

Глава 3. Конструктивное устройство базовых сборочных единиц прессов Для листовой штамповки
Эффективная работа кривошипной кузнечно-прессовой машины во многом зависит от конструкции сборочных единиц, из которых они состоят.
Основными составными частями кривошипного пресса являются: станина, привод, главный вал, маховик, муфта, тормоз, ползун с шатуном, командоаппарат, механизм наклона станины (у наклоняемых прессов).
В настоящей главе рассмотрены принципиальные конструкции сборочных единиц механических прессов для листовой штамповки.
3.1. Станина
Станина объединяет все узлы, механизмы и системы пресса в единый комплекс и замыкает на себя усилие штамповки.
Станины открытых прессов цельносварные из толстолистового проката (рис. 71).
Станина пресса, показанная на рисунке, состоит из собственно станины 1, плиты подштамповой 2, кронштейна 3, направляющих 4, 5, 6 и 8 и элементов крепежа и регулировки (позиции: 7, 9, 10, 11)..
В верхней части станины расположены: главный привод пресса, маховик, муфта, тормоз, электродвигатель главного привода, командоаппарат, тормоз маховика, цилиндры уравновешивателей ползуна, ресиверы муфты и тормоза.
В средней части станины размещены четыре задние и
две передние направляющие.
Две задние и две передние направляющие предназначены для регулировки зазоров между ползуном и станиной слева направо и спереди назад.

Рис. 71. Станина открытых прессов усилием до 1000 кН
Две задние регулируемые направляющие выполнены клиновыми.
Регулировка зазора слева направо осуществляется при помощи эксцентриковых втулок, вращая которые можно перемещать клинья относительно друг друга (на рис. 71 позиции: направляющие 4, 5, 6 и 8, клинья 7, винты 9, шпильки 10 и втулки 11). Оптимальная суммарная величина зазоров в направляющих слева направо – 0,1...0,15 мм.
Регулировка зазора спереди назад осуществляется двумя передними направляющими при помощи отжимных винтов и прижимных болтов. При регулировке направляющих выставляется также требуемая параллельность нижней плоскости ползуна относительно верхней плоскости стола станины (подштамповой плиты).Оптимальная суммарная величина зазоров в направляющих спереди назад – 0,1...0,1 5 мм.
Нижняя часть станины выполнена в виде стола, на который устанавливается подштамповая плита с Т- образными пазами для крепления инструмента.
В нише стола станины предусмотрено место для установки пневматической подушки.
В плите и столе станины, показанной в верхней части рисунка 72, имеется центральное отверстие для удаления отштампованной детали из нижней половины штампа.

Рис. 72 Станина открытых прессов усилием
свыше 1000 кН
В настоящее время при проектировании станин наиболее широко применяют современные САПР твердотельного моделирования, которые позволяют определить центр тяжести станины и ее массу (рис. 73). Определение центра тяжести необходимо для вычисления координат технологических отверстий.

Рис. 73. САПР твердотельного моделирования SolidWorks
Станина закрытых прессов разъемная (рис. 74), состоит из стола (1), траверсы (2), левой (3) и правой (4) стоек, которые напряженно соединены в единое целое четырьмя стяжными шпильками (5) навернутыми на них гайками (6).
Призматические шпонки (7), устанавливаемые в местах разъема стоек со столом и стоек с траверсой, жестко фиксируют составные части станины по осям симметрии штамповой зоны пресса, а также предотвращают возможное смещение их в моменты перегрузки пресса.

Рис. 74. Станина разъемная закрытых прессов
Стол (рис. 75) – нижний замыкающий элемент станины – является основанием пресса.
Своими опорными поверхностями стол устанавливается на фундамент и закрепляется специальными анкерными шпильками.
Закладные детали фундамента в комплект поставки не входят.
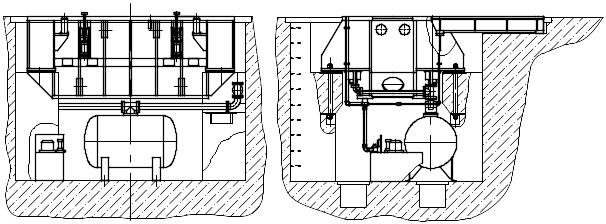
Рис. 75 Стол пресса с разъемной станиной
Траверса (рис. 76) – верхний замыкающий элемент станины – является головной частью пресса. В траверсе размещается главный привод пресса, привод командоаппарата и пневмо -, электро -, смазочная аппаратура, обеспечивающая функционирование узлов и механизмов привода.
К нижней поверхности траверсы прикреплены буксы (8) которые служат как направляющие плунжеров кривошипно-шатунных исполнительных механизмов привода.
Стойки – левая (3) и правая (4) – являются связующими элементами станины и обеспечивают устойчивость ползуна в процессе выполнения технологических операций.
Для этого на стойках установлены направляющие (9) и упорные брусы (10). В направляющих совершает ходы ползун пресса.
Необходимая величина зазоров между направляющими станины и ползуном устанавливается при помощи упорных (12) и отжимных (11) болтов.
Под каждой направляющей имеются маслосборники (13, 14), которые улавливают стекающее масло с направляющих и других механизмов ползуна.
На боковых внутренних сторонах в нижней части стоек установлены диагонально (на левой – с тыла, на правой – с фронта) блоки безопасности (15). В стойках установлены уравновешиватели ползуна, а также размещены главные органы управления прессом и большинство сигнализирующей и контролирующей аппаратуры пневматической и электрической систем пресса.
Для изготовления цельносварных станин используют толстолистовой прокат по ГОСТ14637-89. Этот стандарт распространяется на толстолистовой горячекатаный прокат из углеродистой стали обыкновенного качества, изготовляемый шириной 500 мм и более, толщиной от 4 до 160 мм включительно.

Рис. 76 Траверса пресса с разъемной станиной
При деталировке станины в чертежах листов используют при этом следующее обозначение материала, из которых они изготавливаются (рис. 77).


Рис. 77. Обозначение материала проката
Пример оформления чертежа детали, входящей в цельносварную станину, показан на рис.78.
На чертежах листов станины указываются места сварки, ее разделка, № катета шва.
В примечаниях указывают массу наплавленного металла, которую рассчитывают исходя из периметра привариваемого контура швом того или иного типа.
Объем шва получают сведением площади поперечного сечения к трехугольному виду и умножением на длину периметра. Умножая полученный объем на величину плотности для стали 0,00785 г/мм3 находим массу.
Для определения общей массы наплавленного металла необходимо сложить все рассчитанные значения и полученный результат указать в соответствующем пункте технических требований.

Рис. 78. Пример оформления чертежа детали станины
Важным моментом при проектировании кривошипных прессов является учет веса деталей, из которых он состоит. Вес всей конструкции кузнечно-прессовой машины определяется, в основном, наиболее крупными и массивными деталями – станиной и деталями исполнительного механизма.