

Прессы двух- и четырехкривошипные
Для крупногабаритных листовых деталей применяются двух- и четырехкривошипные прессы простого действия со станинами открытого и закрытого типов.
Двухкривошипные прессы (рис. 56) изготавливают с номинальным усилием 1000-2500 кН, а со станинами закрытого типа – до 8000 кН.
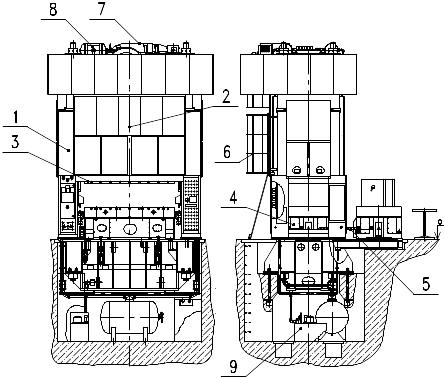
Рис. 56. Общий вид пресса двухкривошипного
закрытого типа
Конструктивно пресс, показанный на рис. 56, подразделяется на следующие составные части: станина (1), привод главный (2), ползун (3), стол выдвижной (4), путь рельсовый (5), ограждение и лестница (6), оборудование электрической системы (7), оборудование пневматической системы (8), оборудование системы смазки (9).
Прессы двухкривошипные закрытые изготавливаются в соответствии с параметрами, установленные ГОСТ 7766-88 и предназначены для изготовления из листового материала средних и крупных деталей, требующих вырубки, гибки, формовки, неглубокой вытяжки и других операций холодной штамповки.
Прессы закрытого типа с двухстоечной станиной различаются по числу и расположению коленчатых валов; по конструкции кривошипно-шатунного механизма; по конструкции привода (числу зубчатых колес, их расположению в приводе).
При выборе пресса необходимо знать параметры и размеры штампового пространства в соответствии со схемой, представленной на рис. 57.
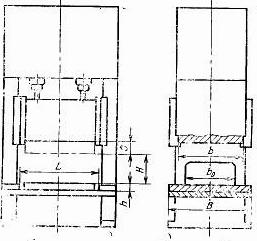
Рис. 57. Конструктивные параметры
двухкривошипных закрытых прессов
Конструкция разъемной станины для двухстоечных двухкривошипных прессов показана на рис. 58.
В нее входят следующие основные части: основание 1, две стойки 2, головка 3 станины, подштамповая плита 11, шпонки соединительные 10.
Станины изготовляют литыми или сварными, вторые наиболее распространенные.
Станины закрытых прессов состоят из четырех составных частей – стола с подштамповой плитой, двух боковых стоек, верхней траверсы или головки пресса, стяжных болтов с гайками, служащих для связи и затяжки перечисленных частей.
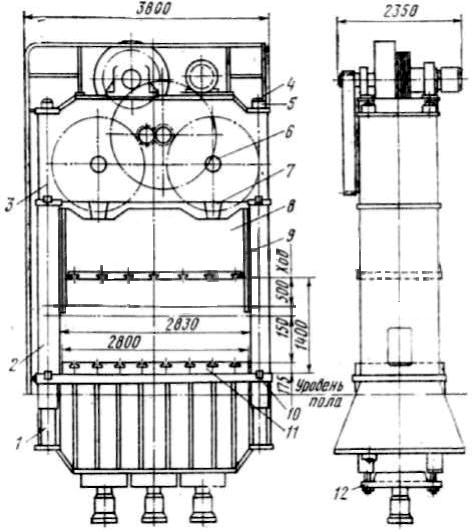
Рис. 58. Пресс двухкривошипный закрытого типа
Равномерное нагружение зубчатых колес по ширине зуба позволяет обеспечить двухсторонний привод, чем повышается износостойкость зубчатых колес, достигаются симметричные нагрузки на главный вал и его опоры в головке пресса, снижаются скручивающие главный вал пресса напряжения, которые распределяются на более коротких участках.
В конструкциях приводных механизмов преобладают приводы с короткими поперечно расположенными относительно фронтальной стороны пресса валами. Этим обеспечивается увеличенная жесткость механизма привода и некоторое снижение его веса. Предпочтение при этом отдается шестерне-эксцентриковому типу привода.
Основание, стойки, головка соединяются между собой стяжными болтами 4 и гайками 5. Болты при сборке в средней своей части подогревают горелками или электронагревателем. Болты при нагреве удлиняются, в таком состоянии их затягивают гайками 5; постепенно остывающие болты стягивают части станины. Натяг обеспечивает «нераскрытие» стыков между частями станины во время штамповки.
На стойках 2 крепятся направляющие 9 для ползуна 8. Ползун с помощью пневматических уравновешивателей подвешивается к головке станины. Шатуны 7 связаны с коленчатым валом 6.
К нижней плоскости основания крепятся подушки 12 для вытяжки и выталкивания изделий.
В головке пресса монтируется привод, состоящий из пневмофрикционной муфты с тормозом (на первом валу) и промежуточных валов с зубчатой передачей.
Двухкривошипные прессы в настоящее время производят многие прессостроительные фирмы мира.
Так, например, механические двухкривошипные прессы серии S2 китайской фирмой Chin Fong (рис. 59). Наиболее эффективно двухкривошипные прессы применяются в современной автомобильной промышленности для изготовления крупногабаритных кузовных деталей.

Рис. 59. Прессы двухкривошипные закрытые ф. Chin Fong
Выпускаемое немецкой фирмой Erfurt (в настоящее время фирма входит в группу SCHULER) прессовое оборудование (рис. 60) можно разделить на три группы:
- малые прессы типа ЭП-100, РЕЕ-160, РКZ-250, PKZZi-315 усилием от 75 до 315тс и с размерами стола от 900х700мм до 2500х1400мм
- средние прессы типа PKZ-400, PKZVi-500, PKZ-iv-630 усилием от 400 до 630тс и с размерами стола от 1320х1000мм до 2800х1500мм
- крупные прессы типа PKZe-800, PKZVi-1250 усилием от 800 до 1250тс и с размерами стола от 1300х1650мм до 4000х2500мм.
Немецкая фирма Müller Weingarten AG является разработчиком и производителем современного технологичного оборудования для штамповки, ковки и литья под высоким давлением различных металлов.
Начав в 1866 году с изготовления швейных машин, в настоящее время компания является мировым лидером по производству различных типов кузнечно-прессового оборудования.



Рис. 60. Прессы механические немецкой фирмы Erfurt
Разработка и проектирование тяжелых механических прессов для штамповки металла в автомобильной промышленности является основным видом деятельности для компании Müller Weingarten. Подразделение фирмы, отвечающее за тяжелые механические прессы имеет наибольший объем продаж и концентрирует свое внимание на рынках Европы, Северной Америки и Азии.
Двухкривошипные прессы фирма Müller Weingarten AG выпускает номинальным усилием от 4 МН до 30 МН (рис. 61.
|
|
|



|
|


Рис. 61. Прессы двухкривошипные закрытые
производства фирмы Müller Weingarten AG
Прессовые линии фирмы Müller Weingarten AG для производства крупногабаритных кузовных конструкций используются производителями автомобилей и их поставщиками во всем мире.
Компания «Ками-Металл», входящее в производственно-торговое объединение «Ками-Станкоагрегат», с 2001 года занимается производством и поставками металлорежущего, заготовительного и кузнечно-прессового оборудования (рис. 62).

Рис. 62. Пресс двухкривошипный закрытый
Механические двухкривошипные прессы серии JM36 , предлагаемые этой фирмой, являются высокоточными прессами с закрытой станиной, электронной регулировкой высоты и гидравлической системой защиты от перегрузки, предназначены для выполнения операций холодной штамповки: вырубки, пробивки, гибки, неглубокой вытяжки.
На рабочей плоскости стола закреплена подштамповая плита с Т-образными пазами.
Сварная станина пресса обладает высокой прочностью, что обеспечивает высокую точность работы.
Четырехгранные направляющие со специальным бронзовыми пластинами обеспечивают мягкий и тихий ход ползуна.
Использование электроники, позволяет заблокировать подвижную рабочую часть пресса в любой позиции.
Прессы оснащены многофункциональной системой управления с датчиком предварительной установки количества ходов.
По отдельному заказу прессы комплектуются устройством автоматической подачи заготовки, штампами и системой автоматического управления, что позволяет создать автоматическую линию штамповки.
Крупнейшим производителем двухкривошипных закрытых прессов (рис. 63) на территории Российской Федерации является в настоящее время Воронежское ОАО «Тяжмехпресс».
Схема кинематическая двухкривошипного пресса конструкции ОАО «Тяжмехпресс», одного из представителей гаммы двухкривошипных прессов, показана на рис. 64.
|
|
|
а) |
б) |
в) |
|
|
|
г) |
д) |
е) |
|
|
|
ж)_ |
з) |
и) |
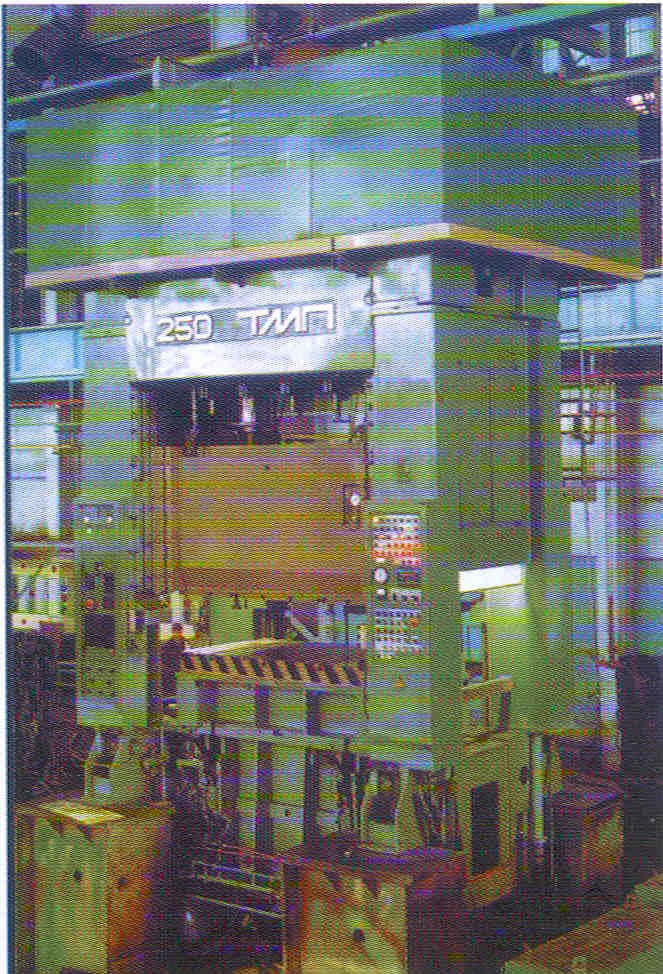
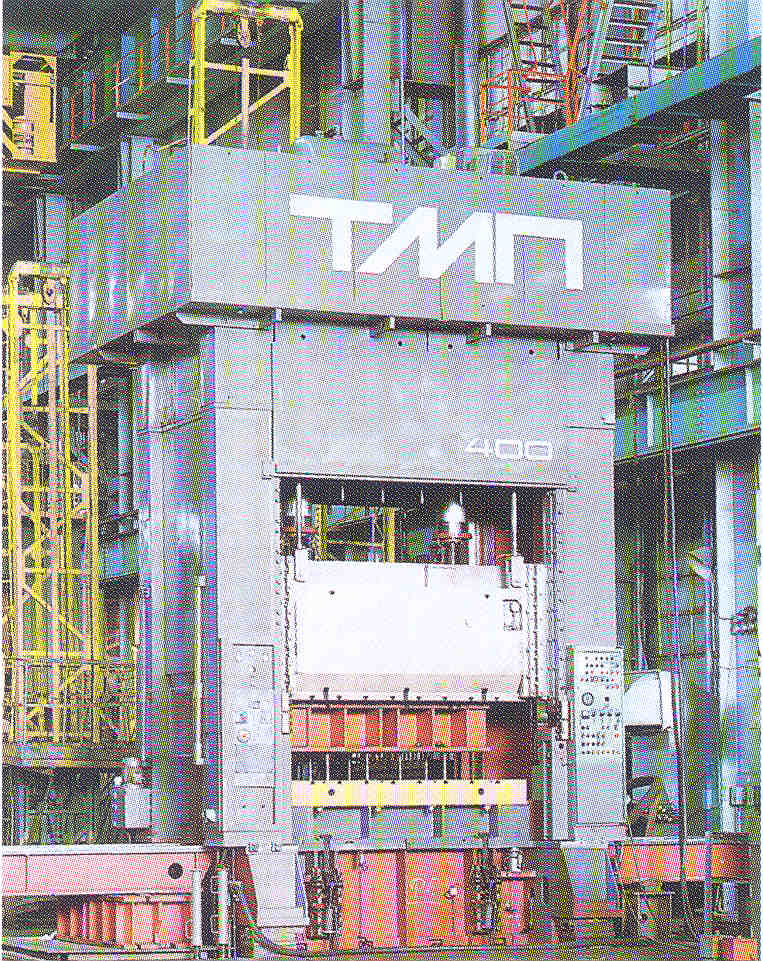
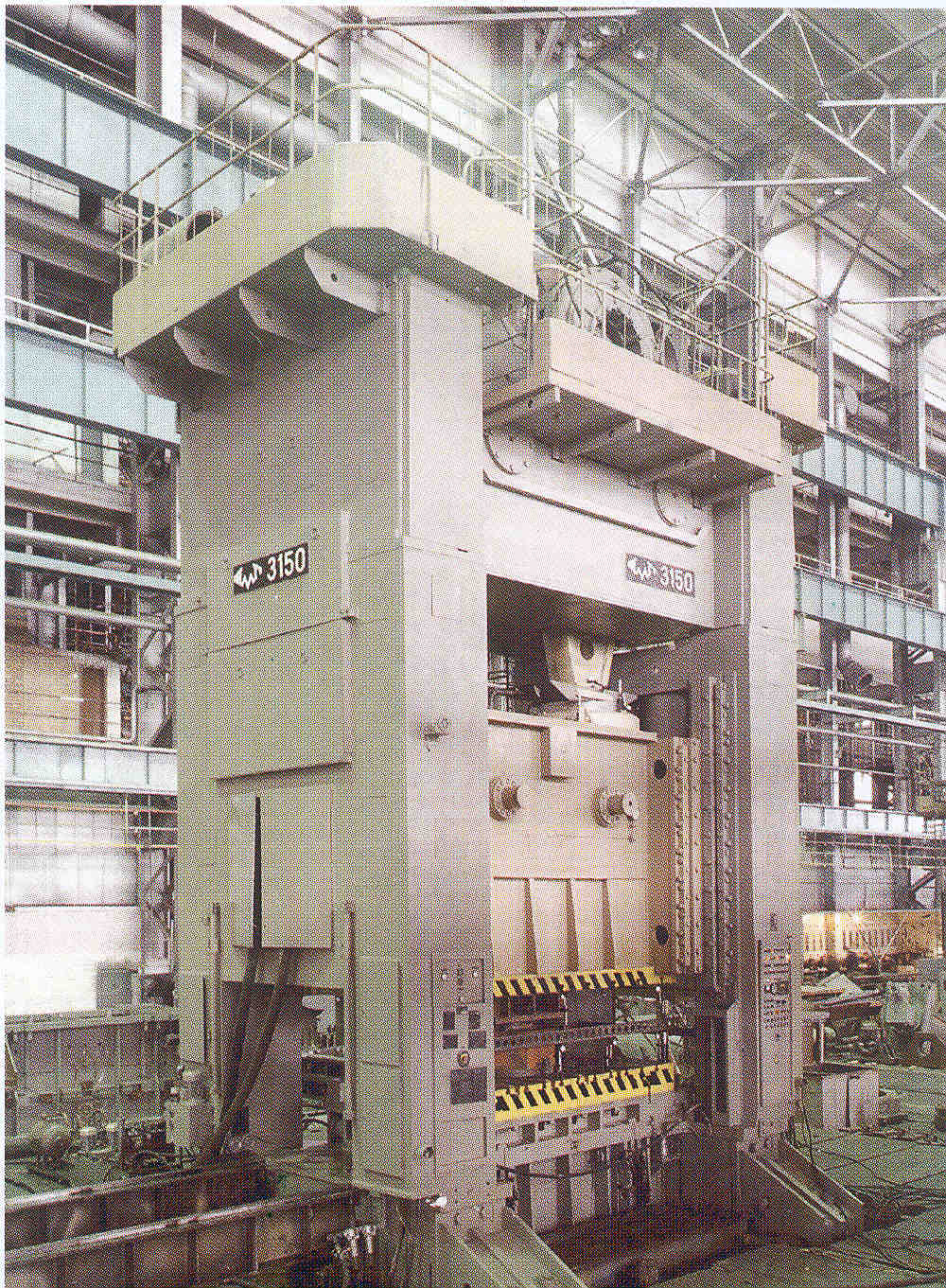
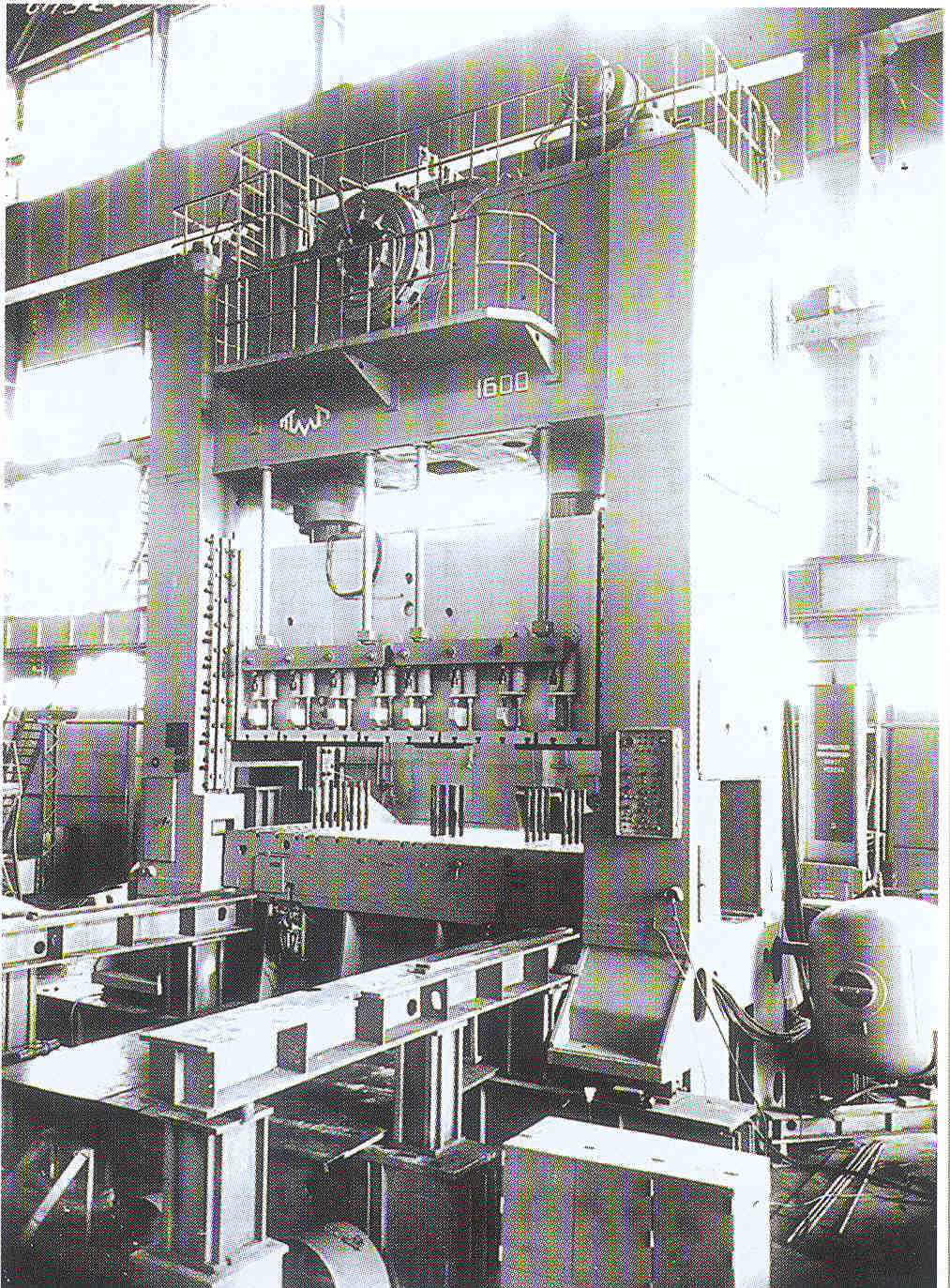
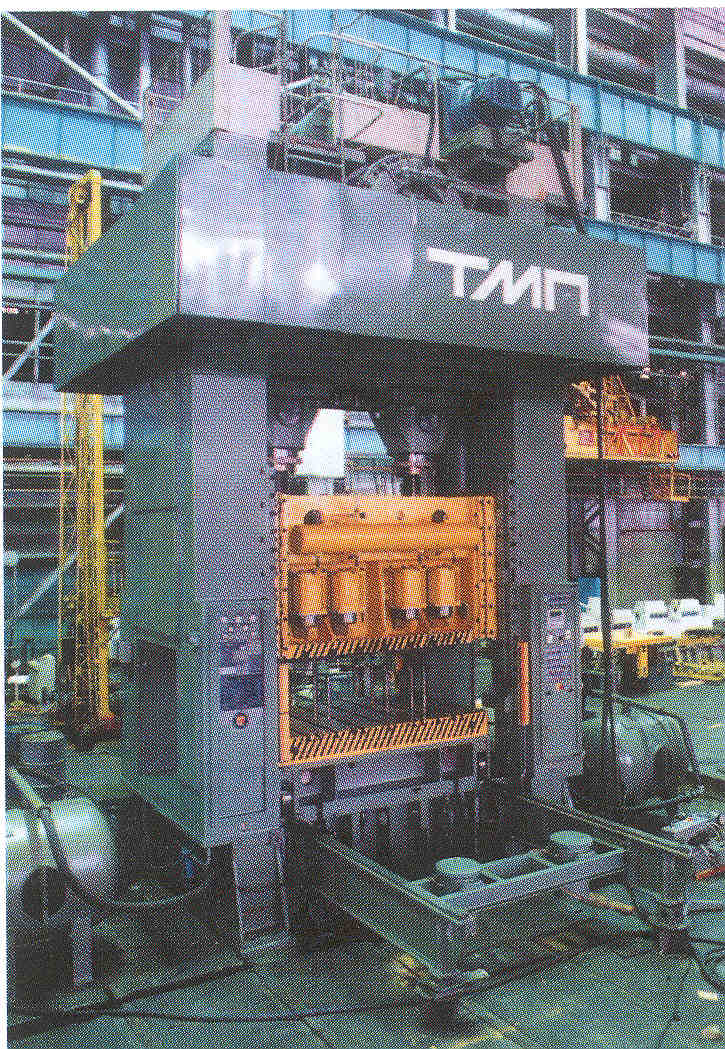
Рис. 63. Прессы двухкривошипные производства
ОАО «Тяжмехпресс»
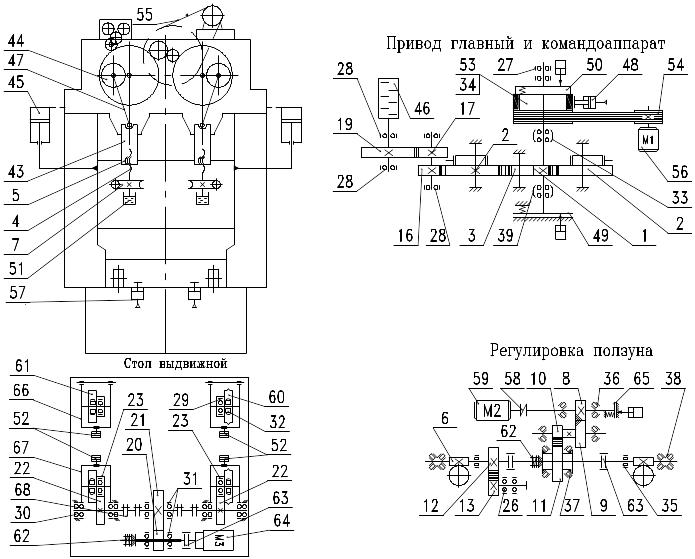
Рис. 64. Схема кинематическая двухкривошипного пресса
конструкции ОАО «Тяжмехпресс»
Четырехкривошипные прессы изготавливаются только со станинами закрытого типа: они имеют номинальное усилие от 5 до 63 МН (рис. 65).
Четырехкривошипные прессы обеспечивают возможность получения подвески ползуна в четырех точках по углам.
У четырехкривошипных прессов центр усилия, возникающий при штамповке, расположен внутри четырехугольника, образуемого шатунами.
|
|
|
|
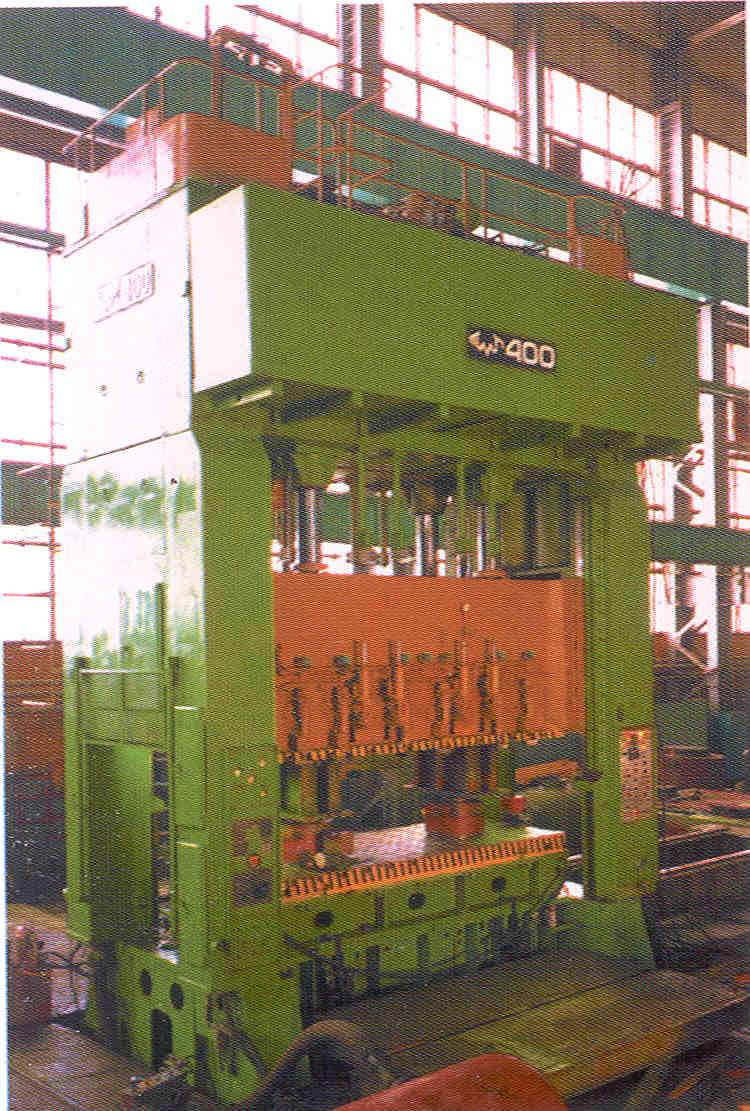

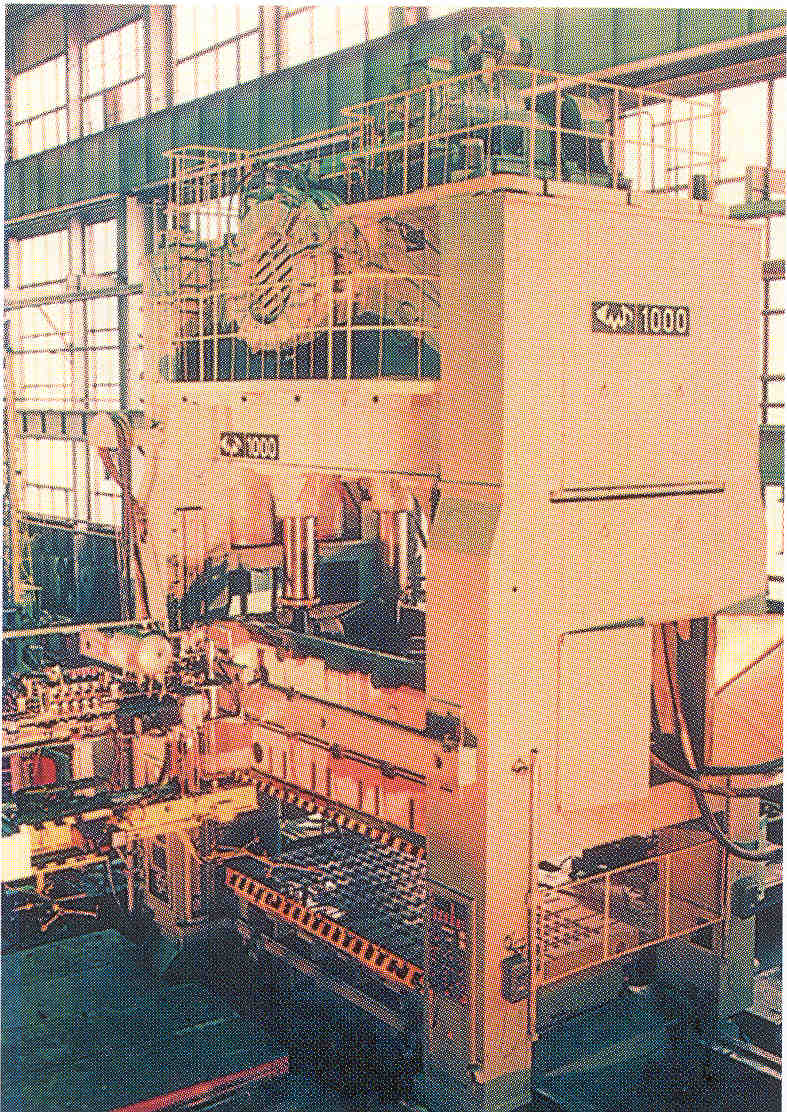
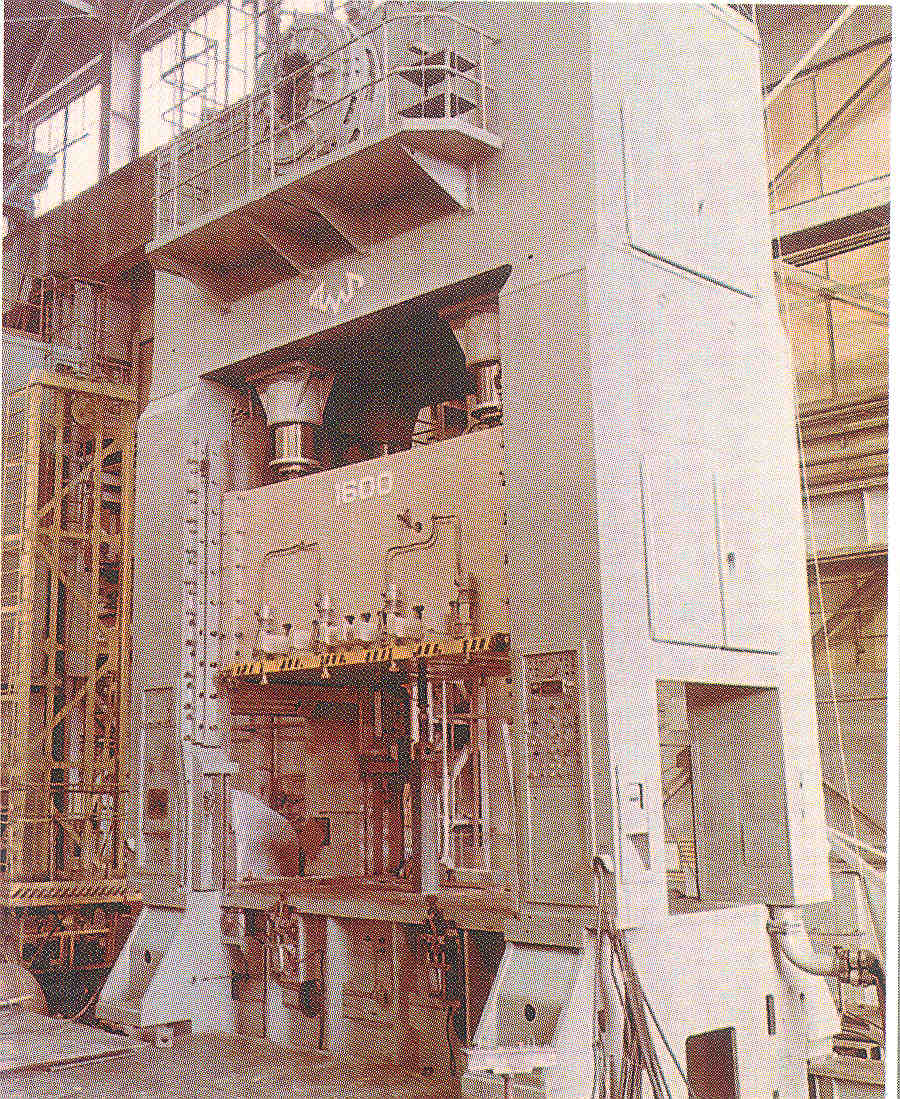
Рис. 65. Прессы четырехкривошипные производства
ОАО «Тяжмехпресс»
Эти прессы допускают нецентральную нагрузку ползуна, что позволяет применять на них сложные штампы для изготовления асимметричных деталей больших габаритов.
Четырехкривошипные прессы имеют, как правило, плунжерную подвеску ползуна и двухступенчатый, раздвоенный привод – см. конструктивную схему на рис. 66.
Рис. 66. Конструктивная схема
четырехкривошипного пресса
Движение от шестернеэксцентрикового главного вала 1 передается через шатун 2 и плунжер 3 на ползун 18.
Электродвигатель 24 через клиноременную передачу 23, маховик 22, одну быстроходную 21 и четыре тихоходных 20 зубчатых передач приводит во вращение главный вал.
Система управления прессом состоит из дисковой пневматической муфты 13, тормоза 14, ресиверов 12 и 6, обеспечивающих эффективное действие уравновешивателя с подушкой, воздухораспределителя 15.
При такой компоновке муфту и тормоз можно перенести на промежуточный вал.
Пресс оснащен шестью верхними пневматическими выталкивателями 17, приводным механизмом закрытой высоты 4, тремя гидропневматическими подушками 5, четырьмя уравновешивателями 19, приводной выдвижной подштамповой плитой 16, быстродействующими захватами 9, предохранителем по усилию, тормозом маховика, навесными пультами управления, указателями усилия и т.д.
Станина пресса сварная.
Она состоит из нижнего основания (стола) 7, стоек 8, верхней траверсы 10 и стягивается четырьмя стяжными шпильками 11.
Применение специальной кинематики главного исполнительного механизма позволяет при одном и том же времени цикла уменьшить скорость ползуна в момент встречи с заготовкой на 30% и иметь более равномерный характер изменения ее по углу поворота.
Схемы кинематические этой группы прессов представлены на рис. 67 и рис. 68.
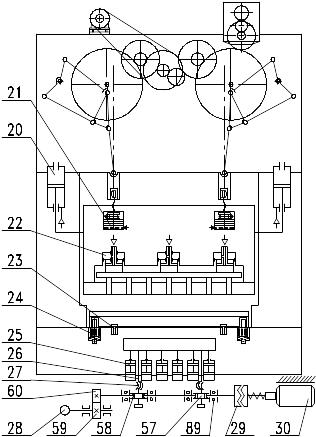
Рис. 67. Кинематическая схема двухкривошипного пресса
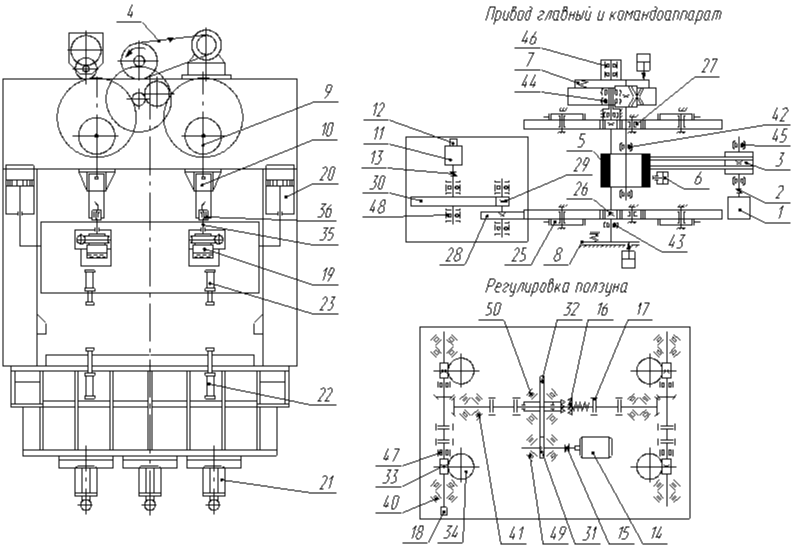
Рис. 68. Кинематическая схема
четырехкривошипного прессов