

«Технология жби»
Лекции – 34 часа.
Практические занятия – 17 часов.
Курсовой проект.
Зачет.
Экзамен.
Основная литература:
Баженов Ю.М., Комар А.Г. «Технология бетонных и железобетонных изделий», М.: Стройиздат, 1984 – 672 с.
«Технология железобетонных изделий в примерах и задачах» Под ред. Попова Л.Н., М.: Высшая школа, 1987 –192 с.
Дополнительная литература:
Стефанов Б.В., Русанова Н.Г., Волянский А.А., «Технология бетонных и железобетонных изделий», К.: Вища школа, 1982 – 406 с.
«Производство сборных железобетонных изделий», Справочник. Под ред. Михайлова К.В., М.: Высшая школа, 1989 – 447 с.
Шихненко И.В., «Краткий справочник инженера-технолога по производству железобетона», К.: Бузивельник, 1989 –289 с.
«Cправочник по производству сборных железобетонных изделий» под ред. Б. Г. Скрамтаева и П. К. Балатьева, М.: издательство литературы по строительству, 1965.
1. Арматурные стали, элементы для железобетонных изделий
1.1. Классификация арматурных сталей.
1.2. Деление арматурных сталей на классы.
1.3. Деление арматурных классов на марки.
1.4. Область применения арматурных сталей.
Классификация арматурных элементов.
Бетон является хрупким анизотропным материалом, плохо сопротивляющимся растяжению и изгибу. Для восприятия растягивающих напряжений бетон армируют. Для армирования бетона наиболее широко применяется сталь. Это обусловлено:
сталь имеет достаточное сцепление с бетоном, которое обеспечивает возможность рационального распределения нагрузки между этими материалами;
температурные коэффициенты линейного расширения стали и бетона близки по величине, что сводит к минимуму внутренние напряжения в зоне контакта при изменении температуры;
бетон надежно защищает сталь от коррозии.
1.1. Классификация арматурных сталей.
По назначению:
Рабочая арматура– воспринимает расчетные напряжения от нагрузок.
Рабочая арматура может быть:
напрягаемая;
ненапрягаемая.
Для плоских железобетонных элементов рабочую арматуру применяют в виде сеток.
Конструктивная арматура– применяется для восприятия нагрузок, не подлежащих расчету (от температурных и усадочных деформаций), в большинстве случаев применяется в виде сеток.
Монтажная арматура– используется для закрепления рабочей арматуры в проектном положении.
Разновидностью монтажной арматуры является – распределительная.
Распределительная арматура рассматривается как дополнительный элемент, с помощью которого распределяются усилия между стержнями рабочей арматуры.
(Смотреть таблицы 1, 2)
|
Класс |
Диаметр, мм |
Марка |
Профиль |
Механические свойства |
Угол загиба в холодном состоянии, град (с - толщина оправки, d - диаметр стержня) |
Примечание | ||
|
Предел текучести, σт, (σ0.2), Мпа |
Относительное удлинение при разрыве, % |
Модуль упругости Еа, Мпа | ||||||
|
А240 (А – I) |
6 – 40 |
Ст3пс3, Ст3сп3, Ст3кп3, ВСт2сп2, ВСт3кп2, ВСт3пс2 |
Круглая гладкая |
240 |
25 |
2,1×105 |
180˚ при с = 0,5d |
|
|
6 – 18 |
ВСт3Гпс2 | |||||||
|
А300 (А – II) |
10 – 40 |
ВСт5сп2, ВСт5пс2 |
Периодического профиля |
300 |
19 |
2,1×105 |
180˚ при с = 3d |
|
|
40 – 80 |
18Г2С | |||||||
|
Ас300 (Ас – II) |
10 – 32 |
10ГТ |
То же |
300 |
25 |
2,1×105 |
180˚ при с = 1d |
|
|
А400 (А – III) |
6 – 40 |
35ГС, 25Г2С |
Периодического профиля |
400 |
14 |
2×105 |
90˚ при с = 3d |
|
|
6 – 22 |
32Г2Рпс | |||||||
|
А600 (А – IV) |
10 – 32 |
20ХГ2Ц, 80С |
То же |
600 |
6 |
2×105 |
45˚ при с = 5d |
|
|
А800 (А – V) |
10 – 22 |
23Х2Г2Т |
То же |
800 |
7 |
1,9×105 |
45˚ при с = 5d |
|
|
А1000 (А – VI) |
10 – 22 |
20Х2ГCР, 22Х2Г2АЮ |
То же |
980 |
7 |
1,9×105 |
45˚ при с = 5d |
|
|
Ат400С (Ат – IIIС) |
10 – 14 |
БСт5сп |
Термически упрочненная периодического профиля |
440 |
15 |
2×105 |
90˚ при с = 3d |
|
|
16 – 40 |
БСт5с |
14 | ||||||
|
Ат600С (Ат – IVС) |
10 – 14 |
25Г2С |
То же |
590 |
10 |
1,9×105 |
45˚ при с = 5d |
|
|
16 – 28 |
25Г2С |
9 | ||||||
|
Ат600К (Ат – IVК) |
10 – 14 |
10ГС2, 20ХГС2 |
То же |
590 |
10 |
1,9×105 |
45˚ при с = 5d |
|
|
Ат800 (Ат – V) |
10 – 14 |
20ГС, 10ГС2 |
То же |
785 |
8 |
1,9×105 |
45˚ при с = 5d |
|
|
16 – 28 |
20ГС2, 08Г2С |
7 | ||||||
|
Ат800СК (Ат – VСК) |
10 – 14 |
20ХГC2 |
То же |
785 |
8 |
1,9×105 |
45˚ при с = 5d |
|
|
16 – 18 |
7 | |||||||
|
Ат1000 (Ат – VI) |
10 – 14 |
20ГС, 10ГС2 |
То же |
980 |
7 |
1,9×105 |
45˚ при с = 5d |
|
|
16 – 28 |
6 | |||||||
|
Ат1000К (Ат – VIК) |
10 – 14 |
20ХГC2 |
То же |
980 |
7 |
1,9×105 |
45˚ при с = 5d |
|
|
16 – 28 |
6 | |||||||
|
Ат1200 (Ат – VII) |
10 – 14 |
20ХГC3 |
То же |
1180 |
6 |
1,9×105 |
45˚ при с = 5d |
|
|
16 – 28 |
5 | |||||||
Таблица 1
Основные механические характеристики арматуры класса А
Таблица 2
Основные механические характеристики проволочной арматуры и арматурных канатов
|
Класс |
Диаметр, мм |
Профиль |
Число перегибов на 180˚ |
Нормативный документ |
|
В500 (В - I) |
3 - 5 |
Обыкновенная гладкая |
4 |
ГОСТ 6727-80 |
|
Вр500 (Вр - I) |
3 - 5 |
То же периодического профиля |
4 |
ГОСТ 6727-80 |
|
В1500 (В - II) |
3 - 8 |
Высокопрочная гладкая |
9-5 в зависимости от диаметра |
ГОСТ 7348-81 |
|
Вр1500 (Вр - II) |
3 - 8 |
То же периодического профиля |
4 - 3 |
ГОСТ 7348-81 |
|
К1400 (К - 7) |
6 - 15 |
Арматурные канаты |
3 - 4 |
ГОСТ 13840-68 |
|
К1500 (К - 19) |
14 |
ТУ 14-4227 |
По способу изготовления:
горячекатаная (арматура класса А);
холоднотянутая (арматурная проволока)- изготавливается способом холодного волочения (В500 (В-I); В1500 (В-II); Вр500 (Вр-I); Вр1500 (Вр-II).
По полноте проведения процесса раскисления (по степени раскисления):
кипящие (КП);
спокойные (СП);
полуспокойные (ПС).
По гарантии механических и химических свойств:
А – гарантируются механические свойства;
Б – гарантируются химические свойства;
В – гарантируются механические и химические свойства.
5) По виду профиля:
гладкая (А240 (A-I), В500 (B-I), В1500 (B-II));
периодического профиля (А300 (A-II), А400 (A-III), А600 (A-IV), А800 (A-V), А1000 (A-VI), А1200 (A-VII), Вр500 (Bp-I), Вр1500 (Bp-II)).
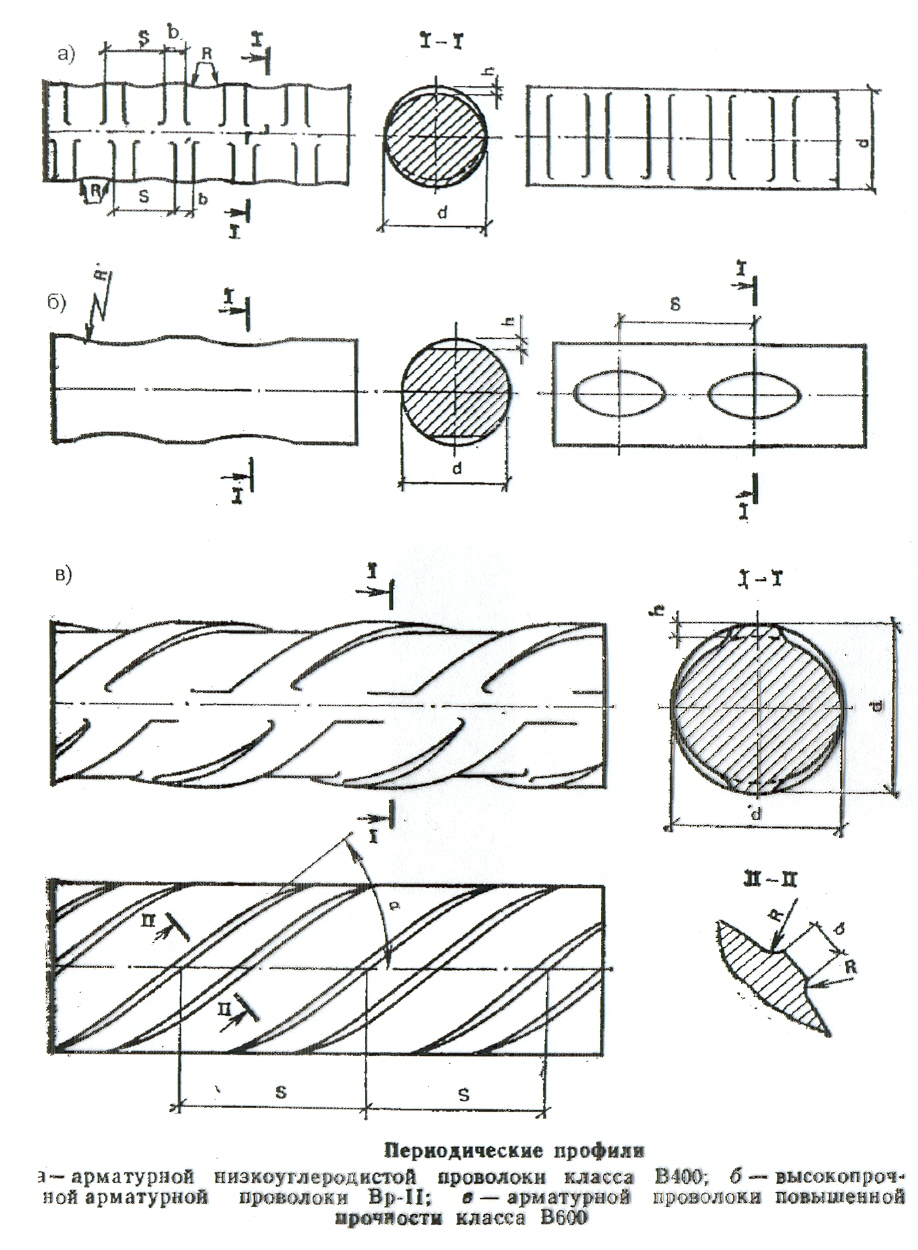
Рис. 1. Периодические профили
а – арматурной низкоуглеродистой проволоки класса В400; б – высокопрочной
арматурной проволоки Вр1500; в – арматурной проволоки повышенной прочности
класса В600
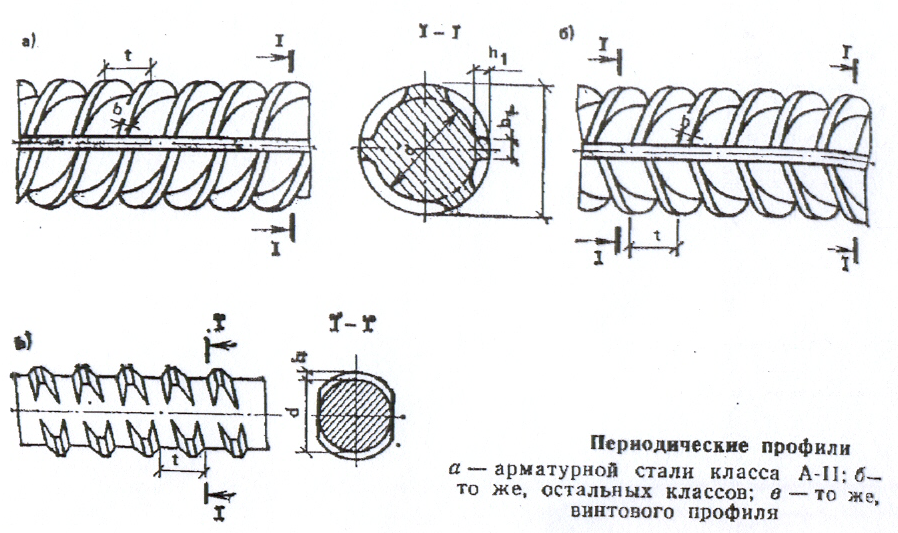

Рис. 2. Периодические профили
а – арматурной стали класса А300, б – то же, остальных классов; в – то же
винтового профиля

Рис. 3. Поперечное сечение арматурных канатов
а – К1400; б – К1500
Арматурная сталь периодического профиля представляет собой круглые стержни с двумя продольными ребрами и поперечными выступами.
Разрабатывается новый, более эффективный профиль для стержневой арматуры. Он отличается от обычного серповидной формой поперечных ребер.
Такая арматура имеет значительно меньше концентраторов напряжений на поверхности и более высокие показатели по выносливости.
Металлургической промышленностью освоено производство арматурной стали винтового профиля, стержни которой соединяют резьбовыми муфтами.
Арматурная сталь винтового профиля должна поставляться в комплекте с соединительными элементами:
муфты;
анкерные гайки;
контргайки.
Применение такой арматуры позволяет отказаться от сварки, что особенно важно при производстве длинномерных предварительно напряженных конструкций с высокопрочной стержневой арматурой.
6) По свариваемости:
Свариваемость арматурных сталей обеспечивается технологией их изготовления и соблюдением всех требований по химическому составу.
Основная задача арматурных сталей – способность свариватьсябез снижения механических свойств.
Хорошо свариваемые– относятся горячекатаные стали с малым содержанием углерода: Ст3, Ст5, 10ГТ (малоуглеродистые).
Удовлетворительно свариваемые– низколегированные стали: 25Г2С, 35ГС, 20ХГ2Ц, 20ХГСЦ, 23Х2Г2Т.
Не свариваемые – 80С.
Ограниченно-свариваемые– относятся термически упрочненные стали: Ат600 (Ат-IV), Ат800 (Ат-V), Ат1000 (Ат-VI), так как высокая температура и окисление при сварке приводят к разупрочнению, а в некоторых случаях к повышению хрупкости стали.
7) По способу упрочнения:
упрочненная вытяжкой;
термически упрочненная.
A600
(и выше)

A240
(300, 400) 0,2





т

А540 (АIIIв)
– нет площадки текучести, повышенное
сопротивление текучести

,%
0,2%
Рис. 4. Диаграмма растяжения стали
= Е (1),
где Е – модуль упругости;
- относительное удлинение.
8) По коррозионной стойкости:
повышенная коррозионная стойкость (стойкость к коррозионному растрескиванию под напряжением);
хорошая коррозионная стойкость;
плохая коррозионная стойкость.
При увеличении содержания углерода в стали коррозионная стойкость уменьшается, поэтому высокопрочная проволока более подвержена коррозии, чем арматура из низкоуглеродистой стали.
Процессы коррозии сопровождаются снижением пластических свойств стали, особенно интенсивно протекают в напряженной арматуре, например при перерывах в бетонировании предварительно-напряженных конструкций или несвоевременном инъецировании каналов.