

2.4.5. Расчет экономической эффективности режущих инструментов
Расчеты экономической эффективности проводятся на следующих этапах:
при подготовке создания новых инструментов (ожидаемый экономический эффект);
по окончании разработки нормативно-технической документации (гарантированный экономический эффект);
после внедрения (фактический экономический эффект).
Ожидаемый экономический эффект служит основанием для принятия решения о целесообразности создания нового инструмента. На основе гарантированного экономического эффекта, определяемого по годовому объему производства, принимается решение о целесообразности производства и внедрения нового инструмента. По фактическому экономическому эффекту оценивается окончательная эффективность новых инструментов.
Ожидаемый и гарантируемый экономические эффекты отражают потенциальные возможности нового инструмента. Исходными данными для их расчета на единицу инструмента являются: для ожидаемого эффекта — проектные, нормативные и плановые показатели, а также экспериментальные оценки, справочные данные; для гарантированного эффекта — отчетные данные по трудовым и материальным затратам на изготовление, а также результаты испытаний и эксплуатации опытных образцов.
Фактический экономический эффект рассчитывают на основании отчетных данных.
Годовой экономический эффект представляет собой суммарную экономию всех производственных ресурсов (живого труда, материалов, капитальных вложений), которую получает народное хозяйство в результате производства и использования новых инструментов.
Экономический эффект от внедрения нового режущего инструмента может быть получен за счет повышения работоспособности инструмента, повышения производительности оборудования и труда рабочих, связанных с применением этого инструмента; улучшения качества обработки деталей (точности и шероховатости поверхности) и, как следствие, повышения их надежности и долговечности; снижения себестоимости и удельных капитальных вложений на единицу продукции.
2.5. РАСЧЕТ И КОНСТРУИРОВАНИЕ ТОКАРНЫХ РЕЗЦОВ
2.5.1. Классификация резцов
Токарная обработка отличается большим разнообразием обрабатываемых поверхностей и в силу этого значительной номенклатурой режущих инструментов — токарных резцов. На токарных станках выполняются различные стадии обработки поверхности; используемые при этом резцы называются черновыми, чистовыми, получистовыми. Геометрия режущей части этих резцов приспособлена к работе с большой или с малой глубиной резания.
Резцы, предназначенные для обработки наружных поверхностей, не имеют специального названия, а для обработки внутренних поверхностей называются расточными с добавлением названия, характеризующего вид выполняемой работы (рис. 9, а, б). По виду выполняемой работы различают резцы проходные — для обработки гладкой цилиндрической поверхности (внутренней или наружной) на «проход» (рис. 9, в) и упорные проходные — для обработки одновременно цилиндрической поверхности и торцовой плоскости (рис. 9, г).

Рис. 9. Разновидности токарных резцов по назначению
Торцовые поверхности цилиндрических тел на токарных станках «подрезают» так называемыми подрезными резцами (рис. 9, д), которые работают с поперечной подачей к оси вращения или от оси вращения заготовки. Отрезку заготовки ведут отрезным резцом (рис. 9, ж), а образование канавок — канавочным или прорезным резцом (рис. 9, е). Резьбовые поверхности образуют резьбовыми резцами, фасонные — фасонными (рис. 9, з), фаски - фасочными, галтели — галтельными и т. д.
Все резцы, работающие с продольной подачей, могут в рабочем движении перемещаться справа налево — это правые резцы (рис. 10, б), и слева направо — левые резцы (рис. 10, а). У правых резцов главная режущая кромка находится со стороны большого пальца правой руки, положенной на резец сверху, у левых резцов главная режущая кромка при аналогичном положении левой руки находится также со стороны большого пальца.
Головка резца по отношению к его телу может быть отогнутой, изогнутой и оттянутой, а может совпадать по направлению с сечением тела. Тогда резцы называют прямыми (рис. 10, в), с отогнутой головкой (рис. 10, г), с оттянутой головкой (рис. 10, д) и с изогнутой головкой (рис. 10, е).
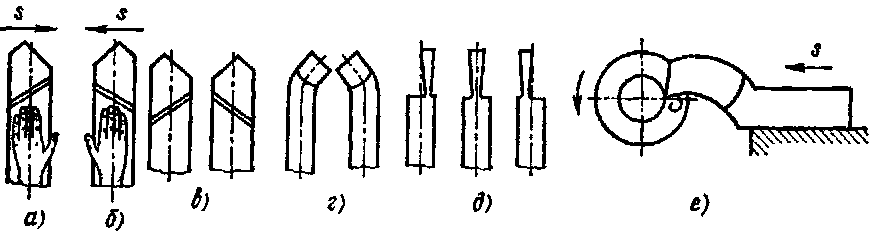
Рис. 10. Разновидности токарных резцов по направлению движения и подачи и по форме головки
Резцы одинакового назначения могут выполняться с державкой — телом разного сечения: квадратного, прямоугольного, круглого, специального (рис. 11).
Преобладает прямоугольная форма сечения державки резцов, при которой врезание пластины меньше ослабляет державку. Державки с квадратной формой сечения лучше сопротивляются деформированиям сложного изгиба и применяются для расточных и автоматно-револьверных резцов и
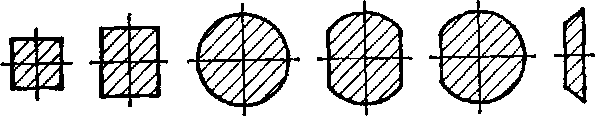
Рис. 11. Формы сечений тела резца
в других случаях, когда расстояние от линий центров станка до опорной поверхности резца недостаточно велико. Державку с круглой формой сечения применяют для расточных, резьбовых, токарно-затыловочных и других резцов, так как она позволяет осуществлять поворот резца и изменять углы его заточки.