

Глава 1. Классификация и маркировка кузнечно-прессового оборудования различного технологического назначения
Классификация и принципы маркировки кузнечно-прессового оборудования
Современные кривошипные машины подразделяют на прессы общего назначения (универсальные), специализированные и специальные (пресс-автоматы) (рис. 17).
Рис.17. Классификация кривошипных прессов |
|

Маркировка кузнечно-прессовых машин, автоматических линий (и входящих в ее состав комплексов), технологических комплексов и оборудования, входящего в технологические комплексы и линии осуществляется по следующим ниже правилам.
В основу присвоения условного обозначения модели кузнечно-прессовой машины положен принцип разделения их на виды, группы, типы, типоразмеры и модели, заимствованный из отраслевой нормали КН01-1 «Классификатор условных обозначений кузнечно-прессовых машин».
Класс кузнечно-прессовых машин подразделяется на 12 видов, которые обозначаются заглавной буквой русского алфавита.
Ниже приведены условные обозначения некоторых видов машин (табл. №1).
Таблица №1
Прессы кривошипные |
“К” |
Автоматы кузнечно-прессовые |
“А” |
Ножницы и холодноломы |
“Н” |
Вальцы ковочные |
“С” |
Прессы гидравлические и пневматические для неметаллических веществ и металлопорошков |
“Д” |
Прессы гидравлические различного назначения для металла |
“П” |
Внутри вида машины разделяются на группы и типы, имеющие цифровое условное обозначение, как будет показано ниже.
Кроме того, машины всех видов разделяются по типоразмерам. Каждый типоразмер обозначается порядковым номером в зависимости от числового значения основного параметра (для прессов номинальное усилие в кН), установленного по 10-му ряду предпочтительных чисел.
Так как отдельны виды машин могут иметь большое количество моделей, отличающихся одна от другой некоторыми параметрами технической характеристики или другим конструктивным исполнением при сохранении основных параметров, устанавливаются следующие категории машин:
базовая модель;
модификация базовой модели;
модель параллельная базовой;
модификация параллельно-базовой модели.
За базовую модель принимается одна из спроектированных моделей, предпочтительно с параметрами технической характеристики, соответствующими действующему стандарту на данный вид прессов.
В условном обозначении базовой модели первое место должна занимать буква, обозначающая вид машины, вторым знаком является обозначение группы, третьим знаком - обозначение типа, два последних знака означают типоразмер.
Марка базовой модели представлена структурной формулой (рис. 18):

Рис. 18. Маркировка базовой модели
Модификация базовой модели отличается от базовой изменением одного или нескольких параметров технической характеристики при том же конструктивном исполнении.
В условном обозначении это отличие выражается добавлением заглавной буквы русского алфавита после базового обозначения группы, типа и типоразмера.
Структурная формула модификации базовой модели (рис. 19) имеет вид:

Рис. 19. Структурная формула модификации базовой модели
Модель параллельная базовой отличается от базовой другим конструктивным исполнением при сохранении основной технической характеристики базовой модели.
В условном обозначении этой модели в отличие от базовой добавляется в порядке очередности буква русского алфавита после буквенного обозначения вида машины перед базовым обозначением группы, типа и типоразмера.
Структурная формула параллельно-базовой модели (рис. 20) имеет вид:

Рис. 20. Структурная формула параллельно-базовой модели
Модификация параллельно-базовой модели отличается от параллельно-базовой изменением одного или нескольких параметров технической характеристики при том же конструктивном исполнении.
Эта модель маркируется так же, как и параллельно-базовая с добавлением после базового обозначения группы, типа и типоразмера заглавной буквы русского алфавита (в порядке очередности).
Примеры маркировки:
1) Пресс однокривошипный простого действия закрытый, с верхним приводом усилием 3150 кН с параметрами по ГОСТ 10026-87.
Устанавливается:
вид (пресс кривошипный) -“К”;
группа (прессы двухстоечные, простого действия, однокривошипные) -“2”;
тип (с закрытой станиной, с верхним приводом) - “5”;
типоразмер (усилие 3150 кН) - “35”.
Следовательно, базовая модель должна маркироваться - К2535.
Модификация базовой модели должна маркироваться: К2535А, следующая К2535Б и т.д.
Модель параллельная базовой должна иметь марку: КА2535, следующая КБ2535 и т. д.
Модификация параллельно-базовой модели должна иметь марку: КА2535А, следующая КА2535Б и т.д., аналогично - КБ2535А, следующая КБ2535Б и т.д.
2) Пресс кривошипный горячештамповочный для штамповки в разъемных матрицах специальный усилием 5000 кН.
Устанавливается:
вид (пресс кривошипный) - “К”;
группа (горячештамповочный) - “8”;
тип (специальный) - “0”;
типоразмер (усилие 5000 кН) - “37”.
Следовательно, базовая модель должна маркироваться: К8037.
3) Пресс механический для холодного выдавливания металла, специальный, усилием 6300 кН.
Устанавливается:
вид (пресс кривошипный) - “К”;
группа (специальный) - “0”;
тип (специальный) - “0”;
типоразмер (усилие 6300 кН) - “38”.
Следовательно, базовая модель должна маркироваться: К0038.
4) Кузнечно-прессовые линии объединяются в подкласс, который обозначен заглавной буквой.
Линии, изготовляемые на предприятии, разделены в зависимости от исходного материала и технологии обработки на группы, обозначенные заглавными буквами:
- листоштамповочные - “Л”;
- горячештамповочные - “Г”.
Марка линии составляется из условного кода предприятия “К04” (для ЗАО «Тяжмехпресс» – Воронеж), обозначения подкласса, обозначения группы и двухзначного порядкового регистрационного номера.
Структурная формула автоматической линии (рис. 21) имеет вид:
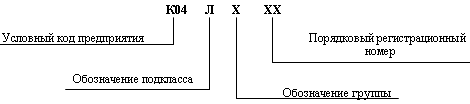
Рис. 21. Структурная формула автоматической линии
Пример маркировки автоматической линии для горячей штамповки балок передней оси
Устанавливается:
- условный код предприятия - “К04”;
- группа по исходному материалу - “Г”;
- регистрационный номер - “02”.
Следовательно, линия должна маркироваться:
К04. ЛГ02.
Следующая в порядке регистрации автоматическая линия для производства дисков колес из листового проката соответственно должна маркироваться: К04.ЛЛ03.
1.2. Условное обозначение комплекса, входящего в линию и не имеющего самостоятельной маркировки.
Обозначение комплекса, входящего в линию и не имеющего самостоятельной маркировки строится из обозначения линии с добавлением порядкового номера этого комплекса в составе линии.
Структурная формула комплекса, входящего в линию (рис. 22) имеет вид:

Рис. 22. Структурная формула обозначения комплекса, входящего в состав автоматической линии
Пример маркировки комплексов, входящих в состав линии К04.ЛГ02:
- первый комплекс для штамповки балок на КГШП должен маркироваться: К04.ЛГ02.1;
- второй комплекс для обрубки облоя на обрезном прессе должен маркироваться: К04.ЛГ02.2.
Если в составе линии используются замаркированные комплексы или оборудование, унифицированное из других линий, то за ними сохраняется первичная маркировка.
1.3. Условное обозначение автоматизированного технологического комплекса.
Условное обозначение автоматизированного технологического комплекса. состоящего из пресса, средств механизации и автоматизации и другого комплектующего оборудования, строится на основе полного условного обозначения пресса, на базе которого составлен комплекс. Перед обозначением пресса добавляется условное буквенное обозначение комплекса - “АК”. После обозначения пресса добавляются два цифровых знака. Первый знак означает группу исходного материала, из которого на комплексе изготавливается деталь. Обозначение групп заимствовано из классификатора кузнечно-прессовых линий, разработанного ЦБКМ НПО «КУЗМАШ» в 1979 году, согласно которому:
группа 1 - листовой прокат в рулонах;
группа 2 - листовой прокат;
группа 3 - сортовой прокат;
Второй знак является порядковым номером модели комплекса на базе одного пресса.
Пример маркировки автоматизированного комплекса для штамповки поковок на кривошипном горячештамповочном прессе усилием 25000 кН.
Устанавливается:
марка пресса - “КБ8544”;
группа по исходному материалу (сортовой прокат) - “3”;
порядковый номер модели комплекса на базе пресса КБ8544 - “2”;
Следовательно, комплекс должен маркироваться: АККБ8544.32.
Средства механизации и автоматизации:
все околопрессовые средства механизации и автоматизации разделены на виды по их конструктивному и технологическому назначению и принадлежности к определенной группе прессов:
устройство загрузки к однокривошипным прессам;
устройство выгрузки к однокривошипным прессам;
устройство загрузки к двухкривошипным прессам;
устройство выгрузки к двухкривошипным прессам;
устройство загрузки к четырехкривошипным прессам;
устройство выгрузки к четырехкривошипным прессам;
устройство загрузки к однокривошипным прессам двойного действия;
устройство выгрузки к однокривошипным прессам двойного действия;
устройство загрузки к двухкривошипным прессам двойного действия;
устройство выгрузки к двухкривошипным прессам двойного действия;
устройство загрузки к четырехкривошипным прессам двойного действия;
устройство выгрузки к четырехкривошипным прессам двойного действия;
устройство загрузки к горячештамповочным и чеканочным прессам;
устройство выгрузки к горячештамповочным и чеканочным прессам;
устройство загрузки к обрезным прессам;
устройство выгрузки к обрезным прессам;
разные ус тройства (транспортеры, подъемные столы и т. д.);
средства механизации и автоматизации.
Марка оборудования составляется из условного кода предприятия “К04”, трехзначного числа - регистрационного порядкового номера и обозначения вида оборудования.
Пример маркировки валковой подачи к прессу однокривошипному закрытому простого действия:
Устанавливается:
порядковый номер по регистрационному журналу - “184”;
условное обозначение вида - “2.1”;
Следовательно, марка подачи: К04.184.2.1.