

2.6.2. Расчет и конструирование сверл
По форме и конструкции сверла разделяют на спиральные, с прямыми канавками, перовые, для глубинного сверления, кольцевые, центровочные, с канавками для подвода смазочно-охлаждающей жидкости, с многогранными пластинами. Сверла выполняют с цилиндрическим, коническим и четырехгранным хвостовиками. Основные размеры сверл стандартизованы. Геометрические параметры режущей части сверл (ω, γ и 2φ) в зависимости от материалов заготовки и сверла можно выбрать для сверл диаметром свыше 10 мм из инструментальной стали по табл. 3, для сверл, оснащенных пластинами из твердого сплава, — по табл. 4.
Угол наклона поперечной режущей кромки ψ для сверл диаметром до 12 мм принимают 50°, для сверл диаметром свыше 12 мм — 55°. Задний угол α различен в различных точках кромки. У стандартных спиральных сверл в наиболее удаленной от оси сверла точке α = 8…15°, в ближайшей к оси точке α = 20…26°. У сверл, оснащенных пластинами из твердого сплава, задний угол α соответственно равен 4…6° и 16…20°. Меньшие из приведенных значений углов относятся к большим диаметрам сверл, большие значения — к малым диаметрам сверл. Формы и размеры заточки режущих кромок, перемычек и ленточек сверл приведены в нормативах.
Технические требования к изготовлению спиральных сверл приведены в ГОСТ 2034 — 80Е и СТ СЭВ 566 — 77.
Таблица 3
Рекомендуемые углы наклона винтовой канавки ω
и углы при вершине 2φ спиральных сверл диаметром
свыше 10 мм из инструментальной стали
Материал заготовки |
ω |
2φ |
градусы |
||
Сталь с σв, МПа (кгс/мм2) до 500 (до 50) 500…700 (~ 50…70) 700…1000 (~ 70…100) 1000…1400 (~ 100…140) коррозионно-стойкая |
35 30 25 20 25 |
116 116…118 120 125 120 |
Чугун серый |
25…30 |
116…120 |
Медь красная Медные отливки и латунь Бронза с НВ: 100 и выше < 100 |
35…45 25…30
15…20 8…12 |
125 130
135 125 |
Алюминиевые сплавы литейные Алюминиевые сплавы деформируемые |
35…45 45 |
130…140 140 |
Пластмассы, эбонит, бакелит |
8…12 |
60…100 |
Хвостовики сверл с коническим хвостовиком имеют конус Морзе, выполняемый по СТ СЭВ 147 — 75.
Таблица 4
Рекомендуемые передние углы γ и углы при вершине 2φ
сверл, оснащенных пластинами из твердых сплавов
Материал заготовки |
γ |
2φ |
градусы |
||
Сталь: конструкционная, углеродистая и легированная инструментальная марганцовистая твердая литая термически обработанная |
0…4 — 3 0 — 3 — 3 |
116…118 116…118 116…118 116…118 130…135 |
Чугун с НВ: ≤ 200 > 200 |
6 0 |
116…118 116…118 |
Бронза, латунь, алюминий |
4…6 |
116…118 |
Баббит |
4…6 |
140 |
Пластмассы |
0…2 |
60…100 |
Порядок расчета и конструирования спирального сверла из быстрорежущей стали с коническим хвостовиком для обработки сквозного отверстия.
1. Определяем диаметр сверла. По ГОСТ 19257—73.
2. Определяем режим резания по нормативам.
3. Определяем осевую силу.
4. Момент сил сопротивления резанию (крутящий момент).
5. Определяем номер конуса Морзе хвостовика. С расчетом момента трения между хвостовиком и втулкой.
6. Определяем длину сверла. Общая длина сверла, длины рабочей части, хвостовика и шейки могут быть приняты по ГОСТ 10903—77 или ГОСТ 4010—77.
7. Определяем геометрические и конструктивные параметры режущей части сверла. По нормативам находим форму заточки, угол наклона винтовой канавки, углы между режущими кромками, задний угол, угол наклона поперечной кромки, размеры подточки, шаг винтовой канавки.
8. Определяем толщину dc сердцевины сверла в зависимости от диаметра сверла и утолщение сердцевины по направлению к хвостовику.
9. Обратная конусность сверла (уменьшение диаметра по направлению к хвостовику) на 100 мм длины рабочей части должна находиться в пределах:
D, мм ......... До 6 Св.6 Св. 18
Обратная конусность, мм ....0,03—0,08 0,04—0,10 0,05—0,12
10. Определяем ширину ленточки f0 и высоту затылка по спинке К.
11. Определяем ширину пера.
12. Геометрические элементы профиля фрезы для фрезерования канавки сверла определяют графическим или аналитическим способом.
13. По найденным размерам строим профиль канавочной фрезы.
14. Устанавливаем основные технические требования и допуски на размеры сверла (по СТ СЭВ 566—77 и ГОСТ 885—77).
Предельные отклонения диаметров сверла (ГОСТ 885—77). Допуск на общую длину и длину рабочей части сверла равен удвоенному допуску по квалитету 14 с симметричным расположением предельных отклонений по ГОСТ 25347—82. Предельные отклонения размеров конуса хвостовика устанавливаются по ГОСТ 2848—75 (степень точности АТ8). Радиальное биение рабочей части сверла относительно оси хвостовика не должно превышать 0,15 мм. Предельные отклонения на углы 2φ; 2φ0, угол наклона винтовой канавки. Предельные отклонения размеров подточки режущей части сверла. У рабочей части сверла HRС 62…65, у лапки хвостовика сверла HRC 30…45.
15. Выполняем рабочий чертеж. Рабочий чертеж должен иметь три проекции (винтовые линии при черчении заменяют прямыми линиями). Форма заточки сверла с геометрическими параметрами режущей части, центровое отверстие, а также профиль канавочной фрезы вычерчивают отдельно в большом масштабе. На чертеже также указывают основные технические требования к сверлу.
2.6.3. Зенкеры
Зенкерование — технологический способ обработки предварительно просверленных отверстий диаметром dc или отверстий, изготовленных литьем и штамповкой с целью получения более точных по форме и размеру, чем при сверлении, цилиндрических отверстий (10...11-го квалитета точности) с шероховатостью Rа = 1,25…3,2, диаметром dз > dc. Зенкеруют сквозные и глухие отверстия (рис. 21).
Элементы конструкции хвостового зенкера для обработки цилиндрических отверстий показаны на рис. 22.
Стандартные зенкеры имеют от трех до восьми зубьев. Наиболее часто на практике встречаются зенкеры с тремя винтовыми зубьями, смещенными на 120° друг относительно друга. Через точки главных режущих кромок трех зубьев, лежащих в плоскости вращения, перпендикулярной геометрической оси зенкера, можно провести концентрические окружности. Это геометрическое свойство трехзубых зенкеров обеспечивает их самоцентрирование и получение после зенкерования отверстий более правильной цилиндрической формы и с более точным размером диаметра, чем это достигается двухзубыми сверлами.

Рис. 21. Зенкеры различного назначения:
а - для растачивания цилиндрических отверстий;
б - для обработки цилиндрических углублений под
головки винтов; в - для зенкерования конических
углублений (зенковка); г - для обработки торцовых
поверхностей (цековка)
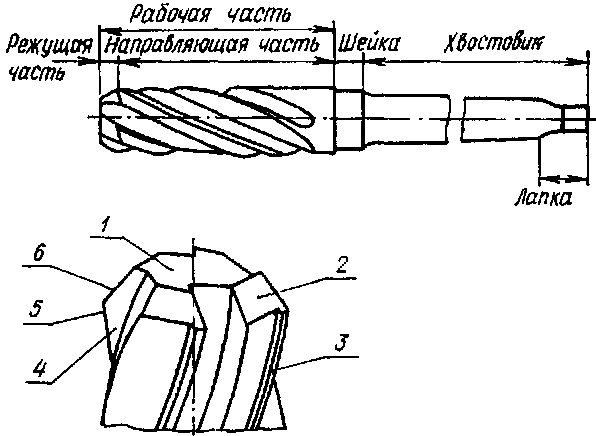
Рис. 22. Элементы конструкции цилиндрического зенкера: 1 — сердцевина; 2 — задняя поверхность;
3 — ленточка; 4 — передняя поверхность;
5—вспомогательная режущая кромка;
6 — главная режущая кромка
Рабочая часть зенкера включает режущие и калибрующие элементы. Режущие элементы ограничены главным углом в плане φ, измеряемым между направлением подачи и главной режущей кромкой (рис. 23). В пределах вспомогательного угла в плане φ1 находится калибрующая часть, близкая по форме к цилиндру, поскольку зенкер, подобно сверлу, шлифуется при изготовлении с небольшой обратной конусностью. Геометрия рабочей части зенкера для цилиндрических отверстий определяется углами γ и α в точке х главной режущей кромки, а также углами α1 и ω.
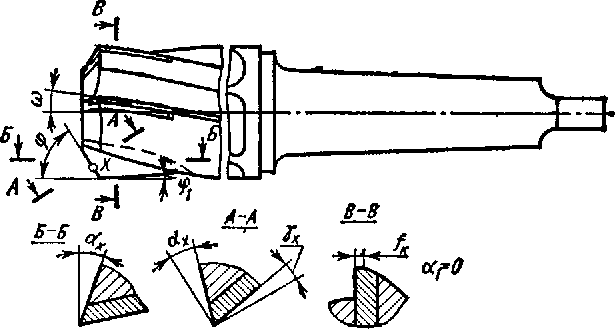
Рис. 23. Геометрические параметры хвостового зенкера
Передний угол γх в точке главной режущей кромки определяется в плоскости, перпендикулярной проекции главной режущей кромки на диаметральную плоскость, проходящую через вершину зуба зенкера.
Главный задний угол αх, как и у сверла, определяется между касательными в точке х к задней поверхности и к винтовой траектории движения точки х при вращении зенкера и его осевом перемещении по подаче. Вспомогательный задний угол на калибрующей части обычно близок нулю. Угол наклона винтовой канавки ω не требует особых пояснений.