

2.6.1. Сверла
Сверление — основной технологический способ образования отверстий в сплошном металле обрабатываемых заготовок. Сверлением могут быть получены как сквозные отверстия в заготовке, так и глухие отверстия. При сверлении отверстий чаще всего используют стандартные сверла, имеющие два винтовых зуба, расположенных диаметрально друг относительно друга. Просверленные отверстия, как правило, не имеют абсолютно правильной цилиндрической формы. Их поперечные сечения имеют форму овала, а продольные — небольшую конусность.
Диаметры просверленных отверстий всегда больше диаметра сверла, которым они просверлены. Разность диаметров сверла и просверленного им отверстия принято называть разбивкой отверстия. Она тем больше, чем больше диаметр сверла: для стандартных сверл диаметром dc = 10...20 мм разбивка составляет 0,15...0,25 мм. Причиной разбивки отверстий являются недостаточная точность заточки сверл и несоосность сверла и шпинделя сверлильного станка. Сверление отверстий без дальнейшей их обработки проводят в тех случаях, когда необходимая точность размеров лежит в пределах 12...14-го квалитета, параметр шероховатости Ra = 3,2…12,5. Наиболее часто сверлением получают отверстия для болтовых соединений, а также отверстия для нарезания в них внутренней крепежной резьбы.
Сверла по конструкции и назначению подразделяют на спиральные, центровочные и специальные. Наиболее распространенный для сверления и рассверливания инструмент - спиральное сверло (рис. 19, а), состоящее из рабочей части 6, шейки 2, хвостовика 4 и лапки 3.
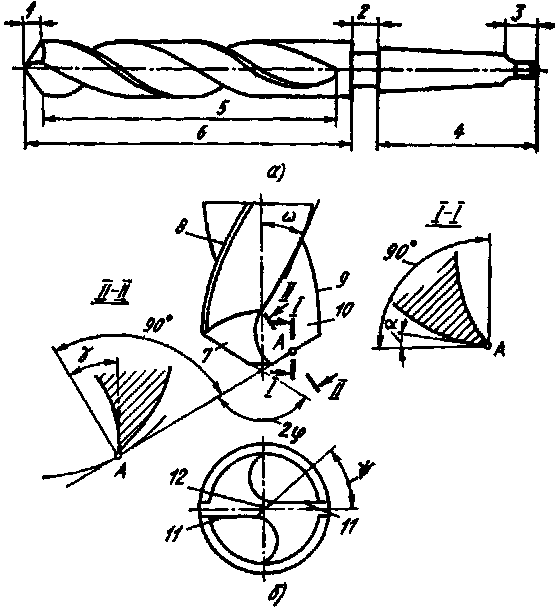
Рис. 19. Части, элементы и углы спирального сверла
В рабочей части 6 различают режущую 1 и направляющую 5 части с винтовыми канавками. Шейка 2 соединяет рабочую часть сверла с хвостовиком. Хвостовик 4 необходим для установки сверла в шпинделе станка. Лапка 3 служит упором при выбивании сверла из отверстия шпинделя.
Элементы рабочей части и геометрические параметры спирального сверла показаны на рис. 19, б. Сверло имеет две главные режущие кромки 11, образованные пересечением передних 10 и задних 7 поверхностей и выполняющие основную работу резания; поперечную режущую кромку 12 (перемычку) и две вспомогательные режущие кромки 9. На цилиндрической части сверла вдоль винтовой канавки расположены две узкие ленточки 8, обеспечивающие направление сверла при резании.
Геометрические параметры сверла определяют условия его работы. Передний угол γ измеряют в главной секущей плоскости II - II, перпендикулярной к главной режущей кромке. Задний угол α измеряют в плоскости I - I, параллельной оси сверла. Передний и задний углы в различных точках главной режущей кромки различны. У наружной поверхности сверла угол γ наибольший, а угол α наименьший; ближе к оси — наоборот. Угол при вершине сверла 2φ измеряют между главными режущими кромками; его значение различно в зависимости от обрабатываемого материала. Угол наклона поперечной режущей кромки ψ измеряют между проекциями главной и поперечной режущих кромок на плоскость, перпендикулярную к оси сверла. Угол наклона винтовой канавки ω измеряют по наружному диаметру. С увеличением угла ω увеличивается передний угол γ ; при этом облегчается процесс резания и улучшается выход стружки. Рекомендуемые геометрические параметры сверла приведены в справочной литературе.
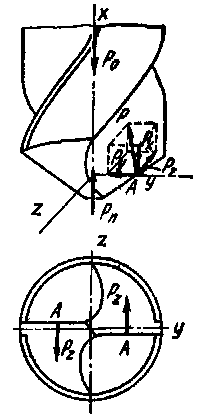
Силы резания. В процессе резания сверло испытывает сопротивление со стороны обрабатываемого материала. Равнодействующую сил сопротивления, приложенную в некоторой точке А режущей кромки, можно разложить на три составляющие силы Рx, Рy и Рz (рис. 20).
Составляющая Рx направлена вдоль оси сверла. В этом же направлении действует сила Рп на поперечную режущую кромку. Суммарная всех указанных сил, действующих на сверло вдоль оси х, называется осевой силой. Радиальные силы Рy, равные по величине, но направленные противоположно, взаимно уравновешиваются.
|
Рис. 20. Силы, действующие на сверло
|
В расчетах для определения осевой силы Ро (Н) и крутящего момента Мк (Н∙м) используют эмпирические формулы:
![]() ;
;
![]() ,
,
где Ср и См — постоянные коэффициенты, характеризующие обрабатываемый материал и условия резания; D – наружный диаметр сверла, мм; s - подача сверла (мм/об); хр, ур, хм, ум — показатели степеней; Кр и Км — поправочные коэффициенты на измененные условия резания. Коэффициенты и показатели степеней приведены в справочниках.
Осевая сила и крутящий момент являются исходными для расчета сверла и узлов станка на прочность, а также для определения эффективной мощности. Эффективная мощность (кВт), затрачиваемая на резание при сверлении,
Ме = Mкn / (60·103).