

2.5.4. Конструирование резцов с механическим креплением пластин
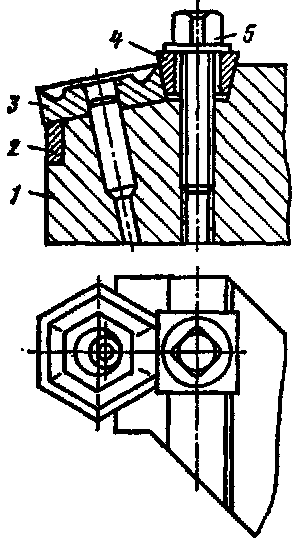
Применяют резцы с механическим креплением трех-, четырех-, пяти- и шестигранных пластин из твердого сплава, предназначенных для обработки заготовок из стали и чугуна. Рассмотрим один из вариантов конструкции головки резца (рис. 17). Резец имеет державку 1 с запрессованным в нее штифтом 2. На штифт свободно надевают многогранную пластину из твердого сплава 3, которую закрепляют между штифтом и задней опорной стенкой державки с помощью клина 4 и винта 5. Многогранные пластины не перетачивают. После изнашивания одной режущей кромки пластину поворачивают, и в работу вступает следующая режущая кромка. После изнашивания всех режущих кромок пластину заменяют новой.
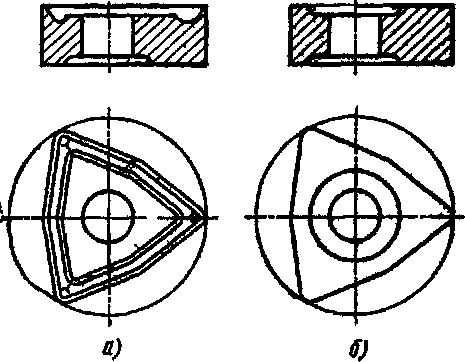
Углы φ у резцов с многогранными пластинами такие же, как у цельных напайных резцов с той же рабочей высотой, а угол в плане может быть 45, 60 и 90°. Необходимых значений задних углов α и α1 достигают путем установки пластины под соответствующим отрицательным углом γy. Для обеспечения положительных значений переднего угла γ, а также для завивания и дробления стальной стружки вдоль каждой из режущих кромок предусмотрены выкружки, формируемые при прессовании многогранных пластин (форма I, рис. 18). Геометрические параметры режущей части резцов с многогранными пластинами формы I выбирают по справочным данным.
Угол, образованный выкружкой, равен 20 или 25° в зависимости от размера пластины, что обеспечивает при закреплении пластины на державке под углом γу = - 10° передний угол γ, равный 10 или 15°. Радиусы при вершине выбирают минимальными (r = = 0,4…1 мм).
Рис. 17. Резец с механическим креплением неперетачиваемой многогранной пластины из твердого сплава
|
Рис. 18. Многогранные пластины из твердого сплава: а — форма I, б — форма II
|
Сочетание малого радиуса при вершине резца и большого переднего угла резца значительно уменьшает отжим заготовки и позволяет использовать эти резцы в условиях малой жесткости станка и заготовки.
Резцы с многогранными пластинами могут быть успешно использованы при обработке заготовок из чугуна, конструкционной и высоколегированной сталей. Пластины для резцов делают с выкружками (форма I) и плоскими без выкружек (форма II).
Пластины формы II целесообразно использовать в крупносерийном и массовом производстве при работе на полуавтоматах, автоматах и агрегатных станках. Для отвода сливной стружки и получения положительных передних углов на передней поверхности этих пластин образуют многогабаритные лунки доводочным чугунным диском с нанесенной на него пастой карбида бора или алмазными кругами.
Режимы резания при обработке заготовок выбирают в зависимости от размеров и формы пластин, применяемого оборудования и максимального сечения срезаемого слоя. Выбирают габаритные размеры пластин (при заданных режимах резания).
Для изготовления резцов общего назначения рекомендуются твердые сплавы следующих марок: Т5К10, Т14К8, Т30К4, ВК6, ВК6М, ВК8. При работе с большими нагрузками, для повышения долговечности державки со стороны задней поверхности резцы необходимо оснащать пластинами (подкладками) из твердого сплава ВК8.
Габаритные и конструктивные размеры сборных токарных резцов с механическим креплением многогранных твердосплавных пластин выбирают в зависимости от назначения и формы пластины по ГОСТ 20872—80, ГОСТ 20874-75* и ГОСТ 21151—75*, а технические требования — по ГОСТ 21492—76*.
2.6. РАСЧЕТ И КОНСТРУИРОВАНИЕ ИНСТРУМЕНТОВ
ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ
Сверление, зенкерование и развертывание являются технологическими способами обработки круглых отверстий различной степени точности и с различной шероховатостью образованных цилиндрических поверхностей.