

9.3.4. Заготовка прядевой арматуры по способу цнииомтп.
Стенд оборудован тележкой-бухтодержателем, тяговой и хвостовой обоймами с блоками (роликами) и лебедкой для протягивания прядей. Способ укладки и натяжения прядевой арматуры отличается от принятого на пакетных стендах (рис. 50).
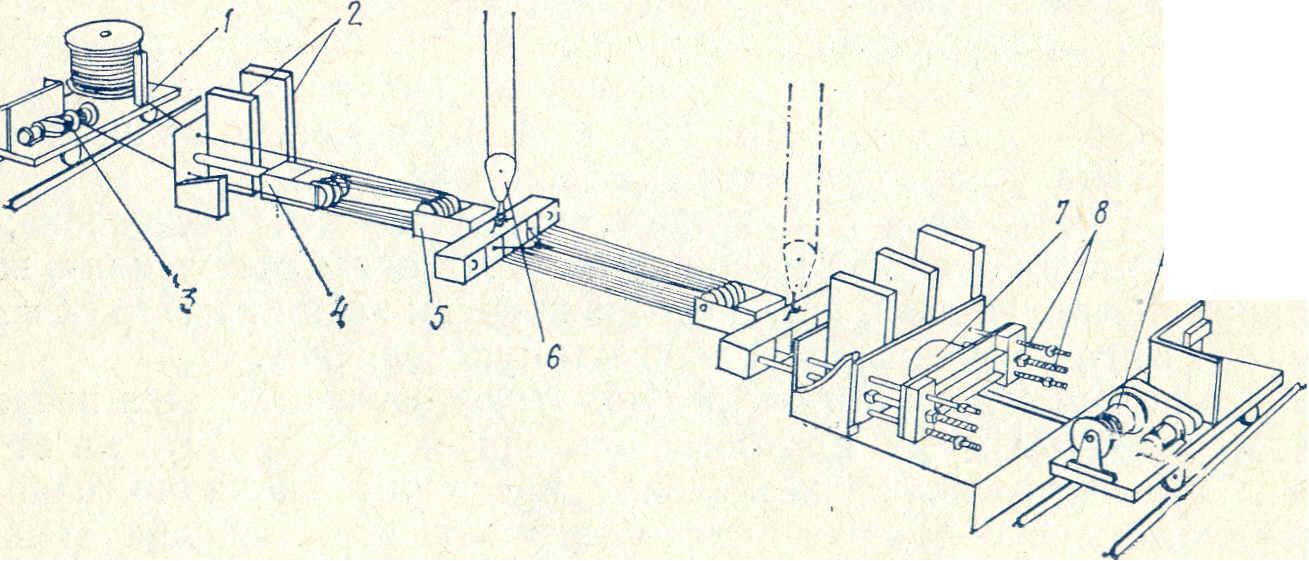
Рис. 50. Механизированная раскладка прядевой арматуры:
1 – тележка с бухтодержателем; 2 – упоры формы; 3 – лебедка для запасовки пряди; 4 – неподвижная часть полиспаста; 5 – подвижная часть полиспаста; 6 – крюк крана; 7 – натяжной домкрат; 8 – устройство для группового натяжения арматуры; 9 – лебедка
Одну обойму полиспаста неподвижно укрепляют на упорах стенда, а вторую присоединяют к тяговой лебедке и поддерживают краном в процессе протягивания. На время запасовки арматуры обоймы блоков соединяют между собой жесткими накладками, удерживающими их в неподвижном положении. Прядевую арматуру с бухты, установленной на тележке, запасовывают в систему блоков полиспаста.
Конец пряди, вышедшей из последнего блока, закрепляют на упоре стенда или на неподвижной обойме. Затем обоймы разъединяют и подвижную обойму протягивают лебедкой вдоль стенда к противоположному упору. За один проход подвижной обоймы раскладывают группу прядей, равную кратности системы блоков, на длину, соответствующую расстоянию между тяговыми и хвостовыми захватами (рис. 51). Для выбора слабины прядей протягиваемую арматуру наматывают обратно на барабан, после этого обрезают и закрепляют прядь на упоре цанговым или клиновым зажимом. Тяговую обойму соединяют со штоком домкрата и производят групповое натяжение арматуры.
Как показывает опыт, применение прядевой арматуры позволяет в 1,5-2 раза сократить продолжительность оборота стенда и не менее чем в 2 раза уменьшить трудовые затраты на заготовку и натяжение арматуры.
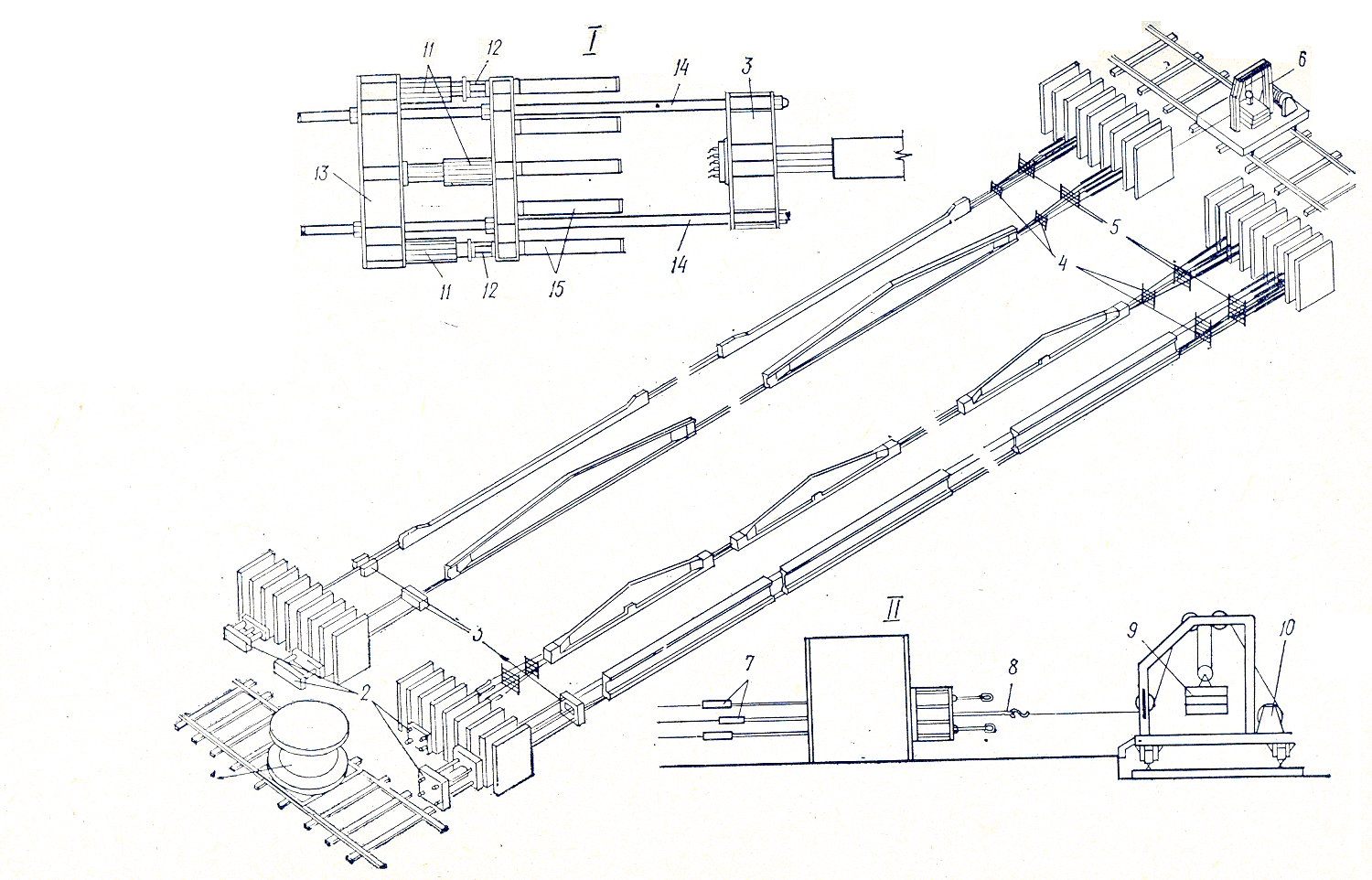
Рис. 51. Схема стенда для изготовления конструкций с канатной арматурой:
I – натяжение канатов домкратом из комплекта ДГЗ-300; II – схема выравнивания усилий в канатах грузовой станцией; 1 – бухта с арматурным канатом; 2 – натяжные устройства; 3 – захваты; 4 – фиксирующие диафрагмы; 5 – распределительные диафрагмы; 6 – грузовая станция; 7 – одиночные тяги; 8 – оголовок тяги для захвата грузовой станции; 9 – груз; 10 – лебедки; 11 – домкраты ДГЗ-300; 12 – вкладыши; 13 – подвижная балка; 14 – тяга; 15 – упоры стенда
9.3.5. Установка форм и бортовой оснастки.
При формовании изделий в вертикальном положении (например, двускатных балок и прогонов) применяют два типа форм: с откидными бортами, шарнирно прикрепленными к поддону, и со съемными приставными бортами, которые при сборке крепятся к поддону стальными клиньями. Недостатком форм с откидными бортами является быстрая изнашиваемость шарниров и неудобство при сборке и установке арматуры. Торцы форм образуются съемными торцовыми стенками, которые крепятся к бортам и имеют отверстия для пропуска арматуры.
При формовании изделий в горизонтальном положении на стенде (например, ферм) применяют опалубку в виде бортовой оснастки, которая состоит из стальных бортовых элементов; в местах примыкания бортовые элементы крепятся клиновыми замками.
Для повышения производительности стенда необходимо обеспечить возможность непрерывного формования изделий одной технологической линии.