

2.4.2. Соединительная часть инструментов
Соединительная часть режущего инструмента (хвостового или насадного) должна передавать мощность, получаемую от шпинделя станка, на режущую часть инструмента. Если соединительная часть будет недостаточно прочна, т. e, рассчитана неправильно, то она будет лимитировать использование мощности инструментом.
При конструировании соединительной части режущего инструмента важно обеспечить необходимую точность установки инструмента в рабочий шпиндель (сверла, зенкеры, развертки и т. д.) или в гнездо (резцы фасонные, ножи и т. д.). С этой целью соединительные части инструментов изготовляются очень точно, чем обеспечивается полная взаимозаменяемость.
Конструкторы должны выбирать такую форму соединительной части, которая обеспечивает минимальное время, необходимое для закрепления инструмента на станке и даже для закрепления инструмента без остановки шпинделя станка (например, быстрая смена инструмента на сверлильном станке).
Конструкции соединительных частей разнообразны (табл. 2):
1) для хвостовых инструментов с вращательным движением — квадрат на цилиндрическом хвостовике, инструментальный конус с лапкой и без лапки, быстросменные зажимы различных конструкций и т. д.;
2) для насадных инструментов с вращательным движением — цилиндрическое отверстие с продольной шпонкой, цилиндрическое отверстие с торцовой шпонкой, замки различных конструкций, конусы;
3) для инструментов с движением вдоль оси (протяжки, прошивки) — хвостовик с клиновидной чекой, быстросменные замки различных конструкций и т. д.
При определении формы и размеров инструмента должен учитываться способ его изготовления. Если, например, предполагается получать спиральное сверло путем прокатки и завивки, а не путем фрезерования, приходится учитывать особенности процесса прокатки и завивки в конструкции сверла.
Обычно при конструировании инструмента все перечисленные вопросы решаются комплексно. В дальнейшем указанные общие вопросы конструирования будут уточнены при рассмотрении отдельных видов инструмента.
Таблица 2
Наиболее употребительные соединительные
части инструмента
Схема закрепления |
Назначение соединительной части |
Примечание |
|
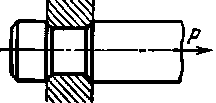
Передача крутящего момента |
Крепление насадных инструментов продольной шпонкой на цилиндрической оправке |
|
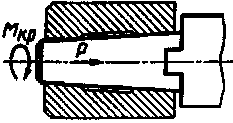
Передача крутящего момента и восприятие осевой силы |
Крепление хвостовых инструментов конусом с затяжкой |
|
То же |
Крепление насадных инструментов (разверток, зенкеров) конусом и торцевой шпонкой |
|
Передача осевой силы |
Крепление протяжек в кулачковом патроне |
|
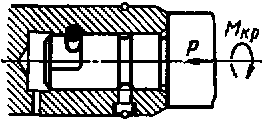
Передача крутящего момента и восприятие осевой силы |
Крепление хвостовых инструментов штифтовым замком |
|
То же |
Крепление хвостовых инструментов конусом с лапкой |

2.4.3. Выбор режущего инструмента
Режущий инструмент выбирается с учетом:
• максимального применения нормализованного и стандартного инструмента;
• метода обработки;
• размеров обрабатываемых поверхностей и размеров станков;
• заданной точности обработки и качества поверхности;
• условий работы;
• промежуточных размеров и допусков на эти размеры;
• требуемой производительности;
• обрабатываемого материала;
• стойкости инструмента, его режущих свойств, жесткости и прочности;
• стадии обработки (черновая, чистовая, отделочная);
• стоимости инструмента;
• типа производства.
Размеры мерного режущего инструмента определяются исходя из промежуточных размеров обработки (зенкеры, развертки, протяжки и т д.), размеры других видов инструмента (резцы, расточные борштанги и т.д.) должны определиться из расчета по прочности и жесткости.
Основные виды режущего инструмента классифицируются по разным признакам, главные из которых - назначение и способ крепления. Большинство конструкций инструмента стандартизировано.
Всегда необходимо стремиться к использованию стандартного инструмента. Специальный и комбинированный режущий инструмент применяется только в случае невозможности обработки стандартным или при явной экономической целесообразности.