5.6. Прокатка
Прокатка – деформация металла между двумя вращающимися валками – применяется главным образом при изготовлении художественных изделий в ювелирном производстве.
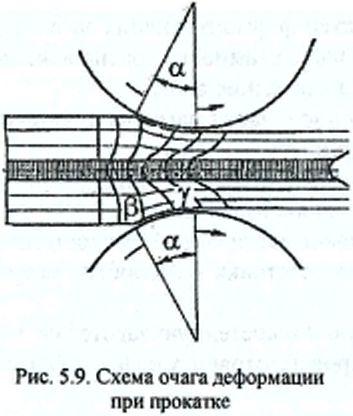
В процессе прокатки заготовка обжимается по высоте и вследствие трения между валками и заготовкой продвигается вперед.
Рис.
5.9. Схема очага деформации при прокате
При прокатке даже таких высоко-пластичных сплавов, как сплавы на основе золота и серебра, имеются ограничения по максимально допустимой степени деформации (табл. 5.1). Превышение этого ограничения может привести к появлению трещин.
Таблица 5.1
Максимально допустимые степени деформации для сплавов серебра
|
Сплав |
Степень деформации, % |
|
925 900 835 800 |
70 65 60 55 |
При прокатке проволоки в отличие от листовых заготовок валки имеют не гладкие поверхности, а снабжены кольцевыми проточками – ручьями, которые соответствуют по сечению профилю прокатываемой проволоки. При прокатке на лист действует только вертикальное давление, а заготовка проволоки испытывает еще и боковое давление.
5.7. Волочение
Волочение – это процесс деформации металлической проволоки в целях уменьшения ее диаметра. Для этого проволоку протягивают через коническое отверстие инструмента, называемого фильерой, или матрицей. При волочении проволока сама передает усилие деформации, необходимое для преодоления сопротивления металла и трения, возникающего в конусе фильеры. Поэтому сила натяжения здесь может быть только такой, какую может выдержать сама проволока.
Рис.
5.10. Участки волочильной фильеры: 1 –
входной конус; 2 – протяжной конус; 3 –
цилиндрическая часть; 4 – выходной
конус
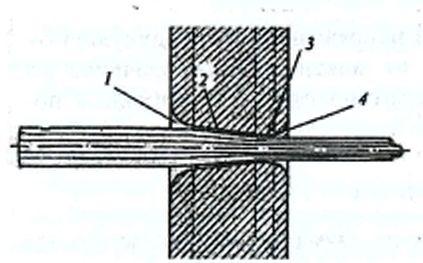
Вследствие контактного трения в деформируемом металле образуется очаг деформации, который в сечении имеет коническую форму.
В ювелирном производстве наиболее распространенным инструментом для волочения проволоки является волочильная доска. Ее изготавливают из высококачественной инструментальной стали. В ней на равных расстояниях просверлены отверстия, размеры которых последовательно уменьшаются от одного к другому.
5.8. Гибка
Одной из разновидностей процесса деформации металла при изготовлении художественных изделий является гибка. Ее особенно широко применяют при выколотке, в ювелирном деле.
Если на металлический брус, находящийся по концам на двух опорах, действует внешняя сила, то он прогибается. При этом нижний слой бруса растягивается, а верхний сжимается. Посередине толщины бруса имеется нейтральный слой, который не изменяется по длине, а только прогибается.
Рис.
5.12. Распределение напряжений в согнутом
брусе
Рис.
5.11. Схема изменения структуры металла
при гибке бруса