

2.10.3. Порядок расчета инструментов,
работающих по методу копирования
Дисковые зуборезные (модульные) фрезы выполняют для каждого модуля наборами из 8, 15 или 26 фрез Для нарезания зубчатых колес с модулем до 8 мм применяют набор из восьми фрез, с модулем свыше 8 мм — набор из 15 фрез, для более точных работ — набор из 26 фрез. Каждая фреза в наборе служит для нарезания колес с определенным числом зубьев. Для построения очертания профиля зуба модульных фрез ВНИИ предложил специальные таблицы значений координат х и у для любой точки профиля фрезы, отсчитываемых от дна впадины зуба, координат хц центров закруглений по впадине зуба, радиусов закруглений R, а затем точек координат В, С, D, Е профилей зуба. Профиль типа I (рис. 45) предназначен для фрез № 1... 5. Этот профиль состоит из дуги окружности АВ, отрезка прямой ВС и эвольвенты СDЕ.
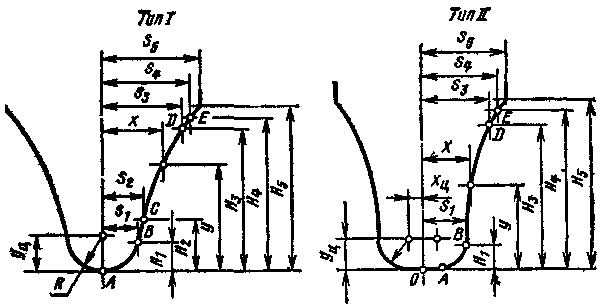
Рис. 45. Построение профиля дисковых модульных фрез
Профиль типа II предназначен для фрез № 6... 8. Этот профиль состоит из отрезка прямой линии ОА, дуги окружности АВ и эвольвенты BDE. Приведенные в таблице значения координат х и у даны для модуля m = 100 мм. Для других значений модуля табличные значения надо разделить на 100 и умножить на модуль нарезаемого колеса. По рассчитанным координатам выполняют шаблон и контршаблон для проверки профиля изготовляемой фрезы. Для нарезания колес с малыми отклонениями размеров теоретического профиля зуба, а также колес с модификацией профиля зуба применяют индивидуальные фрезы, профиль которых требует специального расчета.
Пальцевые зуборезные (модульные) фрезы рассчитывают так же, как и дисковые модульные фрезы. Основные размеры пальцевых зуборезных фрез выбирают по справочникам.
2.10.4. Инструменты, работающие по методу обкатки
При нарезании прямых и винтовых зубьев цилиндрических колес по методу обкатки используют зуборезные долбяки, зуборезные гребенки и червячные модульные фрезы. В процессе нарезания зубьев центроида (являющаяся начальной окружностью у долбяка и начальной прямой у гребенки и червячной фрезы) обкатывается по начальной окружности нарезаемого колеса, а режущие кромки зубьев инструмента образуют боковые стороны зубьев колеса и дно впадины между ними. В результате, независимо от вида режущего инструмента, получают зубчатые колеса с одинаковым профилем зубьев.
Зуборезный долбяк представляет собой колесо с эвольвентными зубьями, имеющими режущие кромки, передние и задние углы. Долбяки применяют для нарезания прямозубых, косозубых и шевронных колес наружного и внутреннего зацепления. По методу закрепления на станке различают долбяки дисковые, хвостовые, чашечные и втулочные. Изготовляют долбяки в основном из быстрорежущей стали.
На рис. 46, а показана конструкция дискового долбяка для нарезания зубьев колес с наружным и внутренним зацеплением. Передняя поверхность долбяка делается конической. Образующийся на наибольшем диаметре передний угол γ равен 5°. Задний угол αв на вершине зуба получается при шлифовании наружного диаметра De долбяка на конус. Обычно αв = 6...7°. Профиль режущих лезвий во всех осевых сечениях должен быть эвольвентным.

Рис. 46. Дисковые долбяки:
а — прямозубый; б — косозубый
Наличие заднего угла приводит к изменению сечений зуба по его длине. В одном из сечений долбяка размеры сечения его зуба точно соответствуют размерам некорригированного колеса. Это сечение называется исходным, а расстояние его от переднего торца долбяка — исходным расстоянием
α = хт / tg αв,
где х — коэффициент смещения исходного контура; m — модуль.
Габаритные размеры долбяка определяются диаметром делительной окружности в исходном сечении, числом зубьев zи и высотой долбяка Н по оси. При выборе zи стремятся выдержать условие mzн ~ dд. Принят следующий ряд номинальных диаметров dд: 25, 38, 50, 75, 100, 125,160 и 200 мм. Высота долбяка Н и размеры крепежно-присоединительной части (диаметр посадочного отверстия d, ширина ступицы b и др.) определяются стандартом.
На рис. 46, б показан дисковый косозубый долбяк, представляющий собой косозубое колесо, зубья которого имеют режущие кромки, передние и задние углы. Винтовые линии зубьев долбяка и зубьев нарезаемого колеса противоположны по направлению. Угол наклона зубьев β измеряется по делительному цилиндру. Размеры косозубого долбяка определяются по торцовому модулю
mt = тn / cosβ,
где тn — модуль в нормальном сечении.
Зуборезные долбяки изготовляют следующих типов:
1 — дисковые прямозубые долбяки классов точности АА, А и В для 6-й, 7-й и 8-й степеней точности колес;
2 — дисковые косозубые — классов точности А и В для 7-й и
8-й степеней точности;
3 — чашечные прямозубые — классов точности АА, А и В для
6-й, 7-й и 8-й степеней точности колес;
4 — хвостовые прямозубые — классов точности А и В для 7-й и 8-й степеней точности колес;
5 — хвостовые косозубые — класса точности В для 8-й степени точности колес.
Основные размеры и технические требования на долбяки для обработки цилиндрических колес должны соответствовать ГОСТ 9323—79.
Технические требования на долбяки для обработки валов и отверстий шлицевых соединений должны соответствовать ГОСТ 6762—79.
Конструирование и расчет долбяка для нарезания прямозубых цилиндрических колес с эвольвентным профилем проводятся по ГОСТ 9323—79 в приведенной ниже последовательности.
1. Определяют номинальный делительный диаметр долбяка. Стандарт предусматривает диаметры дисковых долбяков 80, 100, 125, 160 и 200 мм. Долбяки целесообразно применять с меньшим делительным диаметром, так как чем меньше этот диаметр, тем меньше вылет режущих кромок относительно штосселя станка и более устойчиво закреплен инструмент. Но с уменьшением диаметра делительной окружности увеличиваются искажения профиля зуба (эвольвенты) нарезаемого колеса.
На практике необходимо придерживаться следующих соотношений между диаметром делительной окружности долбяка и модулем нарезаемого колеса:
Диаметр dao, мм.......... 80 100 125 160 200
Модуль то, мм.......... 1—5 1 — 8 2 — 10 6 — 10 8 — 12
Обычно при конструировании долбяков тип, класс точности и диаметр делительной окружности долбяков задаются.
2. Определяют основные размеры долбяка: диаметр делительной окружности d0; диаметр вершин зубьев da0; диаметр посадочного отверстия d и выточки d2; высоту долбяка В; ширину ступицы b1; расстояние исходного сечения от передней поверхности А.
3. Число зубьев долбяка выбирают из ГОСТ 9323—79 или определяют с учетом номинального делительного диаметра долбяка do и модуля m, причем предпочтительно принимать четные значения чисел зубьев: zи = do / m.
4. Геометрические параметры при вершине зуба: передний угол γ = 5°; задний угол α = 6°.
Для черновых долбяков задний угол α можно увеличивать до 9...12°.
5. Размеры профиля зубьев долбяков в проекции передней поверхности на плоскость, перпендикулярную к оси, а также размеры по параметрам профиля в контролируемом сечении принимают из приложения 1 ГОСТ 9323—79.
6. Технические требования на зуборезные долбяки принимают по ГОСТ 9323—79.
Зуборезная гребенка представляет собой зубчатую рейку, зубьям которой сообщают передние и задние углы. По конструкции различают гребенки прямозубые (рис. 47, а), предназначенные для нарезания колес с прямыми зубьями, и косозубые (рис. 47, б) — для нарезания колес с винтовыми и шевронными зубьями. По способу образования переднего угла гребенки изготовляются двух типов (рис. 47, в).
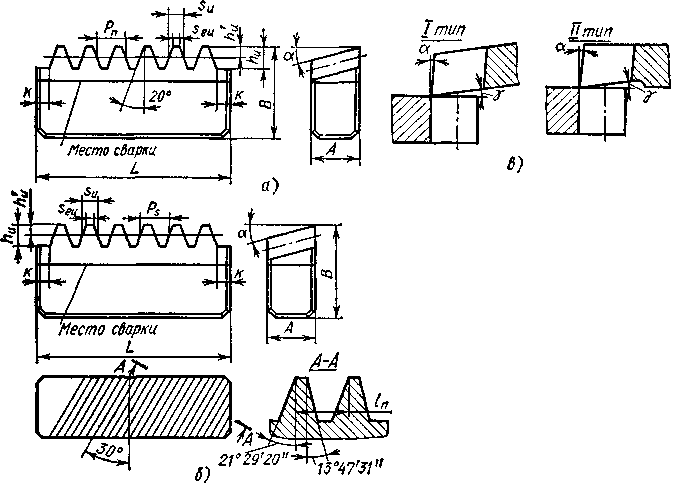
Рис. 47. Зуборезные гребенки и схема образования
переднего угла
В рабочем положении передний угол на вершине зуба γ = 6° 30', а задний угол на вершине зуба αв = 5°30'. Угол наклона зубьев косозубой гребенки обычно принимается β = 30°. Размеры профиля определяются торцовым модулем mt. В нормальном сечении тп = mt cos β.
Гребенки обычно изготовляются сборными, режущая часть делается из быстрорежущей стали, а корпус — из конструкционной.
Червячная зуборезная фреза (рис. 48) представляет собой червяк, превращенный в режущий инструмент путем перерезания канавками и затылования его витков с образованием соответственно переднего γ и заднего α углов на каждом зубе фрезы. Инструмент состоит как бы из ряда зуборезных гребенок, расположенных по цилиндру с осевым смещением.
Стандартные фрезы этого типа изготовляют на базе так называемого конволютного червяка. В нормальном сечении к направлению витков червяка инструмент имеет прямолинейный профиль исходной зубчатой рейки, т. е. профиль фрезы не зависит от числа и угла наклона зубьев нарезаемого колеса. Он характеризуется углом профиля αп = 20°, шагом Рп = πm, толщиной зуба фрезы по нормали sn и расчетной высотой зуба и его головки sn = Рп — sд, где sд —толщина зуба нарезаемого колеса по нормали. Расчетная высота головки зуба фрезы равна высоте ножки зуба колеса, т. е. h'и = h — h', где hи и h' — высоты зуба и головки зуба колеса. Радиусы закругления зуба колеса у вершины r1 = 0,2m, у основания r2 = 0,3m.
При обработке колес с профильной модификацией зуба на ножках зубьев фрезы делается утолщение.
Размеры в осевом сечении фрезы определяются по формулам
Рос = Рп / cos ω, sос = sп / cos ω,
где ω — угол подъема витков фрезы по среднему расчетному цилиндру диаметра Dt
sin ω = Р / Dt = πm / Dt.
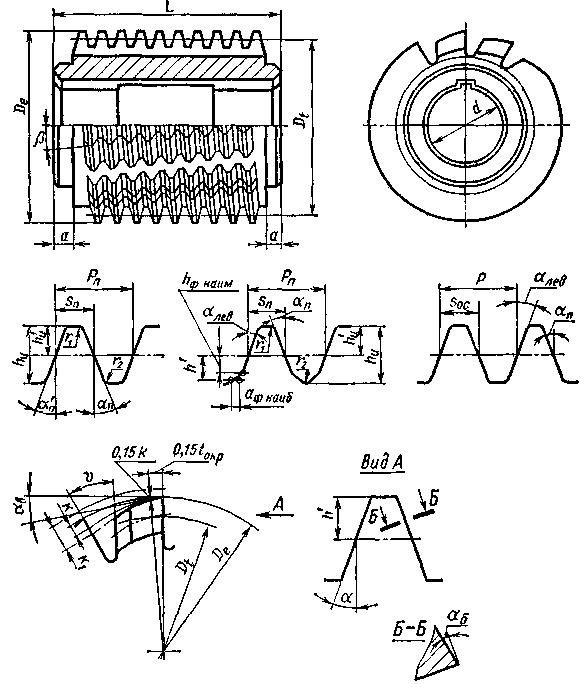
Рис. 48. Зуборезная червячная фреза
Таким образом, при увеличении диаметра D уменьшается угол подъема, что способствует повышению производительности и точности обработки. Это объясняется увеличением числа режущих зубьев по окружности фрезы, улучшением условий резания и отвода стружки и большей жесткостью системы СПИД. Однако при этом увеличивается расход режущего материала, стоимость изготовления фрезы, а также крутящий момент от сил резания.
Затылование производится для обеспечения задних углов на вершине и на боковых сторонах зубьев. Величина затылования
![]() ,
,
где z — число режущих зубьев фрезы.
От угла αв зависят величины углов αб на боковых сторонах зуба инструмента. Для обеспечения благоприятных условий резания необходимо αб = 2...3°, и тогда αв = 10...12°.
У фрез со шлифованным профилем необходимо делать двойное затылование (см. рис. 48). Величина второго затылования k1 = (1,2... ...1,7) k.
Передний угол у чистовых червячных фрез γв = 0, а у черновых фрез для улучшения условий резания γв = 5...7°. Число стружечных канавок, т. е. число режущих гребенок для фрез обычного назначения, равно 9...12, для прецизионных фрез 12...16 и для сборных — 8. У сборной червячной фрезы, оснащенной твердосплавными гребенками, они вставлены в пазы корпуса фрезы и закреплены гайками. Для устранения зазоров в соединении предусмотрены клиновые прокладки. Твердосплавные гребенки в зависимости от назначения фрезы могут быть из твердых сплавов ВК6М, ВК8, Т5К10, Т15К6 и др.
Червячные зуборезные фрезы изготовляют пяти классов точности: ААА, АА, А, В и С. Фрезы класса ААА дают наибольшую точность обработки зуба.
Конструирование и расчет червячной фрезы для обработки цилиндрических колес с эвольвентным профилем проводят по ГОСТ 9324—80 в приведенной ниже последовательности.
1. Основные размеры фрезы: наружный диаметр фрезы — dao; посадочный диаметр отверстия — d; общую длину фрезы — L; длину буртиков — l и число зубьев (число стружечных канавок) z.
2. Размеры профиля зубьев в нормальном и осевом сечениях: шаг профиля зуба Рno, Pxo, толщину зуба sno; высоту зуба h0 и другие размеры профиля (рис. 49, а).
3. Расчетные размеры фрезы: угол подъема витка γто; угол наклона стружечных канавок λmo; ход винтовой стружечной канавки Pz; затылование — К. Если зуб червячной фрезы для цилиндрических колес должен иметь специальный профиль, отличающийся от стандартного (α ≠ 20°), то применяют различные методы профилирования, приведенные в специальной литературе.
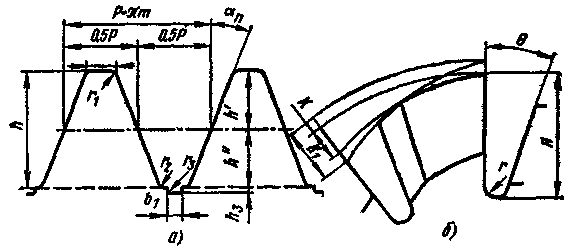
Рис. 49. Схемы для определения элементов профиля (а)
и затылования зубьев (б) червячной фрезы
4. Шпоночный паз выполняют по ГОСТ 9472—70 *. Для облегчения шлифования отверстий и лучшей посадки фрезы на оправку в нем делают выточку глубиной до 1 мм и длиной l ≈ 0,3L.
5. Геометрические параметры режущей части фрезы: передний угол γ = 0; задний угол на вершине зубьев α = 9...12°.
6.
Элементы стружечных канавок фрезы (рис.
49, б):
глубина канавки Нк
= h
+ К
+ r
для фрез с не шлифованным
профилем и
![]() для фрез со шлифованным профилем; здесь
h
— высота зуба; К—
затылование;
для фрез со шлифованным профилем; здесь
h
— высота зуба; К—
затылование;
![]() ,
где α
— задний угол;
,
где α
— задний угол;
К1 — дополнительное затылование; К1 = (1,2... 1,5)К; r — радиус дна стружечной канавки.
7. Технические требования на фрезы принимаются по ГОСТ 9324—80Е.
ЗАКЛЮЧЕНИЕ
Современное развитие металлообрабатывающей промышленности характеризуется повышением требований к качеству обработанных поверхностей, точности размеров и формы поверхностей деталей машин, производительности их изготовления. Решение задач по повышению уровня машиностроения возможно только при условии тщательного изучения теоретических основ металлообработки и, в частности, вопросов повышения эффективности использования режущего инструмента.
В процессе резания инструменты испытывают большие удельные усилия, подвергаются нагреву и износу, поэтому инструментальные материалы должны обладать определенными физико-механическими и технологическими свойствами.
При выборе инструментального материала необходимо стремиться к оптимальному значению его износостойкости с учетом химического состава и прочности, обрабатываемого материала, характера операции и конструкции инструмента, жесткости оборудования, возможности применения СОЖ и др.
Выбор марок инструментальных материалов связан с различными видами инструментов, работающих по разным кинематическим схемам.
Режущие инструменты предназначены для обработки разнообразных поверхностей. Эти поверхности классифицируются по конструкторско-технологическим признакам, определяющим требования к точности и качеству их изготовления. Точность и качество изготовления взаимозависимы и в свою очередь зависят от метода обработки и применяемого режущего инструмента. Выпускаемый в стране режущий инструмент, а также отдельные его элементы классифицированы по конструктивным признакам и назначению. Использование классификаторов позволяет правильно выбрать нужный инструмент и заказать его у изготовителей.
Металлорежущие инструменты имеют большое разнообразие видов и конструктивных разновидностей. У каждого вида инструмента есть свои особенности, которые определяются условиями формообразования детали. Эти особенности в ряде случаев имеют принципиальное значение и должны быть учтены на стадии проектирования.
Несмотря на большое различие отдельных видов инструментов по назначению и конструкции, у них имеется много общего: условия работы, общие конструктивные элементы и способы их обоснования, принципы расчета.
Будущие специалисты в области систем автоматизированного проектирования должны понимать, что задача проектирования режущего инструмента многовариантна. Быстродействие автоматического проектирования позволяет рассматривать все варианты задачи и выбирать из них лучший по некоторому критерию оптимальности. Но применение ЭВМ будет наиболее эффективно тогда, когда специалист имеет подготовку в определенной предметной области и способен осознанно решать расчетно-конструкторские задачи.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Горбунов Б.И. Обработка металлов резанием, металлорежущий инструмент и станки: учеб. пос. для вузов / Б.И. Горбунов. М.: Машиностроение, 1981. 287 с.
2. Иноземцев Г.Г. Проектирование металлорежущих инструментов: учеб. пос. для втузов / Г.Г. Иноземцев. М.: Машиностроение, 1984. 272 с.
3. Инструментальное обеспечение автоматизированного производства: учеб. для машиностроит. спец. вузов / В.А. Гречишников, А.Р. Маслов, Ю.М. Соломенцев и др.; под. ред. Ю.М. Соломенцева. М.: Высшая школа, 2001. 272 с.
4. Маслов А.Р. Инструментальные системы машиностроительных производств / А.Р. Маслов. М.: Машиностроение, 2006. 480 с.
5. Металлорежущие инструменты: учеб. / Г.Н. Сахаров, О.Б. Арбузов, Ю.Л. Боровой и др. – М.: Машиностроение, 1989. 328 с.
6. Нефедов Н.А., Осипов К.А. Сборник задач и примеров по резанию металлов и режущему инструменту: учеб. пособие / Н.А. Нефедов, К.А. Осипов. М.: Машиностроение, 1990. 448 с.
7. Режущий инструмент / Д.В. Кожевников, В.А. Гречишников, С.В. Кирсанов и др.; под ред. С.В. Кирсанова. М.: Машиностроение, 2007. 528 с.
8. Справочник инструментальщика / И.А. Ординарцев, Г.В. Филиппов, А.Н. Шевченко и др.; под общ. ред. И.А. Ординарцева. Л.: Машиностроение. Ленингр. отд-ние, 1987. 846 с.
9. Шатин В.П., Шатин Ю.В. Справочник конструктора-инструментальщика / В.П. Шатин, Ю.В. Шатин. М.: Машиностроение, 1975. 456 с.
ОГЛАВЛЕНИЕ
Введение.............................................................................3
1. Инструментальные материалы.....................................4