

10.4. Технологические расчеты.
1) Определяется продолжительность оборота кассетной установки:
![]() ,
(65)
,
(65)
![]() ,
(66)
,
(66)
г де
де![]() - продолжительность подготовки операций:
- продолжительность подготовки операций:
распалубка;
ч
истка;
смазка;
сборка кассет;
армирование;
![]() - продолжительность формования изделия;
- продолжительность формования изделия;
![]() - продолжительность вибрирования;
- продолжительность вибрирования;
![]() - время тепловой обработки.
- время тепловой обработки.
В данной формуле
основным фактором является ТТВО,
т. к. составляет![]() 70
– 80 % от общего технологического цикла.
70
– 80 % от общего технологического цикла.
ТТВОзависит от:
режима ТВО;
В/Ц бетонной смеси;
способов управления тепловым процессом.
0= резерв времени на неучтенные операции.
2) Оборачиваемость кассет в сутки:
![]() , (67)
, (67)
3) Производительность кассетной установки:
![]() ,
(68)
,
(68)
где
![]() - годовой фонд рабочего времени, сут;
- годовой фонд рабочего времени, сут;
![]() - объем одного изделия;
- объем одного изделия;
![]() - количество изделий в кассете.
- количество изделий в кассете.
Количество кассетных установок:
![]() ,
(69)
,
(69)
где
![]() - коэффициент использования оборудования
(с учетом планово-предупредительных
ремонтов и обслуживание кассетной
установки),
- коэффициент использования оборудования
(с учетом планово-предупредительных
ремонтов и обслуживание кассетной
установки),![]() =
0,95.
=
0,95.
5. Преимущества и недостатки кассетной технологии.
Преимущества:
изделия имеют гладкую, хорошего качества поверхность;
изделия имеют высокую точность геометрических размеров;
позволяет снизить время ТВО;
изделия можно транспортировать при 50 % прочности (распалубочная прочность), так как изделия формуются в вертикальном положении, и не требует дополнительного армирования связанного с монтажными работами;
требуется меньше трудозатрат на отделку изделий.
Недостатки:
применение наиболее подвижных смесей;
перерасход цемента;
изделия имеют неравномерную прочность по высоте.
11. Кассетно-конвейерная технология изготовления жби
Основные недостатки кассетной технологии:
необходимость применения подвижных смесей;
неравномерность прочности по высоте изделия.
Устраняются при использовании способа формования в подвижных щитах.
При формовании изделия бетонную смесь укладывают и уплотняют последовательно в одном отсеке на стационарном посту.
А) Б) В)

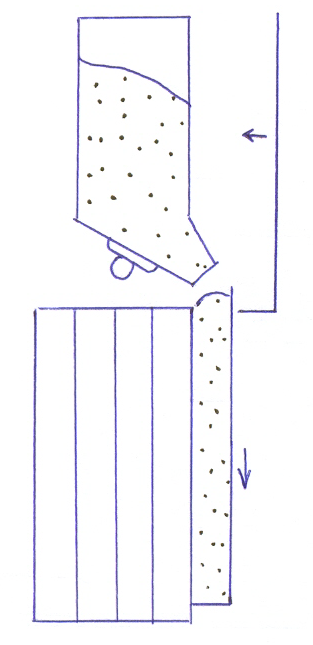
Рис. 58. Линейная схема кассетно-конвейерной технологии
Бетонная смесь укладывается сразу на всю ширину панели, уплотняется вибратором, установленном на посту формования.
При постепенном опускании щита бетон наращивается слоями по всей высоте изделия. После опускания очередного щита с отформованным изделием весь пакет форм (щитов) перемещается на один шаг гидравлическим толкателем.
При этом первый щит выдвигается с готовым изделием (то есть прошедшим тепловую обработку). Изделие распалубливается, а щит передается на пост формования (после чистки, смазки и армирования).
При данном способе целесообразно применять умеренно жесткие бетонные смеси.
Это линейная схема кассетно-конвейерной технологии.
Существует еще круговая схема.
При круговой схеме щиты перемещаются по «кругу», то есть замкнутому периметру.
Изделие Пост формования Зона ТВО Чистка Смазка Армирование























Отсек
РР
Рис. 59. Круговая схема кассетно-конвейерной технологии