

Кузнечные инструменты
По своему назначению кузнечные инструменты делятся на опорные, ударные, подкладные и вспомогательные.
К опорным инструментам относятся наковальни и шпераки.
Основным опорным инструментом, на котором производят все ковочные операции, является наковальня (рис. 7.1). Наиболее удобной и универсальной является двурогая наковальня. Верхняя горизонтальная плоскость называется лицом, или наличником. Она обрабатывается термически наповерхность 45–50 HRC и шлифуется. Боковые грани образуют с лицом угол 90°; ребро должно быть острым, без зажимов и сколов. На ребре производят гибку изделий и вытяжку материала.

Рис. 7.1. Наковальни: а – безрогая; б – однорогая; в – двурогая; 1 – лицо; 2 – круглое отверстие; 3 – незакаленная площадка;4 – конический рог, 5 – лапы; 6 – стул;
7 – скобы; 8 – хвост, 9 – квадратное отверстие
Конический круглый рог предназначен для гибки по радиусу полос и прутков, а также для раскатки и сварки кольцевых заготовок. В некоторых типах наковален между рогом и лицом имеется незакаленная площадка для рубки заготовок.
С
противоположной стороны отрога расположен
хвост, представляющий собой консольную
прямую пирамиду. Он предназначен для
гибки и правки прямоугольных заготовок.
В хвосте имеется квадратное отверстие
размерами 35 × 35 мм для установки подкладных
инструментов. Около конического рога
находится круглое отверстие диаметром
15 мм для пробивания отверстий.
Рис.
7.2. Шпераки: а
– низкий, вставленный в наковальню;
б
– высокий, вставленный в землю
К ударным инструментам относятся ручники, боевые молоты и кувалды (рис. 7.3).
Ручник
– основной кузнечный инструмент массой
до 2 кг. Ручники имеют разнообразные
формы головок. Рабочие поверхности
термически обрабатывают до твердости
48–52 HRC.
Ручником работают одной рукой, а другой
держат в клещах заготовку.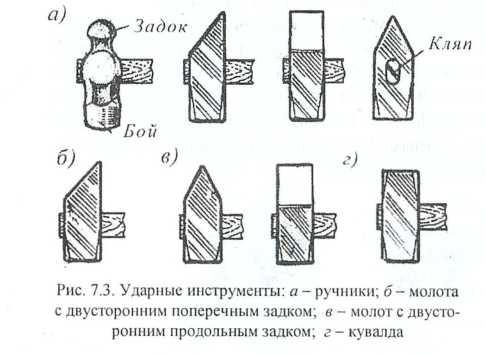
Боевые молоты – это тяжелые двуручные молоты массой 10–12 кг. Нижняя рабочая поверхность головки – бой – предназначена для основной ковки, а верхней клиновидной задок – для разгона металла вдоль и поперек заготовки. Твердость боя и задатка – 48–52 HRC на глубине 20–30 мм.
Рис.
7.3. Ударные инструменты: а
– ручники;
б
– молота с двусторонним поперечным
задком;
в
– молот с двусторонним продольным
задком;
г
– кувалда
Подкладные инструменты (рис. 7.4) используют для рубки металла (зубила, подсечки), пробивания отверстий (пробойники, бородки), вытяжки (раскладки), выглаживания поверхности (гладилки). Существуют подкладные приспособления, состоящие из двух частей – верхники и нижники. Это обжимки, придающие заготовкам цилиндрическую или граненую форму, подбойки, имеющие рабочие поверхности различных конфигураций для выполнения на заготовках всевозможных углублений, желобков, перехватов.
Кузнечная форма (рис. 7.4, м) представляет собой плиту с отверстиями и ручьями. Раскаленную заготовку накладывают на соответствующий ручей, чтобы ударами молота придать желаемую форму.
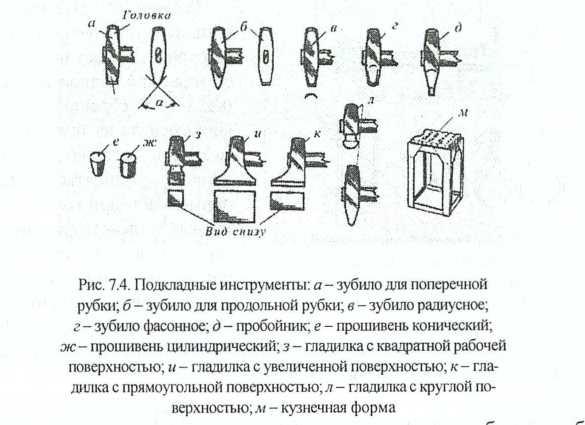
Рис. 7.4. Подкладные инструменты: а – зубило для поперечной рубки; б – зубило для продольной рубки; в – зубило радиусное; г – зубило фасонное; д – пробойник;
е – прошивень конической; ж – прошивень цилиндрический; з – гладилка с квадратной рабочей поверхностью; и – гладилка с увеличенной поверхностью;
к – гладилка с прямоугольной поверхностью; л – гладилка с круглой поверхностью; м – кузнечная форма
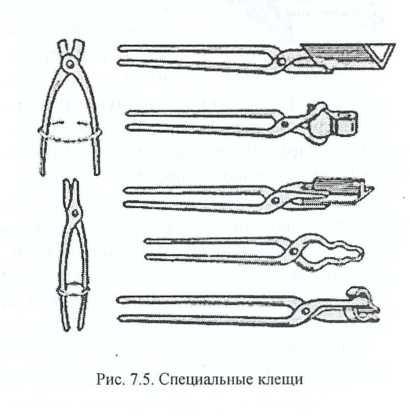
К вспомогательным инструментам относят приспособления, облегчающие ковочные операции и ускоряющие изготовление изделий.
Рис.
7.5. Специальные клещи
К вспомогательным относятся и мерительные инструменты: кронциркули, нутромеры, калибры, стальные линейки, угольники (рис. 7.6).