

2.6.4. Развертки
Развертывание — технологический способ завершающей обработки просверленных и зенкерованных отверстий с целью получения точных по форме и диаметру цилиндрических отверстий (6...9-го квалитета точности) с малой шероховатостью (Rа = 0,32…1,25 мкм).
Развертываются отверстия развертками, имеющими четное число (z ≥ 4) расположенных диаметрально друг против друга зубьев. Число зубьев развертки зависит от диаметра:
![]() ,
,
где dp — диаметр развертки, мм. Наличие на развертках большого числа зубьев обеспечивает устойчивое их центрирование в обрабатываемых отверстиях. Поскольку каждым зубом развертки срезается слой металла малой толщины az < 0,04 мм, а также благодаря применению смазывающе-охлаждающей жидкости, развертыванием можно достигнуть высокой точности размера диаметра обработанных отверстий и малой шероховатости их стенок.
Развертки используют для чистовой обработки точных отверстий в материалах, обычно не прошедших упрочняющей термической обработки. Обработка ведется на станках сверлильно-расточной и токарной групп, а также автоматических линиях. Разверткой могут обрабатываться цилиндрические и конические, как глухие, так и сквозные отверстия. Помимо машинных, имеются ручные развертки. Некоторые конструкции разверток показаны на рис. 24.
Развертки небольшого диаметра (рис. 24, а) выполняются с цилиндрическим хвостовиком, а при диаметре более 10 мм — с коническим (рис. 24, б). Те и другие развертки изготовляются быстрорежущими — целиком, или с вставными ножами (рис. 2.4, б, в). Развертки по рис. 24, г выполняются диаметром до 100 мм. Здесь на ножах и в корпусе имеются рифления, что позволяет переставлять ножи и закреплять их клиньями на новом, большем диаметре, а также перетачивать на необходимый диаметр и таким образом более рационально использовать и режущие ножи, и корпус, меняя ножи. Подобную конструкцию имеют и развертки с твердосплавными ножами.
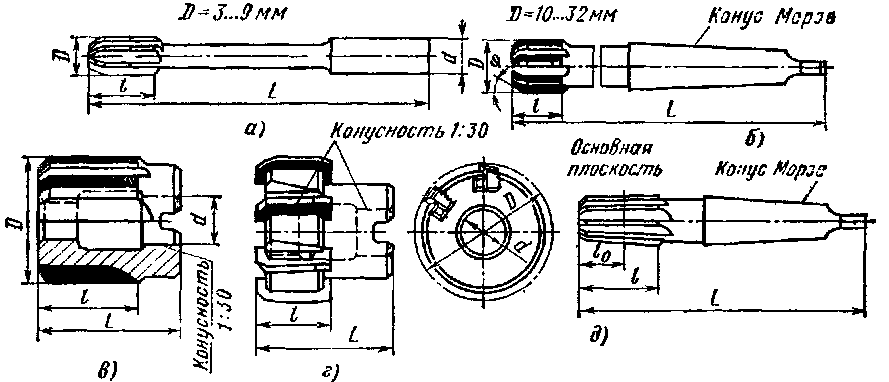
Рис. 24. Конструкции разверток:
а — машинная быстрорежущая с цилиндрическим хвостовиком; б — машинная твердосплавная с коническим хвостовиком; в — насадная с режущей частью из твердого сплава; г — насадная с вставными быстрорежущими ножами;
д — для отверстия под коническую резьбу
Кроме цилиндрических отверстий, развертками обрабатывают конические поверхности под резьбу, конусы Морзе, метрические конусы, отверстия под конические штифты (рис. 24, д).
Геометрию разверток рассмотрим на примере цельной насадной машинной развертки для сквозных отверстий (рис. 25). По длине рабочей части развертки можно выделить участки А — Г различного назначения. Для удобства введения развертки в отверстие служит участок А. Его наличие вызвано малыми глубинами резания, характерными для развертывания, и малыми углами в плане φ < 15°.
У разверток для глухих отверстий этот участок может отсутствовать, так как он выполняется совместно с заборным конусом Б. Последний несет режущие элементы, выполняющие основную работу резания. Зуб на этом участке имеет геометрию режущей части с углами γр и αр.
Участок В — калибрующий, выполняется цилиндрическим, а участок Г представляет собой обратный конус, чтобы обеспечить высокое качество обработанной поверхности при вынимании развертки из отверстия. На калибрующей части имеется передний γк и задний αк углы. Обычно αк = 0 для сохранения необходимого диаметра развертки при переточках. Это вызвано высокой точностью чистового развертывания (6...9 квалитет) и стремлением увеличить срок службы инструмента.
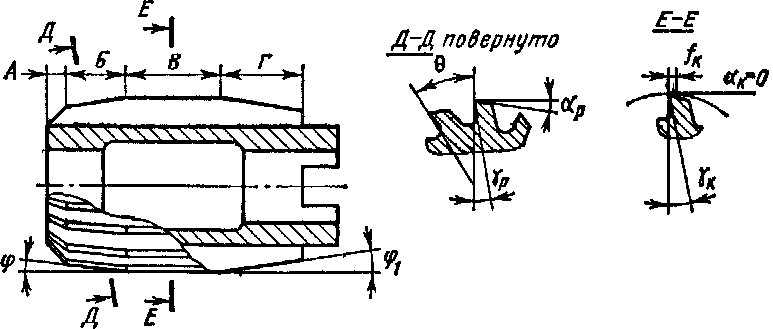
Рис. 25. Геометрические параметры