

Часть I. ОБЩАЯ ТЕОРИЯ ИЗМЕРЕНИЙ
________________________________________________________________
Г л а в а 6
МНОГОКРАТНОЕ ИЗМЕРЕНИЕ
6.1. МНОГОКРАТНОЕ ИЗМЕРЕНИЕ ПО ШКАЛЕ ПОРЯДКА. ОСНОВЫ ТЕОРИИ ВЫБОРОЧНОГО СТАТИСТИЧЕСКОГО КОНТРОЛЯ
Многократное измерение выполняется с целью накопления и эффективного использования апостериорной информации для повышения качества результата измерения.
Если, например, при многократном повторении измерительной процедуры после учета всех поправок в 85 % случаев принималось решение QI < QJ , а в 15 % случаев - решение QI ≥ QJ, то за результат многократного измерения есть основание принять решение:
QI < QJ с вероятностью 0,85.
Особым случаем, когда по результатам многократного повторения измерительной процедуры (она называется в этом случае контрольно-измерительной операцией) принимается специфическое решение, является выборочный статистический контроль. Он применяется тогда, когда сплошной контроль качества изделий при их поставке или серийном производстве невозможен, либо экономически нецелесообразен.
При выборочном статистическом контроле из партии (часто называемой генеральной совокупностью) изделий выбирается незначительное их число (делается выборка), и по результатам контроля качества изделий, попавших в выборку, принимается решение о качестве генеральной совокупности в целом.
Для того чтобы выборка правильно отражала свойства генеральной совокупности, к ней предъявляются следующие требования:
1.Выборка должна быть случайной.
2.Выборка должна быть определенного объема (под объемом понимается число изделий в выборке).
3.Должно быть установлено допустимое число бракованных изделий в вы-
борке, при котором генеральная совокупность еще будет признаваться годной.
Удовлетворяющая перечисленным требованиям выборка называется представи-
тельной или репрезентативной.
Случайный отбор изделий из генеральной совокупности обеспечивается специальной процедурой. Если изделия могут быть пронумерованы, то чаще всего это дела-
129
И.Ф. Шишкин. ТЕОРЕТИЧЕСКАЯ МЕТРОЛОГИЯ
___________________________________________________________
ется с помощью генератора случайных чисел по стандартной компьютерной программе.
После поочередного контроля каждого изделия, попавшего в выборку, оно может либо возвращаться, либо не возвращаться обратно в генеральную совокупность. Соответствующие выборки называются с возвратом или без возврата. При выборке с возвратом число бракованных изделий х в выборке объемом n подчиняется биноми-
альному закону распределения вероятности, при выборке без возврата – гипергео-
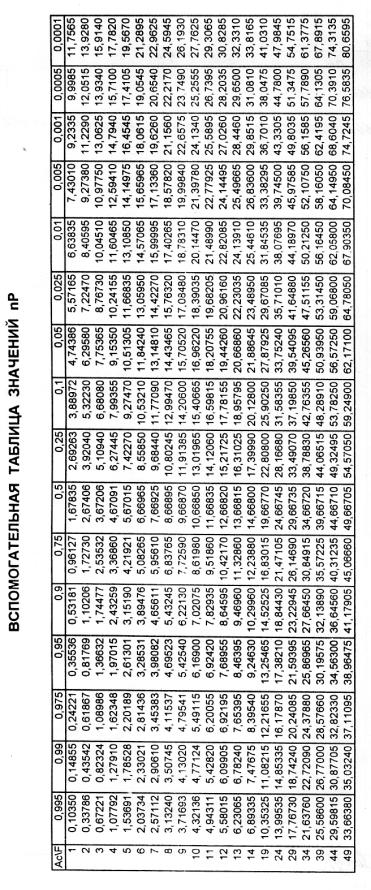
метрическому. Распространенной моделью закона распределения вероятности х служит распределение Пуассона, к которому биномиальное распределение стремится при n → ∞ (на практике используется условие n ≥ 60), и которым часто заменяют гипергеометрическое распределение при объеме генеральной совокупности N → ∞ (см. табл. 6) .
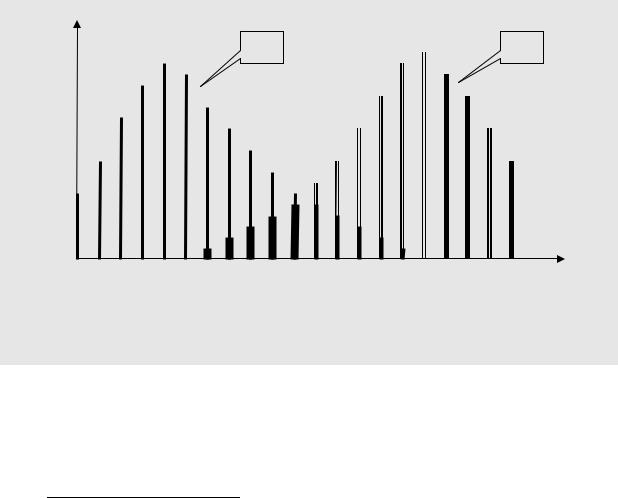
В качестве иллюстрации на рис. 60 показаны законы распределения вероятности числа бракованных изделий в выборках из заведомо годной и заведомо бракованной партий. Максимальная доля бракованных изделий в партии, которая еще может признаваться годной, составляет Р'. Минимальная доля бракованных изделий в партии, которая уже должна признаваться бракованной,
Pг(x) |
P' |
P" |
Pб(x) |
|
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 10 11 12 13 14 15 16 17 18 19 20…n x |
Рис.60.
Законы распределения вероятности числа бракованных изделий в выборках из годной и бракованной генеральных совокупностей
обозначена Р". Выраженные в процентах, значения Р' и Р" называются приемочным и браковочным уровнями дефектности и обозначаются, соответственно, AQL1 и LQ.
Правило принятия решения формулируется следующим образом:
1 От англ. accept – принимать; quality - качество; level – уровень.
130

Часть I. ОБЩАЯ ТЕОРИЯ ИЗМЕРЕНИЙ
________________________________________________________________
при х ≤ Аc партия изделий принимается;
при х > Аc партия изделий бракуется,
где Аc называется приемочным числом. В результате ошибки I рода может оказаться забракованной партия изделий, которую следовало бы принять. В результате ошибки II рода может быть принята партия изделий, которую следовало бы забраковать.
Условная вероятность ошибки I рода
n
α ≤ ∑PГ(xi )=1 − F(Ac ,n,P′),
x=Ac +1
условная вероятность ошибки II рода
Ac
β≤ ∑PБ(xi )= F(Ac ,n.P′′),
x=0
где для общности рассуждений F будем считать функцией распределения вероятности Пуассона.
Увеличение приемочного числа Ас, приводящее к уменьшению α, увеличивает β, и наоборот. Следовательно, выбор значения Ас должен быть оптимальным, удовлетворяющим противоречивым требованиям. Определение объема выборки n и приемочного числа Ас, исходя из требований к качеству продукции (Р'; Р") и качеству принимаемого решения (αmax; βmax) называется составлением плана выборочного статисти-
ческого контроля.
Процедура составления плана контроля при согласованных значениях Р', Р", αmax и βmax сводится к решению системы из двух уравнений с двумя неизвестными:
F(n,Ac,P′)=1−αmax;
F(n,Ac,P′′)=βmax.
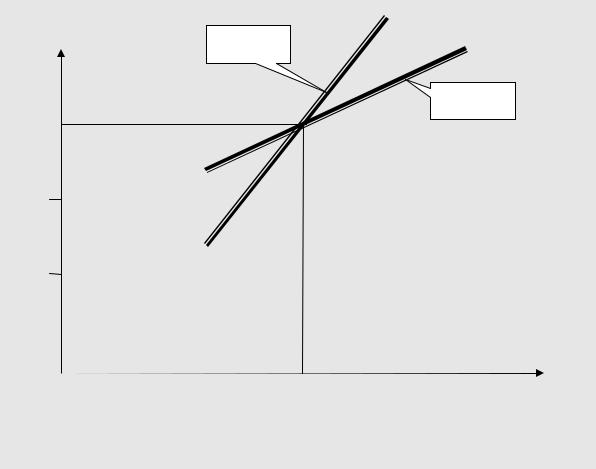
Уравнения являются трансцендентными и не имеют аналитического решения. Поэтому для решения этой системы уравнений может быть использован графоаналитический метод, сущность которого заключается в следующем (см. рис. 61).
В координатах (Ас, n) строится линия AQL, соответствующая первому уравнению. Для этого может использоваться вспомогательная таблица 16.
131
И.Ф. Шишкин. ТЕОРЕТИЧЕСКАЯ МЕТРОЛОГИЯ
________________________________________________________________
Таблица 16
132
Часть I. ОБЩАЯ ТЕОРИЯ ИЗМЕРЕНИЙ
________________________________________________________________
Затем, с использованием этой же таблицы, строится линия LQ, соответствующая второму уравнению. Точка пересечения этих линий будет соответствовать решению системы уравнений. Она однозначно определяет план контроля: приемочное число Аc и объем выборки n.
Пример 55. При выборочном статистическом контроле качества продукции, поставляемой крупными партиями, между поставщиком и заказчиком достигнуто соглашение о следующих требованиях к качеству товара:
AQL = 10 %; LQ = 50 % .
Согласованные требования к качеству решений, принимаемых при выборочном статистическом контроле:
αmax = 0,05;
βmax = 0,01.
Составить план контроля на согласованных условиях.
n |
|
|
|
|
|
|
AQL |
|
|
|
|
|
|
|
|
|||
30 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
LQ |
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
28 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
26 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
24 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
22 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
18 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
16 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
14 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
12 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
9 |
|
Ac |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
|
|||||||||
Рис. 61 Составление плана выборочного статистического контроля в примере 55
Решение. 1. Используя столбец в табл. 16, соответствующий F = 1-α max = 0,95 , при P = P' = 0,1 получим:
133
И.Ф. Шишкин. ТЕОРЕТИЧЕСКАЯ МЕТРОЛОГИЯ
________________________________________________________________
Ас |
3 |
4 |
5 |
6 |
7 |
n |
13,66 |
19,70 |
26,13 |
32,85 |
39,80 |
По этим данным на рис. 61 построена линия AQL.
2. Используя столбец той же таблицы, соответствующий F = β max = 0,01 , при P = P" = 0,5
получим:
Ас |
3 |
4 |
5 |
6 |
7 |
n |
20,09 |
23,20 |
26,22 |
29,14 |
32,00 |
По этим данным на рис. 61 построена линия LQ.
3.План контроля на согласованных условиях:
-объем выборки 26;
-приемочное число 5.
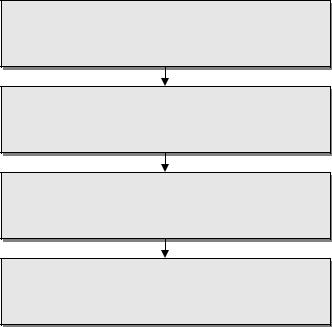
Последовательность действий при выборочном контроле показана на рис. 62. На основании анализа априорной информации и исходных данных относительно α и β определяются вероятности ошибок I и II рода. После этого в результате n-кратного повторения контрольно-измерительной операции устанавливается число бракованных изделий в выборке х. На основании сравнения х с приемочным числом Аc выносится решение относительно всей партии изделий.
Анализ априорной информации; определение вероятностей ошибок
Выполнение многократного измерения по шкале ошибок
Принятие решения
Представление результата контроля в форме решения с указанием его вероятности
Рис. 62 Последовательность действий
при выборочном статистическом контроле
Если перед началом выборочного контроля вероятность того, что партия изделий является годной, равна Рг, а вероятность того, что она бракованная – PБ, то при вы-
134