

4.5. Контроль натяжения арматуры.
Надежность и долговечность ПН ЖБК зависит от соблюдения заданного усилия натяжения арматуры.
Недостаточное усилие натяжения снижает трещиностойкость и жесткость.
Чрезмерное усилие натяжения приводит к появлению продольных трещин.
Отклонения, допущенные в процессе производства ПН ЖБК, могут быть обнаружены только при испытании готовых изделий, поэтому в процессе производства необходимо контролировать следующие параметры:
равномерность натяжения арматуры;
степень натяжения арматуры;
надежность анкеровки арматуры в бетоне.
Существует 2 варианта контроля усилия натяжения:
усилие измеряется в процессе самого натяжения и результаты немедленно используются для регулирования процесса натяжения;
усилие измеряется после завершения процесса натяжения и фиксации полученного удлинения, и результаты не могут быть использованы для немедленного регулирования.
Натяжение арматуры можно контролировать по усилию в натяжном механизме, деформации напрягаемого элемента (прогибу или удлинению), частоте колебаний в натянутой арматуре.
4.6. Контроль напряжения арматуры по усилию в натяжном механизме.
Общее усилие натяжения рассчитывают, исходя из числа одновременно натягиваемых проволок или стержней, площади их сечения и заданного натяжения арматуры:
N=f*n*sp. (29)
Усилие можно измерять механическими динамометрами, а также при помощи натяжного домкрата и манометра.
При использовании гидродомкрата и манометра усилие натяжения оценивают по полному давлению масла на поршень гидродомкрата:
P=p*Fп, (30)
где р – давление масла в гидродомкрате;
Fп– активная площадь поршня.
4.7. Контроль натяжения по удлинению арматуры.
Этот способ основан на зависимости между напряжением и удлинением:
![]() .
(31)
.
(31)
Удлинение измеряют двумя способами:
по перемещению зажима (или) анкера в процессе натяжения;
с помощью прибора, установленного на одном из напрягаемых стержней.
4.8. Контроль натяжения по прогибу арматуры.
В основе данного метода контроля усилия натяжения лежит зависимость:
![]() ,
(32)
,
(32)
где f– величина прогиба;
Q– поперечная сила;
![]() –
длина арматурного элемента.
–
длина арматурного элемента.
Величину прогиба и поперечную силу измеряют при помощи накладных динамометров:
ПРД (без собственной базы) – пружинный динамометр, измеряет напряжение по всей длине арматурного элемента.

Рис. 25. Пружинный динамометр ПРД
ПРД – У (база прибора 600 мм) – измеряет напряжение на участке длины, принцип действия прибора аналогичен прибору ПРД.
4.9. Контроль натяжения арматуры частотным методом.
Основан на зависимости между натяжением арматуры и частотой свободных поперечных колебаний арматурного элемента:
![]() ,
(33)
,
(33)
где f– частота колебаний;
- плотность материала колеблющегося элемента;
g– ускорение свободного падения.
Для контроля усилия натяжения используются частотомеры: ИПН – 6; ЭСИН – 1Д.
Принцип работы:
Прибор устанавливают на расстоянии 5 мм от арматурного элемента.
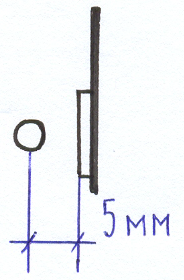
Рис. 26. Схема установки арматурного элемента и частотомера
Ударяют по арматуре и в течение 10 с. после удара снимают показания счетчика в импульсах и в Герцах (Гц).
С помощью графика определяют усилие натяжения.