

Заготовка арматурной стали, поставляемой в прутках.
В прутках поставляется горячекатаная арматурная сталь D=10 – 40 мм, классовA240, A300, A400, A600, A800, A1000, A12000.
Заготавливается такая арматура на механических и гидравлических приводных станках для резки арматурной стали.
Заготовляемые стержни должны быть прямыми, без заусенцев и загибов по концам.
Отклонения от прямолинейности на 1 м длины не должны превышать 6 мм.
Серийно выпускаемые станки для резки арматуры по принципу работы разделяются на 2 группы:
механические: - СМЖ – 172Б;
- СМЖ – 322А (см. рис. 6);
- гидравлические: - СМЖ –133А;
- СМЖ – 175А;
- СМЖ – 214А.
По эксплуатационным качествам наиболее эффективен механический станок СМЖ – 322А.
В одном из исполнений станок комплектуется механизмом противодавления резке, обеспечивающим ровный срез стержня, перпендикулярный к его оси без заусенцев и отгиба конца.
Большая толщина ножей повышает их износостойкость и позволяет работать несколькими гранями с поворотом ножей при износе.
Для особо чистой резки стали, могут устанавливаться ножи с полукруглыми режущими гранями.
2.3. Резка сортового и фасонного проката.
Для резки сортового и фасонного проката, листа и пробивки отверстий при изготовлении закладных сталей следует применять комбинированные пресс-ножницы:
СМЖ – 229А (см. рис. 7);
НБ – 633;
Н – 5222.
Пресс-ножницы СМЖ – 229А предназначены для резки круглого, уголкового, швеллерного и квадратного проката, листа, а также пробивки отверстий и треугольной высечки, необходимых при заготовке элементов закладных деталей.
Пресс-ножницы НБ – 633 и Н – 5222 близки по конструкции и принципу действия пресс-ножницам СМЖ – 229А. Они отличаются в основном повышенной мощностью электродвигателя и некоторыми другими показателями.

Рис. 7. Комбинированные пресс-ножницы СМЖ-229А
1 – станина; 2 – плита; 3, 6 – механизм передачи; 4, 10 – пусковые рычаги; 5 – ползун; 7 – электродвигатель; 8 – пакетный выключатель, 9, 11 – верхний и нижний упоры, 12, 13 - ножи
2.4. Гибка арматуры.
Для гибки арматурных стержней рекомендуется применять серийно выпускаемые универсальные станки:
СМЖ –173А (см. рис. 8);
СМЖ – 179А.
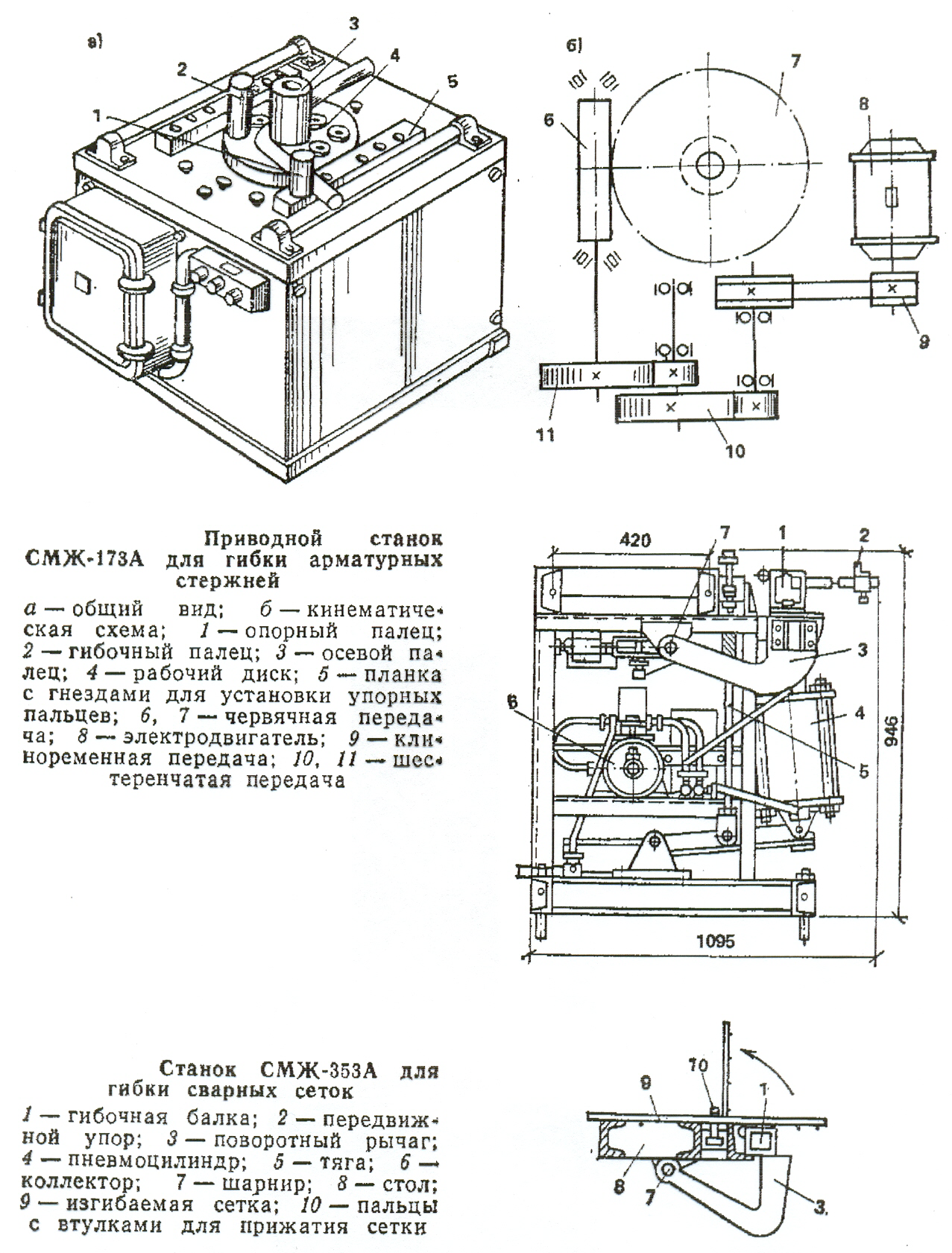
Рис. 8. Приводной станок СМЖ-173А для гибки арматурных стержней
а – общий вид; б – кинематическая схема; 1 – упорный палец; 2 – гибочный палец; 3 – осевой палец; 4 – рабочий диск; 5 – планка с гнездами для установки упорных пальцев; 6, 7 – червячная передача; 8 – электродвигатель; 9 – клиноременная передача; 10, 11 – шестеренчатая передача


Рис. 9. Станок СМЖ-353А для гибки сварных сеток
1 – гибочная балка; 2 – передвижной упор; 3 – поворотный рычаг; 4 – пневмоцилиндр; 5 – тяга;
6 – коллектор; 7 – шарнир; 8 – стол; 9 – изгибаемая сетка; 10 – пальцы с втулками для прижатия сетки
Принцип работы станков одинаков.
Станок СМЖ – 173А состоит из:
рамы;
редуктора;
плиты;
приспособлений для гибки прутков;
электрооборудования;
педального управления.
В комплект станка входят:
набор сменных осевых пальцев;
набор сменных гибочных пальцев;
набор сменных упорных пальцев;
набор пластин и оправок, подбираемых в зависимости от диаметра изгибаемой арматуры.
Скорость вращения гибочного диска можно изменять перестановкой шестерен.
Для угловой гибки арматурных сеток и плоских каркасов рекомендуется использовать серийно выпускаемые станки СМЖ – 353А (см. рис. 9) и ПО –725.
Пневматический станок СМЖ –353А предназначен для гнутья сеток и плоских каркасов из арматурной стали диаметром до 12 мм и длиной до:
3000 мм;
6000 мм;
9000 мм.
За несколько ходов гибочной балки станка с перестановкой сетки она может приобрести форму замкнутого контура.
Гибку монтажных петель, хомутов и анкерных стержней следует выполнять на станках СМЖ – 173А и СМЖ – 179А.
Для использования полной мощности станка рекомендуется несколько стержней небольшого диаметра; при пакетном гнутье пользуются специальными держателями.
Производительность станков для гибки стержневой арматуры:
![]() ,
(6)
,
(6)
где T – фонд рабочего времени станка в смену, ч;
nд – частота вращения рабочего диска, мин-1;
n– число одновременно изгибаемых стержней, шт;
q – масса 1 м арматуры, кг.