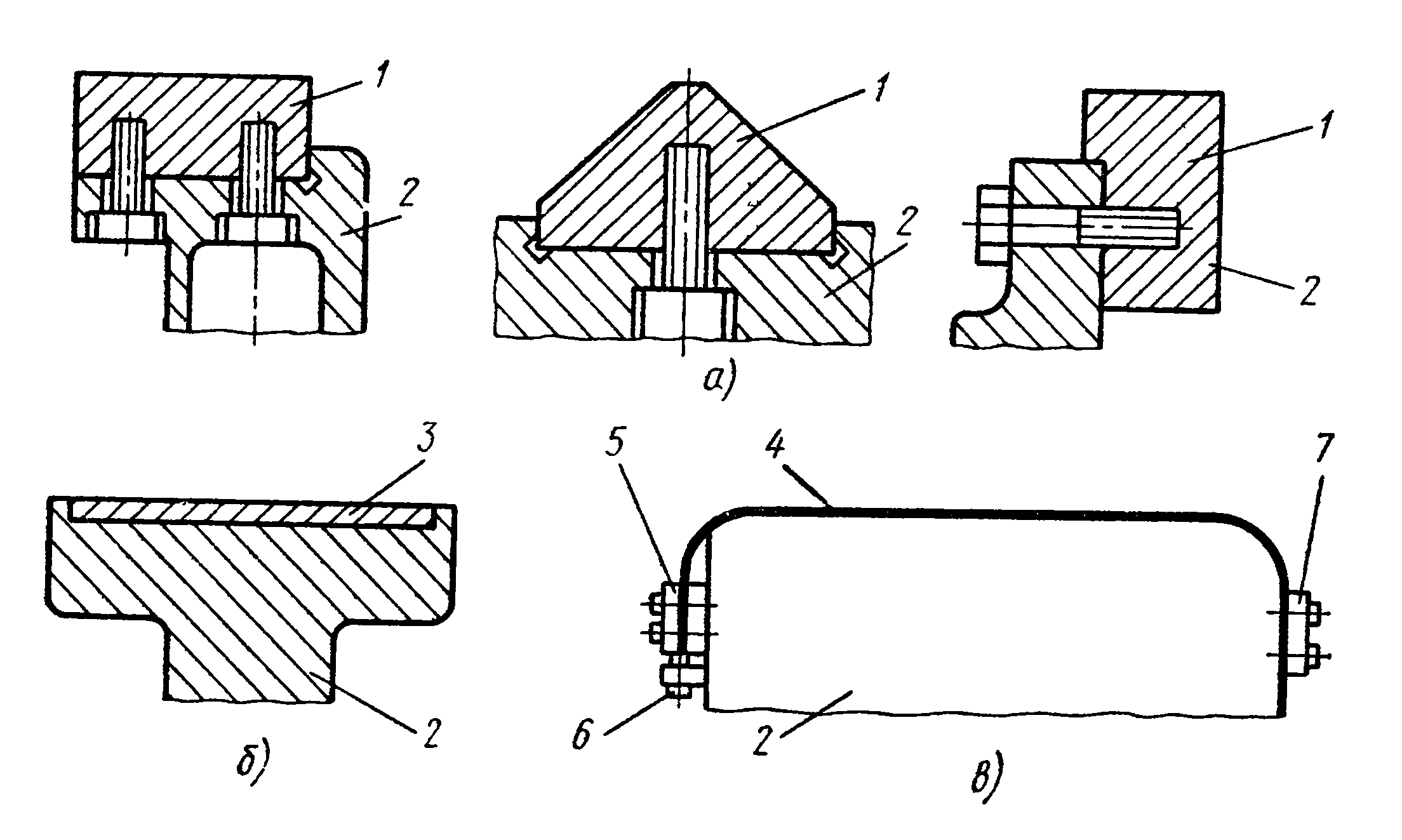
Рисунок 1.22 – Конструкции накладных направляющих станин: 1 — накладные планки; 2 — станина; 3 — накладная пластина; 4 — стальная лента; 5 — натяжное приспособление; 6 — натяжной винт; 7 — планка крепления ленты
Стальную ленту толщиной 0,25 мм в качестве накладной направляющей применяют для прямоугольных направляющих скольжения и комбинированных качения-скольжения при длине направляющих более 10 м. Отделочное шлифование чугунных направляющих под ленту должно обеспечивать отклонения от плоскостности для станин станков повышенной точности не более 0,02 мм на длине 2000 мм и не более 0,04 мм на длине 8000 мм. Для станков нормальной точности допустимые отклонения в 1,5 раза больше. Холоднокатаную пружинную закаленную ленту из стали У10А одним концом неподвижно прикрепляют с помощью прижимной планки к станине. За другой конец ленту натягивают с помощью натяжного приспособления с силой 500...1000 Н. Натянутую ленту вдоль всей длины дополнительно прижимают по краям к станине прижимными планками. Планки приклеивают эпоксидным клеем и привинчивают к станине в целях предотвращения попадания стружки, масла и СОЖ в зазор между лентой и направляющими станины.
Для направляющих скольжения и комбинированных направляющих суппортов, кареток и столов, в том числе сопряженных с направляющими станины, широкое применение получили полимерные покрытия на основе фторопластов, эпоксидных и ацетатных смол. Для станков с ЧПУ перспективны накладные направляющие из наполненного фторопласта, например марки Ф4К15М5-Л-ЭА, которые выпускают в виде ленты толщиной l,7 мм и шириной 140 мм. Фторопластовая лента одной стороной, обработанной тлеющим разрядом, приклеивается к направляющим сопряженного со станиной узла. Направляющие станины, работающие в паре с фторопластовым покрытием, в целях обеспечения высокой износостойкости покрытия не должны иметь острых кромок, стыков, отверстий. Необходима высокая твердость и параметр шероховатости поверхности не более Ra = 0,63 мкм. Если направляющие перемещаемого узла выходят за пределы направляющих станины, то торцовые кромки направляющих станины следует скруглить и отполировать.