

2.5.2. Стандартные режущие элементы резцов
и других инструментов
Установлены стандартные формы и основные размеры пластин для резцов и других металлорежущих инструментов. ГОСТ 2209—69 распространяется на перетачиваемые пластины из твердого сплава для режущего инструмента, а ГОСТ 2379—77 — на пластины из быстрорежущей стали для резцов.
Широко применяется механическое крепление пластин. В России действует ряд стандартов на твердосплавные механически закрепляемые пластины. Последние классифицируются по семи параметрам, которые условно обозначаются цифрами или буквами:
по форме: трехгранные с углом 60° (01 или Т), с углом 80° (02 или F), квадратная (03 или S), ромбические с углом 60° (04 или G), с углом 80° (05 или С), с углом 84° (06 или И), параллелограммные с углом 84° (07 или W), с углом 55° (08 или К), прямоугольная с радиусной режущей кромкой (09 или L), пятигранная (10 или Р), шестигранная (11 или Н), круглая (12 или R);
по величине заднего угла: α = 0 (1 или N), α = 7° (2 или С), α = 11° (3 или Р);
по степени точности: нормальная (1 или U), повышенная (2 или М), высокая (3 или G), особо точная (4 или С). Пластины нормальной и повышенной точности шлифуются по опорным поверхностям и ленточке, но пластины повышенной точности шлифуются с более жестким допуском на диаметр вписанной окружности d; две другие степени обеспечиваются шлифованием также и боковых поверхностей;
по конструктивным особенностям: без отверстия и канавки (1 или N), с отверстием, но без канавки (3 или А), с отверстием и канавкой с одной стороны (4 или М) и др. (всего 6 вариантов).
по размерам отдельных элементов: длина режущей кромки l, толщина пластины s, радиус при вершине, увеличенный в 10 раз. Таким образом, форма, геометрия, степень точности и т. д. квадратной пластины из сплава Т15К6 с углом α = 7°, повышенной степени точности, без отверстия и канавки, с длиной режущей кромки l = 27 мм, толщиной 7 мм, с радиусом при вершине 1,6 мм может быть обозначена по ГОСТ 19042—73 цифрами
03221-270716 Т15К6 ГОСТ 19052-73
или буквами и цифрами
SCMN 270716 Т15К6 ГОСТ 19052-73.
Разнообразие форм и конструктивных элементов пластин, предусмотренное стандартом, позволяет подобрать нужный вариант пластин для данного типа инструмента (резец, фреза и т. п.) и конкретных условий его работы. Конструктивные варианты некоторых пластин приведены на рис. 12.
Крепление режущих элементов резца. Режущие пластины соединяют с головкой резца пайкой, сваркой или механическим способом. В первых двух случаях на головке резца предварительно фрезеруется паз той или иной формы: открытый, полузакрытый, закрытый (рис. 13). Однако твердосплавные пластины при напайке подвергаются действию перепада температур, что вызывает появление микротрещин и выход резцов из строя. Лучшим вариантом закрепления пластин является их механическое крепление.
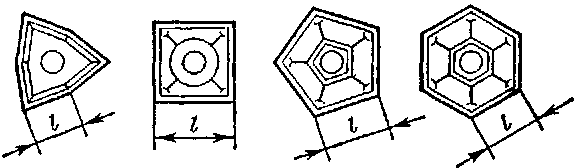
Рис. 12. Формы твердосплавных
механически закрепляемых пластин
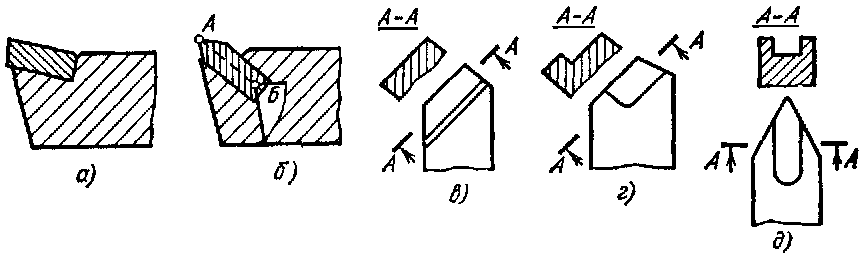
Рис. 13. Формы пазов под пластину: а — паз под передним углом; б — схема переточки с пластиной
в закрытом пазу; в — открытый паз; г — полузакрытый паз; д — закрытый паз
На рис. 14 приведены некоторые схемы закрепления твердосплавных пластин с отверстием. Стальной штифт 1 запрессован в державку (рис. 14, а), и на него надевается пластина 5. Двусторонний клин 4 при ввинчивании винта 5 прижимает пластину к штифту и таким образом закрепляет ее. Более удачной, за счет уменьшения числа стыков, является конструкция на рис. 14, б, где поворотом оси 6 с эксцентриком пластина прижимается к базирующему уступу державки 2. Здесь для обеспечения самоторможения должна быть обеспечена высокая точность размерной цепи уступ — ось и эксцентрик — пластина.
На рис. 14, в показана самотормозящая конструкция, которая позволяет создавать большее усилие зажима. Зажим пластины 3 в конструкции на рис. 14, г осуществляется тягой 7, перемещаемой пружиной 8.
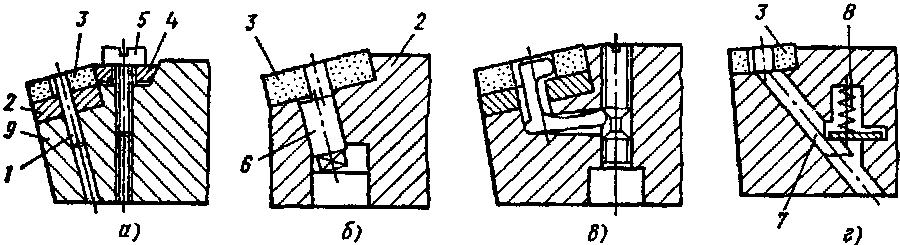
Рис. 14. Способы механического закрепления
твердосплавных пластин с отверстием
В приведенных конструкциях действующие при резании силы улучшают закрепление пластин. В процессе резания пластина постепенно сминает опорную поверхность гнезда, что приводит, к образованию зазора, возникновению переменных нагрузок и поломок пластины. Поэтому в современных конструкциях опорная поверхность гнезда защищается закаленной стальной или твердосплавной прокладкой 9 (рис. 14, а) такой же конфигурации, что и режущая пластина.
Форма передней и задней поверхностей резцов. Практикой применения резцов выработаны формы их передней и задней поверхностей. Различают плоскую (рис. 15, а) ломаную (рис. 15, б, в) и криволинейную (рис. 15, г) формы поверхности. Технология переточки передней и задней поверхностей обычно включает шлифование и доводку. С увеличением площади шлифуемой и доводимой задней поверхности резца из одного куска материала или с пластиной из быстрорежущей стали (рис. 15, а) технологичнее отделять только шлифуемую поверхность от доводимой путем введения ломаной задней поверхности под углом больше заданного на 2…4°. В этом случае трудоемкая операция доводки будет выполняться на небольшой площадке с углом α.
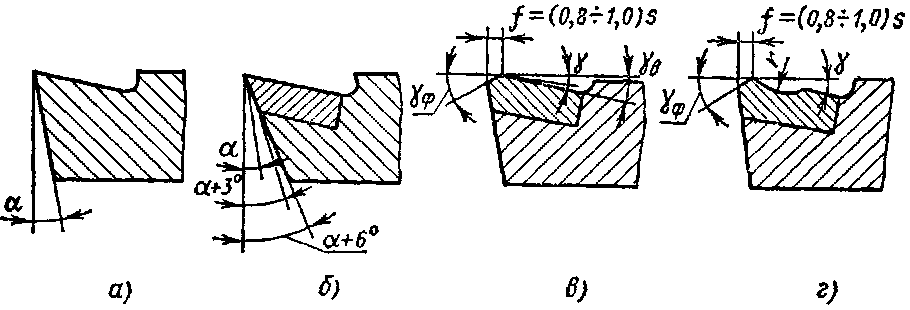
Рис. 15. Формы передней и задней поверхностей
резцов: а — плоские передняя и задняя поверхности;
б — задняя поверхность с двойным изломом;
в — плоская передняя поверхность с фаской;
г — криволинейная передняя поверхность с фаской
Резцы с пластинами твердого сплава при заточке требуют применения разных шлифовальных кругов и режимов для державки и пластины. В силу этого целесообразна форма, изображенная на рис. 15, б, где доводимая поверхность отделена от шлифуемой, а стальная поверхность державки — от твердосплавной пластины.
Передняя поверхность резца может выполняться в трех основных вариантах, если не учитывать специальных ее подточек для обеспечения стружколомания и стружкозавивания: плоской (рис. 15, а, б), плоской с фаской (рис. 15, в) и криволинейной с фаской (рис. 15, г). Резцы с плоской передней поверхностью применяют при обработке чугуна, при обработке стали с подачами s < 0,2 мм/об; такую поверхность имеют, в частности, фасонные резцы. Криволинейную переднюю поверхность с фаской имеют резцы для обработки стали, когда необходимо обеспечить стружкозавивание. Здесь, как и в плоской с фаской форме, важную роль при работе резца играет фаска шириной несколько меньше величины подачи, затачиваемая под углом γф. Создание специальной фаски укрепляет место сопряжения передней и задней поверхностей — режущую кромку и благоприятствует нагружению ее силой резания. Радиус r выемки передней поверхности выбирают в зависимости от подачи и назначения резца r = (10…60) s.
Сочетание форм передней и задней поверхностей резца выбирают, исходя из условий его эксплуатации.