

2.2. Особенности конструкции однокривошипных открытых прессов
Далее будут рассматриваться прессы листовой штамповки, относящиеся к прессам простого действия: открытого и закрытого типов. Прессы простого действия, в отличие от прессов двойного и тройного действия, имеют один движущийся ползун и применяются для самых разнообразных штамповочных работ (рис. 29, а).
Прессы двойного действия имеют два независимо движущихся ползуна и применяются для вытяжных работ (схема штамповки на рис. 29, б).
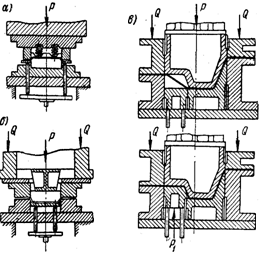
Рис.29. Схемы штамповки на прессах различного типа:
а — простого действия; б — двойного действия;
в — тройного действия
Прессы тройного действия имеют два верхних и один нижний ползун, производящий вытяжку в обратном направлении (рис. 29, в), или два ползуна и движущийся навстречу стол.
Первые применяются для сложной глубокой вытяжки деталей, а вторые − для производства сдвоенной или строенной глубокой вытяжки.
В зависимости от условий работы и вида применяемой заготовки кривошипные прессы имеют станины различной формы и расположения: вертикальную, горизонтальную, наклонную, одностоечную и двухстоечную.
Одностоечные прессы имеют кривошипно-шатунный механизм на консольном конце рабочего вала; они открыты спереди и с боков и предназначены для работы с полосовым материалом, а также со штучными заготовками.
Кривошипные одностоечные прессы изготовляют с неподвижным, поворотным или подъемным столом.
Двухстоечные прессы имеют кривошипно-шатунный механизм, расположенный между двумя коренными подшипниками.
Кривошипные прессы просты по конструкции, сравнительно дешевы, надежны в работе; их обслуживание и ремонт не требуют больших затрат. Однако они отличаются небольшой величиной рабочего хода и не допускают перегрузки, которая может привести к аварии пресса.
Наиболее широко распространены однокривошипные прессы простого действия открытого и закрытого типа (рис.30).
Кривошипные прессы называются открытыми, если имеется свободный доступ к штамповому пространству спереди и с боков станины.
Но такие прессы отличаются сравнительно низкой жёсткостью. Это является существенным недостатком открытых прессов.
Кривошипные прессы просты по конструкции, обладают большой универсальностью, широким диапазоном технологических возможностей и высокой производительностью.
До 80% парка кривошипных машин составляют открытые прессы.
|
|
а) однокривошипный открытый пресс |
б) однокривошипный закрытый пресс |
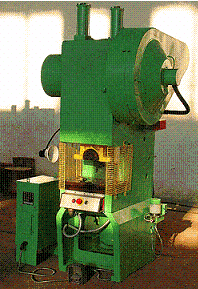
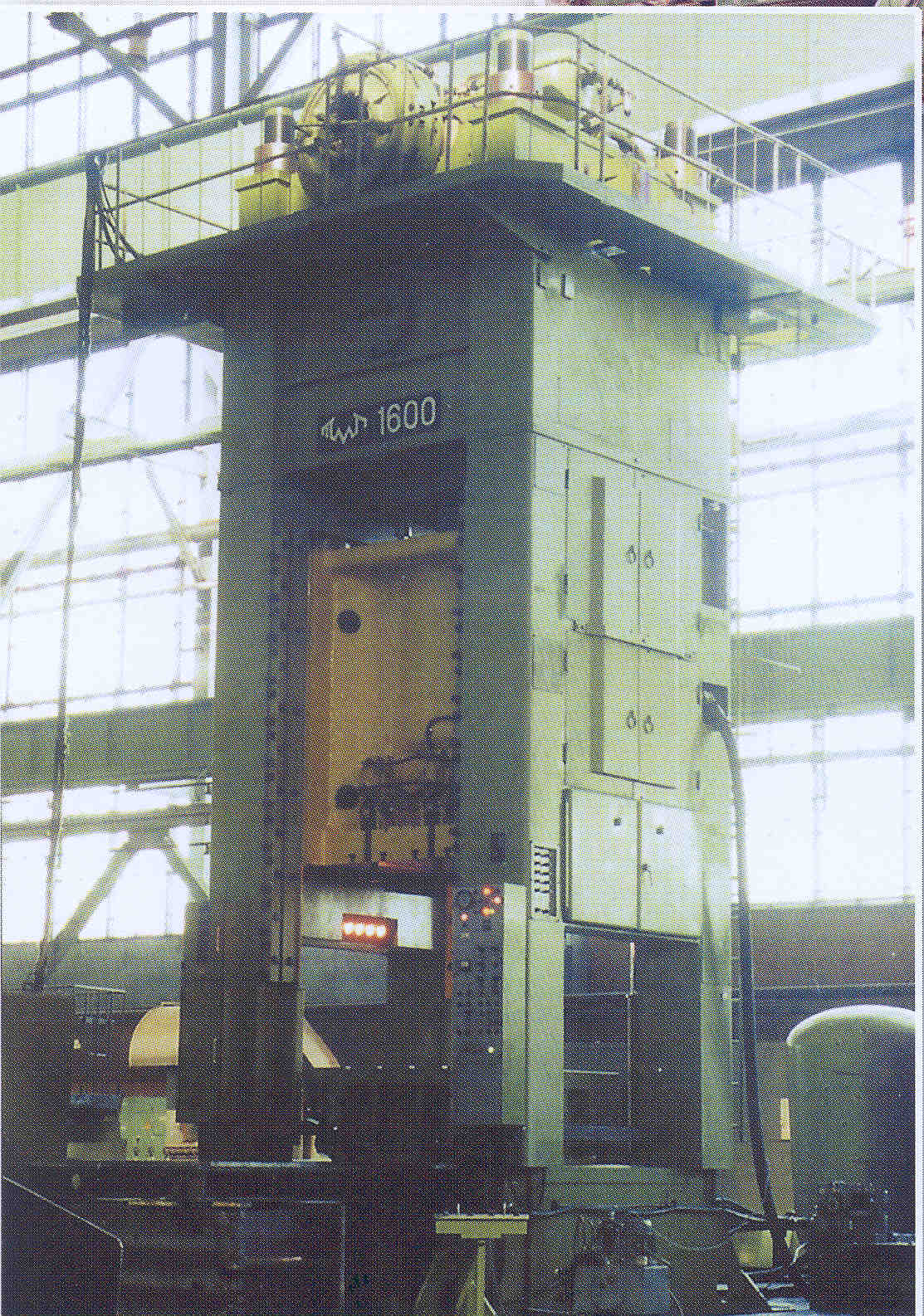
Рис. 30. Основные типы прессов, применяемых в листовой штамповке
Параметры однокривошипных открытых прессов регламентируются ГОСТ9408-89Е, в соответствии с которым однокривошипные открытые прессы изготавливают номинальной силой 25…4000 кН и числом ходов ползуна в минуту соответственно 36-224.
Однокривошипные открытые прессы выполняют в трех модификациях: с уменьшенными, нормальными и увеличенными размерами стола. Соответственно может изменяться и быстроходность прессов.
Рассмотрим конструктивное устройство открытых прессов листовой штамповки на следующем примере (рис. 31).
а - общий вид, б - схема; 1 - стол, 2 - матрица, 3 - пуансон, 4 - маховик, 5 - кривошипно-шатунный механизм, 6 - ползун, 7 - направляющие
|
1 - станина; 2 - стойки; 3 - ползун; 4 - направляющие ползуна; 5 - шатун; 6 - коленчатый вал; 7 - маховик; 8 - тормоз; 9 - электродвигатель; 10 - винт |
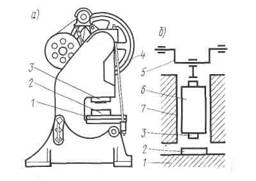
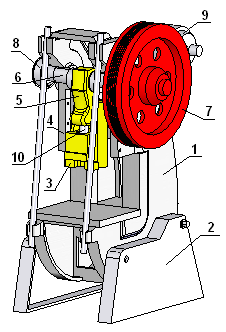
Рис. 31. Конструктивное устройство открытых прессов
Рассматриваемый пресс относится к универсальным прессам и предназначается для выполнения операций холодной листовой штамповки: вырезки, вырубки, просечки, гибки, неглубокой вытяжки, отбортовки и др.
Для облегчения удаления с пресса отходов или изделий станине пресса может придаваться наклонное положение.
Станина пресса 1 (см. рисунок) установлена на стойках 2. Ползун пресса 3 перемещается в направляющих 4 и соединён с коленчатым валом 6 при помощи шатуна 5.
Пресс оснащён автоматом включения 8, позволяющим производить работу одиночными и непрерывными ходами.
Педальное управление используется для включения и выключения пресса при штамповке из длинных заготовок, двухкнопочное управление – для штамповки из штучных заготовок.
Электродвигатель 9, установленный на подмоторной плите, передаёт движение маховику 7 через клиноременную передачу. Регулировка натяжения ремней производится с помощью винта..
Быстроходные прессы (рис. 32) имеют наиболее простой главный привод, в котором от электродвигателя 7 движение передается на маховик 5, смонтированный на подшипниках, непосредственно на главном валу 17, расположенном в опорах станины 2.
В маховик встроена фрикционная муфта 15, а на другом конце главного вала расположен фрикционный тормоз 13.
Муфта и тормоз оборудованы электропневматической системой управления 14.
При включении пресса отключается тормоз, освобождая главный вал, и только после этого включается муфта, обеспечивая передачу движения на главный вал пресса. В процессе остановки ползуна вначале отключается муфта, и только затем включается тормоз.
Такая последовательность срабатывания фрикционных узлов необходима для исключения возможности одновременного их срабатывания и вызванного этим интенсивного износа фрикционных элементов.
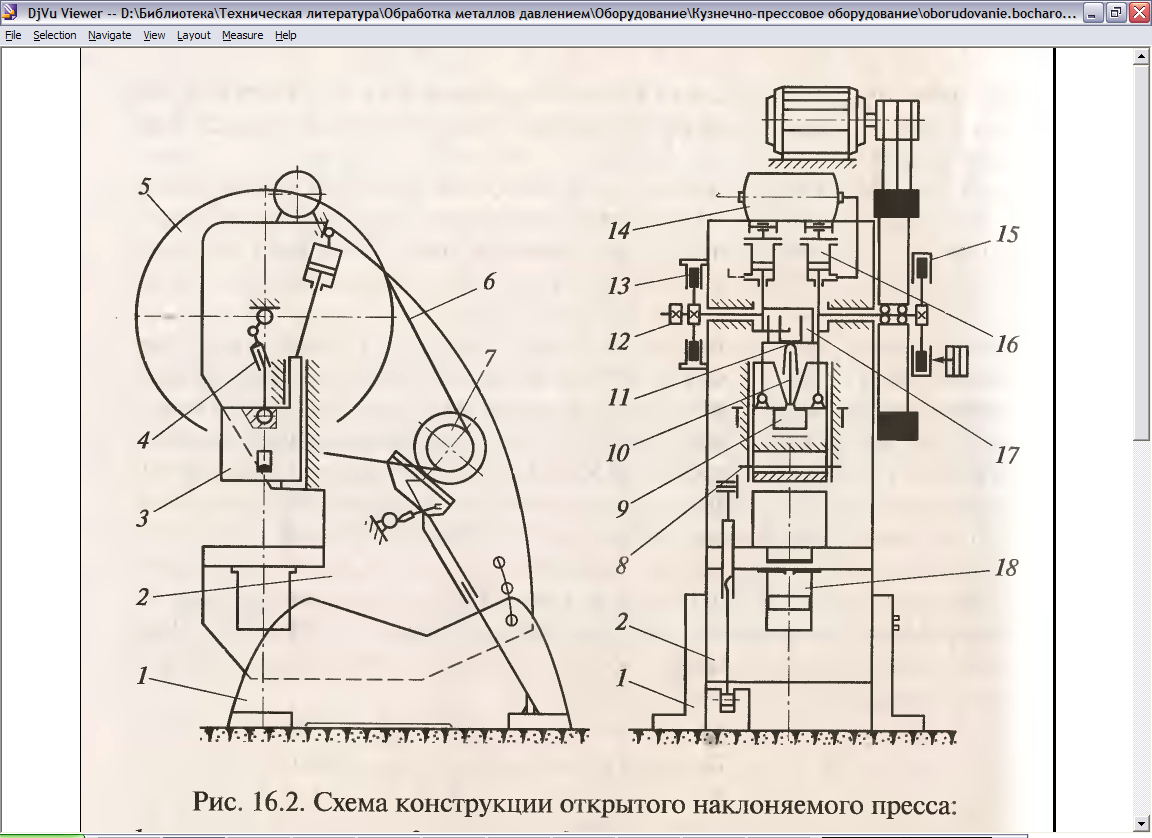
Рис. 32. Кинематическая схема пресса однокривошипного открытого
В современных открытых прессах применяют сблокированные узлы муфты-тормоза, обеспечивающие требуемую последовательность срабатывания фрикционных узлов.
Для этого муфта и тормоз монтируются на станине со стороны маховика, а другой конец главного вала оснащается элементами привода 12 средств автоматизации.
В прессах с быстроходностью до 63 ходов в минуту и номинальной силой 63 кН, применяют одноступенчатую зубчатую передачу с расположением маховика на приемном валу, а сблокированные муфты и тормоз – на главном валу. Главный исполнительный механизм открытых прессов четырехзвенный кривошипно-ползунный.
Шатуны кривошипно-шатунного механизма изготавливают разъемными, состоящими из корпуса и винта, имеющего сферическую головку в ползуне.
При регулировке закрытой высоты пресса ввертыванием и вывертыванием винта в корпус шатуна меняется длина шатуна, что отражается на кинематических параметрах главного исполнительного механизма.
Ползуны выполняют коробчатой формы с вынесенными V-образными или прямоугольными направляющими. Для повышения точности перемещения ползуна длину ползуна стремятся увеличить.
Открытые прессы снабжают механизмами регулировки величины хода ползуна. В открытых прессах усилием более 160 кН устанавливают уравновешиватели ползуна 16 и предохранители от перегрузки. Прессы снабжают жесткими выталкивателями 8 в ползуне для верхней половины штампа или пневматическим для более крупных прессов.
Нижним выталкивателем часто служит пневматическая подушка 18. Пресс может быть использован для работы, как на одиночных, так и на автоматических ходах при оснащении его автоматической подачей.
Открытые прессы могут быть одностоечными и двухстоечными.
В одностоечных прессах станины выполняют с Т-образным или коробчатым сечением, замкнутым или незамкнутым с наружной стороны станины. Одностоечные прессы могут быть с неподвижным и регулируемым по высоте столом.
Во втором случае увеличивается диапазон изменения штампового пространства по высоте.
Однако такая конструкция стола снижает жесткость пресса и точность взаимного положения частей штампов, поэтому эти прессы находят ограниченное применение. Одним из производителей однокривошипных прессов на территории Российской Федерации является ОАО «Барнаульский завод механических прессов».
Машины этой фирмы (рис. 33) обладают следующими конструктивными особенностями:
- сварная стальная станина (внутренние напряжения в сварных швах стабилизированы термической обработкой);
- стол станины имеет увеличенные размеры окна для проваливания штампуемых деталей;
- привод двухступенчатый (клиноременная и зубчатая передачи) с расположением валов перпендикулярно фронту пресса (зубчатые колеса помещены в специальном отсеке станины);
- муфта и тормоз с фрикционными дисками с металлокерамическим покрытием, работающими в масляной ванне, имеют высокую долговечность (исключено выделение вредных веществ в окружающую среду);
- управление муфтой и тормозом - электропневматическое, посредством сдвоенного пневмораспределителя, двуручное - от кнопок, расположенных на стационарном или переносном пульте, а также от педали;
- ползун имеет 8 удлиненных направляющих поверхностей и увеличенные в плане размеры, позволяющие устанавливать крупногабаритные штампы (два пневматических цилиндра уравновешивают вес ползуна со штампом);
- гидравлический предохранитель от перегруза вмонтирован в ползун;
- выталкиватель в ползуне – механический;
- система смазки - жидкая циркуляционная.
Дополнительно прессы могут оснащаться: пневматической подушкой в столе; подачей и правильно-разматывающим устройством для штамповки из ленты; защитным ограждением.


Рис. 33, Однокривошипные открытые прессы
Прессы производства открытого акционерного общества "Сальский завод кузнечно-прессового оборудования", основанного в 1906 году предпринимателем М. Фогелем, выпускаются усилиями от 250 до 800 кН (рис. 34).




Рис. 34. Однокривошипные открытые прессы ОАО «Сальский завод кузнечно-прессового оборудования»
На базе данных прессов предприятие изготавливает автоматизированные штамповочные комплексы и линии (рис. 35).

Рис. 35. Комплекс автоматизированный
Комплексы предназначены для выполнения следующих операций: размотка ленты из рулона и ее правка, подача ленты в зону штамповки и ее смазка, штамповка деталей, резка отходов ленты на мерные длины.
Механические прессы Ивано-Франковского предприятия "КарпатПрессмаш" (Украина) усилием от 250 до 10000 кН открытого (рис. 36) и закрытого типа предназначены для разнообразных операций холодной штамповки.
Специализацией предприятия «КарпатПрессмаш» является проектирование, изготовление и поставка механических прессов открытого и закрытого типов, однокривошипных и двухкривошипных, простого и двойного действия, комплексов на их базе и автоматических линий.
Наличие у ползуна 8-ми направляющих обеспечивает высокую геометрическую точность пресса. Благодаря увеличенной рабочей зоне на прессе можно выполнять многопереходную последовательную штамповку.





Рис. 36. Прессы однокривошипные открытые
«КарпатПрессмаш» (г. Ивано-Франковск, Украина)
Конструкция пресса предусматривает возможность установки механизма автоматической подачи материала.
Для обеспечения прижатия листовой заготовки при вытяжке и выталкивании готового изделия из штампа после окончания технологической операции пресс может оснащаться пневмоподушкой.
На базе прессов открытого типа усилием 1600 и 2500 кН завод изготавливает автоматизированные комплексы оборудования для холодней штамповки деталей из ленточного материала. Конструкция станины прессов простого действия цельносварная, двойного действия - составная.
На рабочую поверхность станины прессов устанавливается плита с специальными Т-образными пазами для крепления инструмента. В нижней части рабочего органа пресса - ползуна, выполнены Т-образные пазы и центрирующее отверстие для крепления верхней части штампа.
Для устранения зазоров в кривошипно-шатунном механизме прессов и не допущения самопроизвольного опускания ползуна (тем более при обрыве шатуна), а также для снижения затрат электроэнергии в прессах предусмотрены уравновешиватели.
Быстродействующая муфта-тормоз оснащена фрикционными тормозными накладками. Регулировка штампового пространства и величины хода ползуна производится механическим путем от индивидуальных электроприводов.
Прессы оборудованы:
- защитным устройством рабочей зоны, сблокированным с рабочим ходом ползуна пресса;
- предохранителем, предотвращающим поломку пресса при превышении номинального усилия, сблокированным со световой сигнализацией на пульте управления;
- рольгангом для облегчения установки и снятия штампов;
- механическим выталкивателем готовых деталей;
- устройством отбора мощности для установки средств автоматизации и механизации;
- централизованной системой смазки с дозированной подачей в точки смазки пресса.
Для обеспечения прижатия листовой заготовки при вытяжке и выталкивании готового изделия из штампа все прессы дополнительно оснащены пневматическими подушками.
В конструкции прессов моделей КС - с валом, перпендикупярным фронту пресса, наличие восьми направляющих обеспечивает высокую геометрическую точность таких прессов.
Вследствие увеличенной рабочей зоны на прессах КС можно выполнять многопереходную последовательную штамповку.
Увеличенный размер стола пресса КС3135 обеспечивает получение деталей больших габаритов.
Прессы КГ и КТ предусматривают возможность установки механизмов автоматической подачи материала.
На прессе двойного действия КГ5530 кроме глубокой вытяжки можно одновременно производить вырубку по контуру.
Прессы КГ усипием 1600 и 2500 кН являются базовыми для изготовления автоматизированных комппексов.
Среди зарубежных фирм к наиболее крупным производителям можно также отнести тайваньскую фирму Ching Fong.
Тайванская компания Chin Fong Machine Industrial Co занимается производством кривошипных, гидравлических прессов и кузнечного оборудования с 1980 года.
Практически вся продукция продается на экспорт и имеет сертификат ISO 9001.
Прессы серии OCP (рис. 37).
Универсальные однокривошипные прессы серии OCР простого действия с C-образной станиной и открытой задней частью предназначены для разнообразных задач штамповочного производства как в режиме одиночных, так и в режиме непрерывных ходов. Они могут использоваться в штучном производстве для выполнения операций пробивки, обрезки, вырубки, гибки, формовки, неглубокой вытяжки и т. д. В настоящее время в мире эксплуатируется более 12000 прессов серии ОСР. Прессы выпускаются с номинальным усилием от 25 до 260 тс.


Рис. 37.
Прессы серии G1 (рис. 38).
Прессы этой серии изготавливаются на базе прессов серии ОСР и отличаются оснащением в стандартной конфигурации различными устройствами автоматизации, например, устройствами подачи заготовок.
Прессы оснащаются устройствами быстрой смены штампов, фотоэлементами защиты оператора в рабочей зоне, пневмоподушками и виброопорами.
Прессы выпускаются с номинальным усилием от 80 до 200 тс.

Рис. 38.
Они могут быть оснащены различными средствами автоматизации с приводом от ползуна пресса, например: валковыми подачами; валковыми подачами с сервоприводом; правильно-разматывающими устройствами с контроллерным управлением; загрузочными устройствами с роботами-манипуляторами; грейферными подачами; загрузчиками с пневматическим приводом, смонтированным на станине пресса; магазинными устройствами с поштучной выдачей заготовок на позицию загрузки и т.п.
Прессы серии G2.
Универсальные двухкривошипные прессы простого действия серии G2 с C-образной станиной предназначены для выполнения практически всех операций листовой штамповки (рис. 39).
Основные области применения: производство кожухов электродвигателей, деталей для автомобильной промышленности, бытовых приборов, панелей для мебели, кронштейнов, корпусов для компьютеров, рамок для динамиков, велосипедных цепей, шасси для аудио и видео аппаратуры, источников питания и т.д.
Прессы выпускаются с номинальным усилием от 110 до 250 тс.
Прессы серии GL1 представляют собой однокривошипные прессы с механизмом выравнивания скорости (рис. 40.)
Рис. 39. |
Рис. 40. |


Данный механизм позволяет изменять значение скорости ползуна на ходе вниз с целью снижения шума и вибрации, а так же позволяет повысить производительность.
Так, обычный кривошипно-ползунный механизм позволяет получить производительность пресса около 20%, в то время как используемый в прессах этой серии механизм позволяет увеличить производительность до 40%
Однокривошипные открытые прессы производства Воронежского ОАО «Тяжмехпресс» (рис. 41, рис. 42, рис. 43) применяются для изготовления из ленточного, полосового и листового материала деталей с использованием различных операций холодной штамповки: вырубки, пробивки, неглубокой вытяжки, гибки и др.
Однокривошипные прессы производства ОАО «Тяжмехпресс» обладают существенными конструктивными преимуществами, что отражено в кинематических схемах прессов различного номинального усилия (рис. 44- табл. №4, рис. 45-табл. №5).
Привод прессов усилием до 1000 кН имеет следующие характерные элементы (рис. 42):
− в конструкции привода прессов усилием до 1000 кН одноступенчатый зубчатый редуктор отсутствует (рис. 46;
− передача крутящего момента со шкива двигателя происходит сразу на эксцентриковый вал посредством клиноременной передачи;
− смазка подшипников скольжения опор эксцентрикового вала и верхней головки шатуна, подшипников качения опор вала маховика и маховика, а также зубчатого зацепления – периодическая жидкая от централизованной системы.
В конструкции прессов большего усилия для передачи крутящего момента предусмотрен односторонний зубчатый редуктор (рис. 47).
Отличительной особенностью привода прессов усилием более 1000 кН (рис. 43) является наличие механизма изменения радиуса кривошипа, позволяющего менять ход ползуна в широких пределах (рис. 47).
|
|
|
||
а) |
б) |
в) |
||
|
|
|
||
г) |
д) |
|
||




Рис. 41. Прессы однокривошипные простого действия производства ОАО «Тяжмехпресс»
Рис. 42. Пресс однокривошипный открытый простого действия усилием 1000 кН
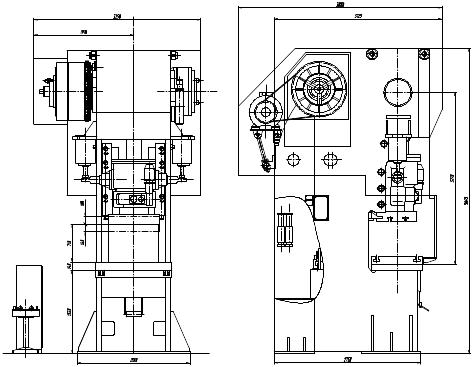
Рис. 43. Пресс однокривошипный открытый простого действия усилием 8000 кН
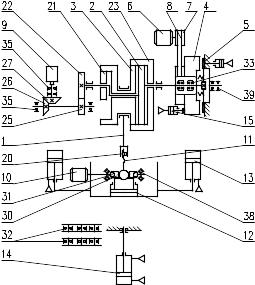
Рис. 44. Схема кинематическая однокривошипных прессов усилием до 1000 кН
Элементы схемы, показанные на рис. 44
Таблица №3
Позиция |
Наименование |
Позиция |
Наименование |
1 |
Шатун |
25 |
Колесо |
2 |
Вал эксцентриковый |
26 |
Колесо коническое |
3 |
Втулка эксцентриковая |
27 |
Шестерня коническая |
4 |
Маховик |
28 |
Шестерня |
5 |
Муфта |
29 |
Колесо |
Тормоз |
30 |
Колесо червячное |
|
6 |
Электродвигатель |
31 |
Червяк |
7 |
Шкив |
|
|
8 |
Ремень |
|
|
9 |
Командоаппарат |
|
|
10 |
Мотор-редуктор |
|
|
11 |
Винт регулировочный |
|
|
12 |
Гидроцилиндр |
|
|
13 |
Пневмоцилиндр |
|
|
14 |
Пневмоцилиндр |
|
|
15 |
Пневмоцилиндр |
|
|
16 |
Винт регулировочный |
|
|
17 |
Гидроцилиндр |
|
|
18 |
Пневмоцилиндр |
|
|
19 |
Колесо зубчатое |
|
|
20 |
Гайка |
|
|
21 |
Шестерня |
|
|
22 |
Колесо |
|
|
23 |
Венец |
|
|
24 |
Шестерня |
|
|
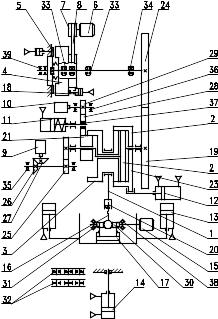
Рис. 45. Схема кинематическая однокривошипных прессов усилием свыше 1000 кН
Элементы схемы, показанные на рис. 45
Таблица №4
Позиция |
Наименование |
Позиция |
Наименование |
1 |
Шатун |
24 |
Шестерня |
2 |
Вал эксцентриковый |
25 |
Колесо |
3 |
Втулка эксцентриковая |
26 |
Колесо коническое |
4 |
Маховик |
27 |
Шестерня коническая |
5 |
Муфта |
28 |
Шестерня |
Тормоз |
29 |
Колесо |
|
6 |
Электродвигатель |
30 |
Колесо червячное |
7 |
Шкив |
31 |
Червяк |
8 |
Ремень |
|
|
9 |
Командоаппарат |
|
|
10 |
Мотор-редуктор |
Подшипники качения |
|
11 |
Пневмоцилиндр |
32 |
80204 ГОСТ7242-81 |
12 |
Пневмоцилиндр |
33 |
3530 ГОСТ5721-75 |
13 |
Пневмоцилиндр |
34 |
3630 ГОСТ5721-75 |
14 |
Пневмоцилиндр |
35 |
80205 ГОСТ7242-81 |
15 |
Мотор-редуктор |
36 |
7206ТУ37.006.162-89 |
16 |
Винт регулировочный |
37 |
60110 ГОСТ7242-81 |
17 |
Гидроцилиндр |
|
|
18 |
Пневмоцилиндр |
|
|
19 |
Колесо зубчатое |
|
|
20 |
Гайка |
|
|
21 |
Шестерня |
|
|
22 |
Колесо |
|
|
23 |
Венец |
|
|
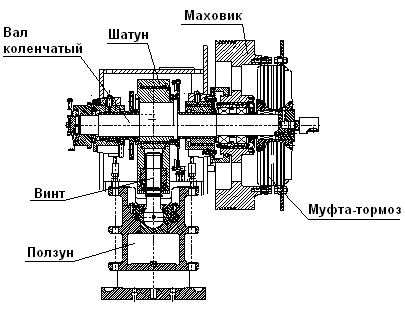
Рис. 46. Конструктивное устройство привод прессов усилием до 1000 кН
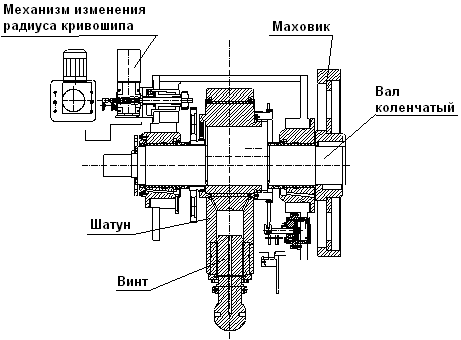
Рис. 47. Конструктивное устройство привода прессов усилием более 1000 кН