

14. 3. Классификация способов формования по видам механических воздействий для уплотнения бетонной смеси.
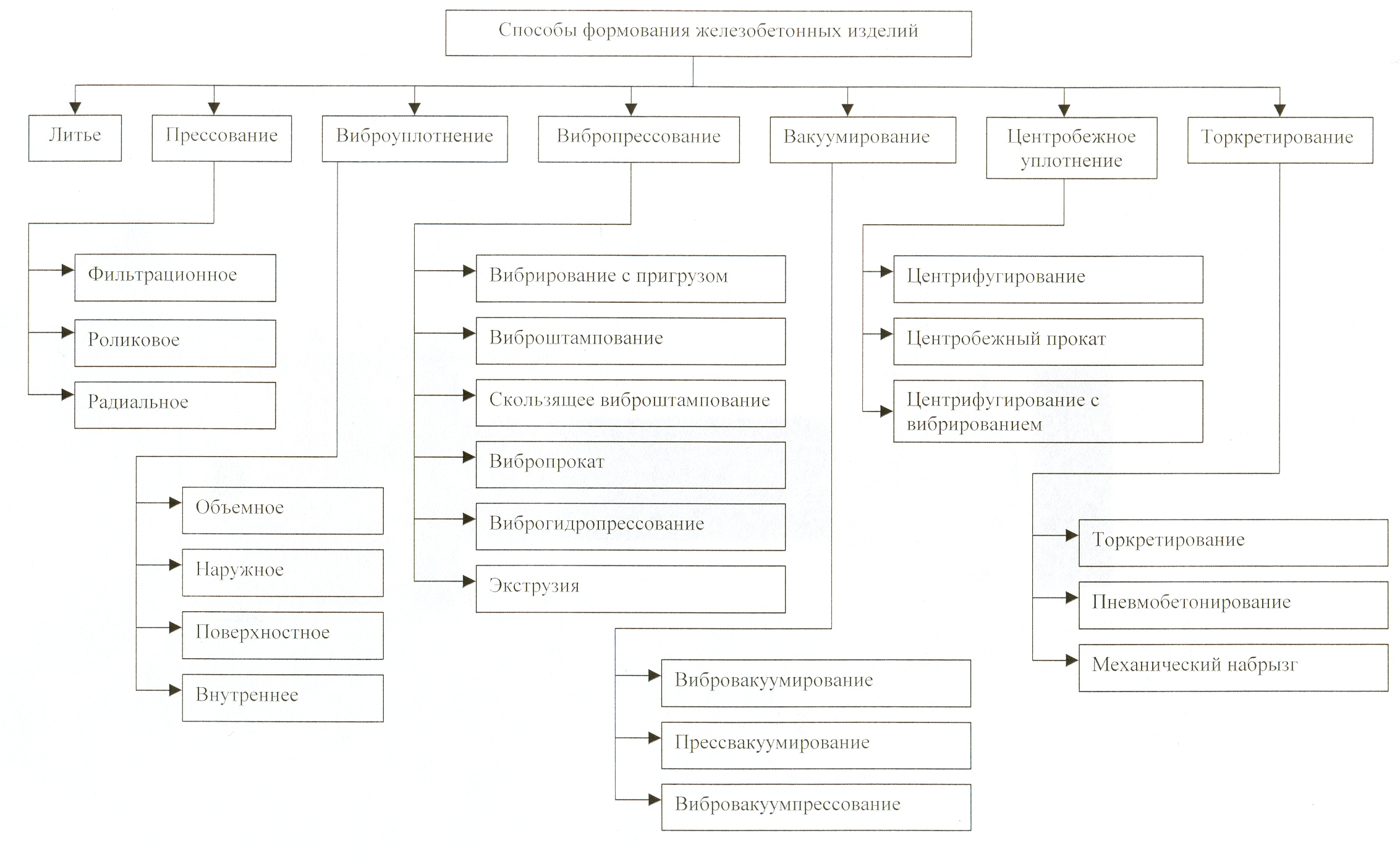
Рис. 72. Классификация способов формования по видам механических воздействий для уплотнения бетонной смеси
Формование методом литья.
- Основан на заполнении формы бетонной смесью, и ее распределении по поверхности формы, под действием собственной массы, без применения внешних силовых воздействий.
Методы литья применяются для формования изделий из весьма подвижных смесей (литых, текучих). Особое распространение данный способ получил в связи с применением пластификаторов и суперпластификаторов.
Способ литья отличается невысокой трудоемкостью и энергоемкостью.
2) Формование прессованием.
- Наиболее эффективно при использовании жестких и особо жестких бетонных смесей, которые обладают высоким внутренним трением, т. е. необходимо принудительное перемещение частиц для наиболее компактного их размещения в форме и уплотнения.
Принцип прессования положен в основу следующих способов формования:
осевое и радиальное прессование (при изготовлении трубчатых конструкций);
роликовое прессование;
силовой прокат;
прессование вакуумированием.
Формование прессованием дает возможность получить плотные и прочные бетоны, но требует значительных энергозатрат.
3) Вибрационные способы уплотнения.
- Применяется для смесей подвижных, малоподвижных и умеренно жестких.
Основным средством уплотнения смеси является вибрирование для приведения ее в пластично вязкое состояние.
3.1) Объемное виброуплотнение.
- Формуют однослойные, многослойные плоские изделия, панели с пустотами и другие конструкции, изготавливаемые в формах.
3.2) Наружное виброуплотнение.
- Используется для уплотнения бетонной смеси через вибрирующие стенки форм при изготовлении изделий в вертикальном положении.
3.3) Поверхностное виброуплотнение.
- Характеризуется передачей колебаний бетонной смеси непосредственно со стороны открытой поверхности изделия при помощи вибрирующих плит, щитов, вибропротяжных устройств.
3.4) Внутреннее виброуплотнение.
- Осуществляется вибронаконечниками или вибрирующими сердечниками, вводимыми в бетонную смесь или заранее установленными в форму.
4) Формование способом вибропрессования.
- Представляет собой одновременное воздействие на бетонную смесь вибрации и давления. Позволяет формовать изделия из жестких бетонных смесей ( Ж=200 с.).
При формовании тонкостенных плитных конструкций используют:
виброштампование;
вибропрокат;
виброуплотнение с пригрузом;
вибровакуумирование;
вибровакуумпрессование.
Для изготовления трубчатых конструкций применяют виброгидропрессование.
5) Формование способом вакуумирования.
- Применяют данный способ для изготовления изделий из подвижных бетонных смесей. Сущность способа заключается в том, что уложенная в форму бетонная смесь предварительно уплотняется на виброплощадке. После чего бетонная смесь подвергается воздействию вакуумных устройств, приложенных к поверхности уплотняемого бетона или введенных внутрь его.
6) Формование способом центрифугирования.
- Применяют при изготовлении трубчатых изделий из подвижных бетонных смесей.
При использовании жестких смесей для формования трубчатых изделий диаметром d= 1200 – 2000 мм применяют центробежный прокат, когда бетонная смесь уплотняется не только за счет действия центробежных сил, но и за счет давления от приводного вала.
7) Формование торкретированием.
- Способ, при котором уплотнение достигается путем пневматического или механического нанесения слоев смеси толщиной до 20 мм на формуемую поверхность.
При необходимости изготовления тонкостенных конструкций и нанесения гидроизолирующих слоев на поверхность конструкции применяют пневмобетонирование, при котором бетонная смесь под давлением 0,7 МПа подается на формуемую поверхность. В данном случае применяются мелкозернистые бетоны.
Жесткие бетонные смеси с крупным заполнителем наносят на формуемые поверхности механическим набрызгом с применением специальной роторной установки.
Полученные бетоны обладают повышенной плотностью, прочностью, водонепроницаемостью и морозостойкостью.