

2.5. Изготовление арматурных сеток и каркасов.
Арматурные элементы для сборных железобетонных конструкций можно разделить:
сетки;
плоские каркасы;
пространственные каркасы;
элементы для предварительного напряжения;
закладные детали.
Сетки– это арматурные элементы из проволоки одинакового диаметра. Чаще всего применяются как монтажная арматура (например: верхняя сетка пустотных и ребристых плит).
Плоские каркасы– выполняют из рабочих и распределительных стержней, используя их как несущие элементы. Плоские каркасы обеспечивают полную систему армирования конструкций в плоскости, перпендикулярной действующим нагрузкам.
Пространственные каркасы– выполняют из рабочей, распределительной и монтажной арматуры, обеспечивающей полную систему армирования конструкций.
Пространственные каркасы для армирования колонн, прогонов, балок, труб, опор и других видов конструкций могут быть:
прямоугольного сечения;
квадратного сечения;
таврового сечения;
круглого сечения.
При выборе способа сварки соединений арматуры исходят из следующих условий:
применения сварных соединений и технологии сварки, обеспечивающих наиболее высокую эксплуатационную надежность и наиболее полное использование механических свойств арматурной стали;
максимально возможного сокращения материальных и трудовых затрат на выполнение сварных соединений при помощи автоматизированных и механизированных способов сварки; эффективных и высокоэффективных сварочных материалов; эффективных методов контроля качества сварных соединений.
2.6. Виды сварных соединений (см. Приложение 1).
В процессе производства арматурных работ применяют несколько способов контактной электросварки:
непрерывное оплавление;
оплавление с подогревом;
импульсное оплавление;
новый прогрессивный способ сварки металлов трением, который отличается высокой производительностью, высоким качеством и стабильностью сварного соединения, низкой потребляемой мощностью (15 – 20 Вт/мм2).
При изготовлении сеток и каркасов применяют, главным образом, контактно-стыковую и точечную сварку и только для стержней больших диаметров используется электродуговая сварка.
Контактно-точечной электросваркой соединяют узлы сеток и каркасов, состоящие из 2-х, 3-х пересекающихся под углом 60 – 90остержней. Высокое качество сварных соединений обеспечивается правильным выбором основных параметров режима сварки:
силы сварочного тока;
продолжительности процесса;
усилия сжатия электродов.
В зависимости от длительности сварки, силы и плотности сварочного тока разделяют:
мягкий режим сварки;
жесткий режим сварки.
Мягкий режим сварки– характеризуется сравнительно большим временем пропускания тока (от 0,5 до нескольких секунд), силой тока = (4 – 8)103А и плотностью тока = (8 –12)10-5А/м2.
Жесткий режим сварки– более целесообразен в технико-экономическом отношении, отличается весьма короткой продолжительностью сварки – 0,01 – 0,5 с., при силе тока = (8 – 20)103А и плотностью тока = (12 –30)10-5А/м2.
Арматуру из малоуглеродистых сталей можно сваривать при жестких и мягких режимах.
Сварку из низколегированных сталей, свариваемость которых несколько хуже, рекомендуется проводить только при мягких режимах.
Сварку холоднотянутой арматуры во избежание отжига и потери наклепа необходимо вести только в жестком режиме.
Качество сварки зависит от усилия сжатия стержней электродами сварочной машины, которое в зависимости от диаметра и вида арматуры принимается равным от 1 до 10 кН.
Плоские каркасы и сетки можно изготавливать на одно-, двух- и многоэлектродных машинах.
В условиях мелкосерийного производства узкие и малогабаритные сетки, плоские каркасы широкой номенклатуры, а также закладные изделия изготавливают с использованием одноточечных машин общего назначения, которые выбирают в зависимости от диаметров свариваемых стержней, учитывая паспортные характеристики сварочных машин.
В условиях серийного производства сеток и каркасов преимущественно применяют специализированные контактные многоточечные машины автоматического и полуавтоматического действия.
При изготовлении пространственных каркасов используют контактные подвесные машины.
Стыковая сварка арматуры осуществляется на контактных машинах общего назначения и на специализированных автоматических машинах, работающих в единой автоматической линии сварки и безотходной заготовки арматуры.
Одноэлектродные сварочные машины:
применяют для сварки сеток и каркасов с предварительной заготовкой продольных и поперечных элементов, которые раскладываются в процессе сварки вручную.
Производительность таких машин в большей степени зависит от продолжительности выполнения оператором (сварщиком) вспомогательных операций:
подача и раскладка стержней;
перемещение изделия в процессе сварки;
снятие готовых изделий.
Сварка сеток и каркасов массой более 25 кг. на одноэлектродных сварочных машинах нерациональна, так как повышает утомляемость рабочих и снижает их производительность.
Машина МТМК – 3100-1 (см. рис. 10, а) выполняет сварку каркасов шириной до 775 мм из предварительно заготовленных продольных стержнейD= 5 – 25 мм и поперечных стержнейD= 4 – 12 мм. Производительность такой машины составляет 180 м/ч.
Принцип работы машиныМТМК – 3100-1:
- продольные стержни раскладываются и заправляются в подающее устройство машины, а поперечные стержни поступают из бункера автоматически.
Перемещение свариваемого изделия на заданный шаг автоматизировано.
Машина может быть использована для одновременной сварки двух каркасов общей шириной до 700 мм.
Автоматизированная линия И-2АК-1: (см. рис. 10, б):
- предназначена для сварки двухстержневых каркасов шириной от 70 до 900 мм.
Подача продольных и поперечных стержней предусмотрена сначала в правильное устройство, а затем под электроды машины. Производительность такой линии – от 24 до 360 м/ч.
Плоские сетки и каркасы шириной от 600 мм до 3800 мм изготавливают на комплексно-механизированных и автоматизированных высокопроизводительных линиях (см. рис. 11).
В состав линий входят:
групповые бухтодержатели для продольной и поперечной арматуры;
правильные устройства;
узел приема и подачи поперечных стержней;
многоэлектродная сварочная машина;
устройство для поперечной и продольной резки сетки;
пневмопакетирующее устройство.

Рис. 10. Схемы организаций технологических линий для сварки плоских каркасов:
а – на машине МТМК-3×100; б – на автоматизированной линии И-2АК-1; 1 – стол для продольных стержней; 2 – каретка; 3 – машина МТМК-3×100; 4 – приемные столы; 5 – стеллаж; 6 – готовые каркасы; 7 – бухтодержатели; 8 – тормозное устройство; 9 – механизм подачи и правки стержней; 10 – сварочная машина; 11 – ножницы для резки каркасов; 12 – приемно-пакетирующее устройство; 13 - контейнер
Основным сварочным оборудованием комплексно-механизированных и автоматизированных линий являются многоэлектродные машины типа:
МТМС – для сварки каркасов и сеток из предварительно заготовленных продольных и поперечных стержней;
АТМС – подача продольных и поперечных стержней производится с бухт без предварительной заготовки.
Все операции на линиях, за исключением укладки бухт в бухтодержатели и снятия готовых пакетов или рулонов сеток, автоматизированы.
Применение многоэлектродных сварочных машин снижает трудоемкость процесса и создает возможность рационально использовать производственную площадь.

Рис. 11. Автоматизированная линия изготовления широких арматурных сеток:
1 – установка для сматывания сетки в рулон; 2 – контейнер с пакетом сеток; 3 – пакетировщик сеток;
4 – рольганг для перемещения сетки; 5 – ножницы для поперечной резки сетки; 6 – многоэлектродная сварочная машина АТМС-14×75-7; 7 – правильное устройство; 8 – станина с направляющими роликами; 9 – бухтодержатели; 10 – консольный кран; 11 – электроточила; 12 – устройство для поперечной подачи проволоки; 13 – машина для стыковой сварки; 14 – ножницы для продольной резки сетки; 15 – разделитель для укладки сетки
Пространственные каркасы размером в плане 37,2 м собирают на вертикальных кондукторах-манипуляторах типа СМЖ – 56А и аналогичных установках спаренного типа СМЖ – 286Б (см. рис. 12). Сварка арматурных элементов производится подвесными сварочными клещами.
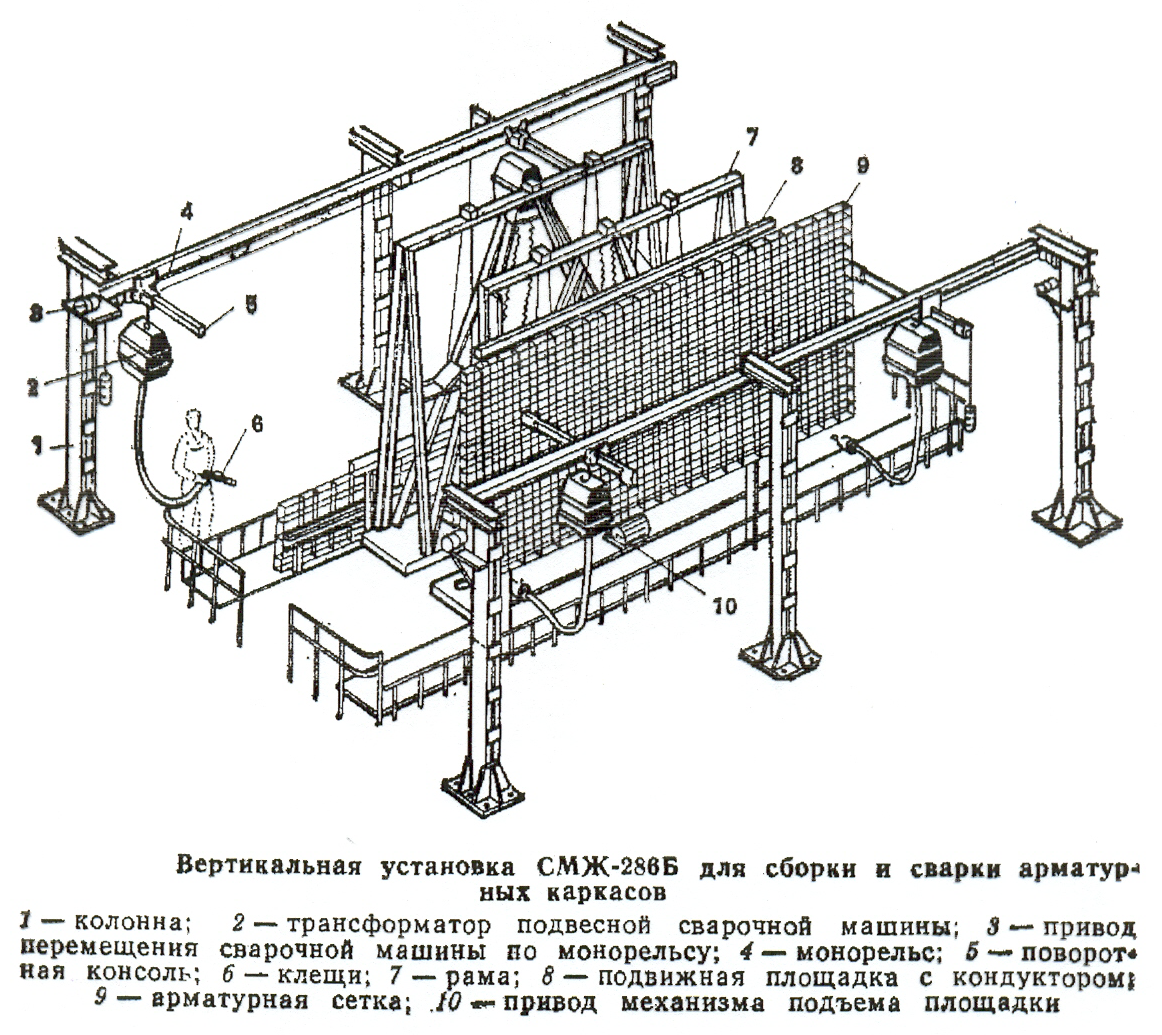
Рис. 12. Вертикальная установка СМЖ-286Б для сборки и сварки арматурных каркасов:
1 – колонна; 2 – трансформатор подвесной сварочной машины; 3 – привод перемещения сварочной машины по монорельсу; 4 – монорельс; 5 – поворотная консоль; 6 – клещи; 7 – рама; 8 – подвижная площадка с кондуктором; 9 – арматурная сетка; 10 – привод механизма подъема площадки

Рис. 13. Установка для сварки объемных каркасов:
1 – приямок; 2 – фундамент; 3 – передвижные рамы; 4 – опорная станина;
5 – привод; 6 – каркас; 7 – сварочные клещи
При массовом производстве однотипных стандартных изделий технологический процесс может быть организован по принципу непрерывного потока с наиболее целесообразной расстановкой оборудования, при которой полностью устраняются возвратные движения.
Большое значение имеет комплексная механизация всех операций технологического процесса, позволяющая снизить трудоемкость производства.