

УДК 621.7.024.2
КОНТРОЛЬ ЧИСТОТЫ РАБОЧИХ ПОЛОСТЕЙ ЖИДКОСТНЫХ СИСТЕМ УСТРОЙСТВОМ ОБЪЕМНОГО ОТБОРА ПРОБЫ ЖИДКОСТИ ВО ВЗАИМОСВЯЗИ С
БЕЗОПАСНОСТЬЮ ПОЛЁТОВ
А.С. Грешнов; М.В. Андреев; И.А. Кожевников; Д.И. Сергеев, научный сотрудник
Военный учебно-научный центр ВВС «Военно-воздушная академия»
В работе представлена конструкция устройства для отбора проб жидкости, встраиваемого в контролируемую жидкостную систему, оснащенного системой попеременного отсекания в них потока жидкости, выполненной в виде двух трехходовых шаровых кранов с общей системой управления.
Вопросы контроля промышленной чистоты рабочих полостей жидкостных систем и агрегатов (ЖСА) изделий авиационной техники (АТ), как наиболее технически сложных и подверженных наибольшим рискам при эксплуатации в ряду других машинотехнических изделий, занимают важное место при их проектировании, производстве, ремонте, техническом обслуживании, эксплуатации. Вопросы влияния качества контроля на показатели надежности систем ответственного применения, к каковым относятся и бортовые ЖСА ВС, не подлежат сомнению.
Учитывая практические трудности измерения загрязненности внутренних поверхностей рабочих полостей таких систем методами прямого контроля для изделий АТ в подавляющем большинстве случаев применяется метод косвенного контроля, когда за показатели загрязненности рабочих полостей принимают показатели загрязненности жидкости, прокачиваемой через эти полости. Чистота поверхностей при этом оценивается по измерению концентрации (массовой, объемной, или той и другой) или счетной концентрации (гранулометрического, дисперсного состава) загрязнений в вытекающей из контролируемых ЖСА жидкости.
Комплексное решение предполагает одновременное осуществление в полном объеме [1, 2]:
223
-контроля уровня загрязненности ЖСА, путем контроля чистоты применяемых рабочих сред (косвенный контроль);
-непосредственно очистки рабочих полостей ЖСА до
установленного нормативного уровня; - обеспечения нормативного уровня чистоты применяемых
рабочих и технологических жидкостных сред.
Косвенный контроль предполагает отбор пробы жидкости заданного соответствующими нормативными документами объема для его последующего анализа в лабораторных условиях или с использованием приборов автоматического контроля состояния загрязненности.
Соответственно, методика отбора пробы, как совокупность операций с применением средств отбора проб, должна обеспечивать представительность этой самой пробы, которая зависит от соблюдения ряда условий:
- пробы, взятые из сливного трубопровода, должны иметь такой же состав загрязнений, как и усредненный состав по сечению трубопровода в месте отбора этих проб, для чего необходимо обеспечить равномерное распределение загрязнений по площади сечения трубопровода и применение пробоотборных устройств, конструкция и параметры которых вносят минимальную погрешность
вотбор проб;
-в связи с тем, что в течение установленного временем процесса
контроля (или очистки) содержание загрязнений по площади сечения в точке отбора проб может по разным причинам меняться случайным образом в широких пределах, для сохранения представительности пробы частота отбора дискретных проб должна быть обоснованной, что в большинстве случаев определяется экспериментально и зависит от состава и свойств загрязнителя, особенностей очищаемой (контролируемой) системы, особенностей промывочного оборудования и самих устройств отбора проб.
- поскольку проба отбирается для последующего анализа, необходимо обеспечение сохранения ее достоверности при транспортировке до места лабораторного анализа или до соответствующих приборов автоматического контроля загрязненности.
224
Перечисленные выше условия являются при отборе проб критичными, невыполнение любого из них влечет нарушение представительности пробы и, соответственно, приводит к ошибочной оценке состояния ПЧ контролируемых ЖСА.
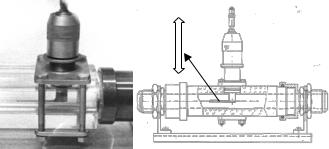
Обеспечить соблюдение этих условий в совокупности чрезвычайно затруднительно. Подтверждением этому являются исследования с использованием экспериментального пробоотборного устройства (рисунок 1), позволяющего зондировать заборным соплом всю площадь поперечного сечения потока жидкости в точке отбора проб жидкости. Определено, что в сложных жидкостных системах изделий АТ обеспечить выполнение этих условий практически невозможно. Поэтому основным источником погрешностей при определении степени загрязненности рабочих полостей ЖСА при косвенном методе контроля становиться процедура отбора проб жидкости.
Рисунок 1 – Экспериментальный пробоотборник
с зондирующим заборным соплом
При точечном отборе пробы из какого-либо места поперечного сечения ошибка возникает из – за непредсказуемого постоянно изменяющегося распределения частиц загрязнений по сечению. Результаты исследования движения частиц загрязнителя в потоке жидкости с помощью компьютерного моделирования в программной среде Autodesk Simulation CFD 2015, подтверждающие вышесказанное представлены на рисунке 2,3.
225

Рисунок 2 – Участок трубопровода для моделирования траекторий движения частиц загрязнения
На рисунке 3 показано распределение частиц загрязнения в одном и том же сечении трубопровода, в зависимости от времени.
t = 0 c |
t = 1 с |
t = 2 с |
Рисунок 3 – Сечение трубопровода в различные промежутки времени t с наглядным отображением распределения частиц загрязнителя размером 100 мкм в сечении трубопровода
Результаты исследования при помощи компьютерного моделирования наглядно демонстрируют непредсказуемую постоянную неравномерность распределения частиц загрязнителя по сечению трубопровода в разные моменты времени даже для одинаковых начально заданных условиях, что свидетельствует о невозможности обеспечения достоверности пробы жидкости при ее точечном отборе.
Целесообразным для повышения достоверности результатов измерений загрязненности представляется применение полнопоточных устройств отбора проб (примеры разработки ОАО
226
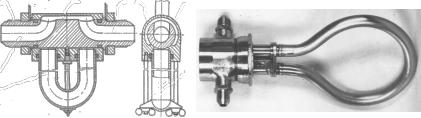
«НИИАСПК» и ООО «РИИТ» совместно с ВУНЦ ВВС «ВВА» представлены на рисунке 4).
Рисунок 4 – Типовые конструкции полнопоточных
пробоотборников (экспериментальные образцы)
Полость пробоотборника требуемого нормативного объема в процессе функционирования контролируемой системы является ее частью в точке отбора, а на момент отбора пробы отсекается от потока (жидкость одновременно перенаправляется через байпасный участок трубопровода). Контейнер с отобранной пробой извлекается из пробоотборника и направляется на анализ.
Специалистами ВУНЦ ВВС «ВВА» разработана конструкция полнопоточного устройства отбора проб жидкости, существенно повышающая представительность (объективность) отбираемой пробы жидкости [3].
Полость пробоотборника, требуемого нормативного объема, в процессе функционирования контролируемой системы является ее частью в точке отбора, а на момент отбора пробы отсекается от потока (жидкость одновременно перенаправляется через байпасный участок трубопровода). Контейнер с отобранной пробой извлекается из пробоотборника и направляется на анализ.
На рисунке 5 представлена схема разработанного авторами полнопоточного пробоотборника для использования в наземном стендовом оборудовании.
227

а)
б)
Рисунок 5 – Схема полнопоточного пробоотборника, разработанного для использования в наземном стендовом оборудовании в рабочем режиме (а) и в режиме отбора пробы (б)
Преимуществом разработанного пробоотборника является возможность повышения представительности пробы за счет минимизации погрешности ее отбора.
Использование разработанного устройства позволяет повысить представительность отбираемой пробы жидкости и предотвратить ошибочную оценку уровня загрязненности рабочей жидкости и технического состояния контролируемой жидкостной системы и ее агрегатов.
Литература 1 Белянин П.Н., Данилов В.М. Промышленная чистота машин. –
М.: Машиностроение, 1982. С. 224.
228
2 Сапожников В.М. Монтаж и испытание гидравлических и пневматических систем летательных аппаратов. М.: Машиностроение, 1979. С. 256.
3 Кровяков В.Б., Романов А.А., Коротеев А.Ю., Степанов Р.Н. Устройство для отбора проб жидкости. Решение от 11.04.2017 о выдаче патента РФ по заявке на полезную модель № 2016143321 от 02.11.2016. ВУНЦ ВВС «ВВА».
Military training and research center of the air force "Air force Academy"
CONTROL OF PARALLAX PURITY OF WORKING CAVITIES OF LIQUID SYSTEMS BY THE DEVICE OF VOLUME
TAKEOFF OF SAMPLE OF THE FLUID IN CORRELATION
WITH SAFETY OF FLIGHTS
A.S. Greshnov, M.V.Andreev, I.A.Kozhevnikov, D.I. Sergeev
In operation the correlation of quality of control of industrial parallax purity of working cavities of liquid systems and aggregates of aircrafts and safety of flights, construction of the device of volume sampling of a fluid is considered.
Key words: safety of flights, volume sampling of a fluid, industrial parallax purity.
УДК 669
ОСОБЕННОСТИ ПРИМЕНЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ В АВИАЦИОННОЙ И КОСМИЧЕСКОЙ ПРОМЫШЛЕННОСТИ
С.А. Дерипаско, студентка; О.В. Горожанкина, ст. преподаватель Воронежский государственный технический университет
В работе приведены данные о различных классах современных композиционных материалов, содержится информация о перспективных технологиях их производства и свойствах, а так же об особенностях их применения в авиационной и космической промышленностях.
При разработке средств исследования космического пространства требуются новые материалы, которые должны выдерживать нагрузки
229
космических полетов (высокие температура и давление, вибрационные нагрузки на этапе выведения, низкие температуры космического пространства, глубокий вакуум, радиационное воздействие, микрочастицы и т.д.) и иметь достаточно низкую удельную массу [1].
Снижение веса и увеличение полезной нагрузки является первоочередной задачей проектирования космического летательного аппарата. Многие достижения в области создания тонкостенных оболочек обязаны своим происхождением этому требованию. Типичными примерами такой конструкции являются жидкостная ракета-носитель «Атлас» и конструкция твердотопливной ракеты. Для «Атласа» была создана специальная монококовая оболочка с наддувом. Ракета с двигателем на твердом топливе получается посредством наматывания на оправку, имеющую форму твердотопливного заряда, стеклянной нити и пропитки намотанного слоя специальной смолой, которая отверждается после вулканизации. При такой технологии получается сразу и несущая оболочка летательного аппарата, и ракетный двигатель с соплом.
Металлы – основные конструкционные материалы для изделий ракетно-космической техники, их масса в общей массе изделий составляет более 90 %. Поэтому совершенствование тактикотехнических характеристик изделий во многом определяется свойствами применяемых сплавов. За последние годы разработано и в дальнейшем получит новое развитие поколение алюминиевых сплавов, легированных литием и скандием. Замена традиционных сплавов новыми позволит снизить массу узлов изделий космических аппаратов на 10...30 % в зависимости от типа конструкции. Технология получения деталей из новых гранулированных сплавов наряду с возможностью повышения рабочих температур до 850 °С обеспечит снижение массы узлов на 10...30 %. Революционные решения в создании перспективных изделий РКТ XXI в. может обеспечить новый класс конструкционных материалов – интерметаллиды (химические соединения титан – алюминий, никель – алюминий и др.). Эти материалы имеют низкую плотность (3,7-6,0 г/см3) и обладают высокой жаропрочностью (до 1200°С), высокими характеристиками коррозионной стойкости, жаростойкости и износостойкости [2].
230
Наибольшее распространение в авиа- и ракетостроении за рубежом получили композиционные материалы на основе высокопрочных волокон Композиционный материал (композит) состоит из высокопрочного наполнителя, ориентированного в определённом направлении, и матрицы. В качестве армирующих наполнителей (силовая основа композиции) применяются волокна бериллия, стекла, графита, стали, карбида кремния, бора или так называемые нитевидные кристаллы окиси алюминия, карбида бора, графита, железа и т. д. Матрицы изготовляются из синтетических смол (эпоксидных, полиэфирных, кремниево-органических) или сплавов металлов (алюминия, титана и других). Соединение волокон или нитевидных кристаллов с матрицей производится горячим прессованием, литьём, плазменным напылением и некоторыми другими способами. Композиционный материал ведёт себя как единое структурное целое и обладает свойствами, которых не имеют составляющие его компоненты. Особенностью композиционных материалов является анизотропность их свойств (то есть зависимость, физических, в том числе механических, свойств материалов от направления), которая определяется ориентацией армирующих волокон. Заданную прочность материала получают, ориентируя волокна наполнителя в направлении действия основных усилий. Иностранные специалисты считают, что это открывает новые возможности при конструировании силовых элементов самолётов и вертолётов [3].
По мнению российских специалистов, с точки зрения характеристик удельной прочности и удельной жёсткости наиболее перспективны композиционные материалы, в которых в качестве упрочняющей арматуры используются волокна бора, карбида бора и углерода. К таким материалам относятся бороэпоксидные материалы (боропластики, углепластики, бороалюминий).
В настоящее время растет количество исследований в области применения композитов в конструкциях изделий ракетнокосмической техники (РКТ). В РКТ нашли широкое применение композиты: бороалюминиевые, бораэпоксидные, углепластики и органопластики. Так как, исследования в области КМ продолжаются, не исключено появление и других КМ, которые можно использовать в изделиях РКТ. Первоначально КМ применялись в конструкциях ракет
231
во вторичной структуре, такой как обтекатели, небольшие и малонагруженные участки фюзеляжа, и другие неответственные элементы. По мере развития технологии, использование композиционных материалов для первичных структур, таких как топливные баки, трубопроводы, сосуды давления, шпангоуты и т. д., увеличилось [4].
В современных проектах изделий РКТ наибольший удельный вес составляют топливные баки, поэтому применение здесь более легких, по сравнению с традиционными материалами, композитов весьма актуально. В настоящее время композитные баки чаще всего изготавливают на основе тонкостенного лейнера (внутренний герметизирующий слой сосуда из армированных пластмасс, который может нести часть нагрузки), образующего прочный герметичный каркас, который армируется углеродными волокнами. Большой интерес к использованию композитов проявляется в НАСА, где они используются в качестве материалов обтекателя, баков для криогенного топлива, элементов двигателя и т. д. При сверхзвуковом полете, сопровождающимся высоким значением температуры, в РКТ используются КМ, армированные углеродом. Связующим в таких композитах выступает эпоксидная матрица (углепластики) и материалы на основе углеродных матриц, армированных волокнами углерода [5]. Композиционные материалы позволяют улучшить эксплуатационные свойства, снизить массу и стоимость изделий РКТ, что видно из свойств, показанных в таблице.
Таблица. Сравнительные свойства КМ и металлов, используемых в РКТ [5]
|
Предел |
Плотность, ρ, |
Удельная |
Материал |
прочности, σп, |
прочность, |
|
|
МПа |
кг/м3 |
σп/ρ×103,м2/с2 |
|
|
||
Алюминиевый |
400 |
2640 |
0,152 |
сплав |
|
|
|
Стеклопластик |
1700 |
1700 |
1,063 |
Углепластик |
1700 |
1300 |
1,308 |
Из таблицы видно, что наиболее подходящим по удельной прочности КМ для изделий РКТ является углепластик (УП), а в
232

качестве лейнера можно использовать традиционные материалы с учетом необходимой толщины, обеспечивающей герметичность и формообразование.
Основным преимуществом УП, по сравнению с металлами, является их сравнительно небольшая плотность при достаточно высоких прочностных и упругих характеристиках, а также коррозионная стойкость при эксплуатации изделий.
Композитные материалы находят применение в самых разных отраслях деятельности. Авиационный концерн Boeing делает из композитных материалов фюзеляж магистрального лайнера 787 Dreamliner. Один из главных в России разработчиков спутников – Информационные спутниковые системы им. академика М.Ф. Решетнева, применяет металлокомпозитные баки для обеспечения сжатыми газами космических спутников. Поэтому актуальность работ по комплексным исследованиям композитных материалов не вызывает ни у кого сомнений.
Учитывая, что прогресс здесь в немалой степени связан с учетом все новых свойств и особенностей композитных материалов, межинститутская группа исследователей под руководством заведующего лабораторией анализа и оптимизации нелинейных систем Голушко С.К. провела ряд исследований свойств углепластиков марок ВКУ-25 и ВКУ-28. Эти углепластики нелинейно деформируются при нагрузках и, более того, обладают свойством разносопротивляемости растяжению и сжатию (рисунок 1).
Рисунок 1- Испытания углепластиковой балки на трехточечный изгиб: момент перед началом разрушения (вверху), вертикальная трещина в зоне сжатия (в центре), горизонтальное растрескивание
233
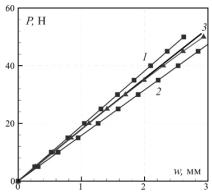
иразрыв в зоне растяжения (внизу) [2]
Врамках проводимых комплексных исследований сотрудниками Института были разработаны алгоритмы обработки и аппроксимации
больших массивов данных измерений, построены нелинейные математические модели деформирования при изгибе материалов, разработаны алгоритмы и программы для расчета напряженнодеформированного состояния таких материалов. С использованием разработанного инструментария были выполнены расчеты трех- и четырехточечного изгиба образцов углепластиков ВКУ-25 и ВКУ-28 и их полимерных матриц ВСЭ-17 и ВСЭ-1212 и проведено сравнение результатов этих расчетов с данными испытаний. Получено удовлетворительное согласование результатов численного моделирования с результатами испытаний (рисунок 2).
При сравнении со стеклопластиком важно отметить значительно более высокий модуль упругости, т. е. большую жесткость углепластика. Как и все полимерные композиционные материалы (ПКМ), углепластики обладают тем положительным свойством, что их характеристики могут в широком диапазоне регулироваться уже на стадии проектирования конструкций, так как сами материалы образуются в процессе изготовления этих конструкций.
Рисунок 2 - Деформирование углепластиковой балки при изгибе: расчет по данным, полученным из экспериментов на растяжение (линия 1), на сжатие (линия 2), и с учетом разносопротивляемости
(линия 3), эксперимент (сплошная кривая) [1]
234
Следует отметить и ряд недостатков углепластиков. Это сравнительно невысокая прочность при сдвиге, а также ударная прочность. Поскольку основой УП являются синтетические смолы, на механические характеристики которых существенное влияние оказывает воздействие внешней среды (увлажнение, изменение температуры, солнечная радиация и т. п.), прочность и жесткость УП в процессе эксплуатации изделия снижается на 10..20%. Являясь в основном горючими, синтетические смолы в определенной, хотя и в меньшей, чем у СП, степени переносят этот недостаток на УП.
Необходимо учитывать и значительную анизотропию свойств получаемого УП, особенно ярко проявляющуюся при однонаправленном расположении армирующих волокон.
Таким образом, углеродные волокна благодаря своим специфическим свойствам имеют разнообразные области применения, начиная от сорбентов, электронагревательных элементов и заканчивая корпусами для самолетов и космических ракет. К сожалению, к недостаткам углеродных волокон относится высокая стоимость, что отчасти объясняется небольшими объемами их производства. Повидимому, при увеличении масштабов производства стоимость углеродных волокон значительно снизится.
Литература
1.Батаев А. А., Батаев В.А. Композиционные материалы. - М.: Университетская книга, Логос, 2006. -252 c
2.Гайданский А.И., Громашев А.Г., Кривонос В.В., Куликов С.В.,
Тарасов Ю.М. Тенденции применения полимерных композиционных материалов в производстве гражданской авиационной техники // Доклад на конференции «Перспективные материалы в авиационнокосмической промышленности: новые технологии и возможности применения». 25 ноября 2010 г. Москва.
3. Берлин А.А. Современные полимерные композиционные материалы (ПКМ) // Соросовский образовательный журнал, 2015, №1, с. 57-65
4.Садков В.В. Опыт использования композиционных материалов
вконструкциях самолетов ОАО «Туполев» // Доклад на конференции
«Перспективные материалы в авиационно-космической
235
промышленности: новые технологии и возможности применения». 25 ноября 2012 г. Москва.
5. Niu M. C., Composite Airframe Structures, Comilit Press Ltd, Hong Kong, 2014.
Voronezh State Technical University
PECULIARITIES OF APPLICATION OF COMPOSITE MATERIALS IN AVIATION AND SPACE INDUSTRY
S.A. Deripasko, O.V. Gorozhankina
This article presents data on different classes of modern composite materials, contains information about the advanced technologies of their production and properties, as well as the peculiarities of their application in the aviation and space industries
Key words: polymers, composites, space
УДК 62-419.3
ВЛИЯНИЕ НЕСОВЕРШЕНСТВ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ АЛЮМИНИЕВОГО СОТОВОГО ЗАПОЛНИТЕЛЯ НА КАЧЕСТВО СОТОВОГО ЗАПОЛНИТЕЛЯ
А.М. Кольченко, студент; А.П. Будник, канд. техн. наук Воронежский государственный технический университет
В работе представлен анализ типового технологического процесса (ТП) изготовления алюминиевого сотового заполнителя (СЗ), на основе которого выявлены дефекты, возникающие на этапах производства сотового заполнителя и их влияние на качество конструкции. Проанализированы результаты эксперимента, выявлены оптимальные численные параметры давления прессования сотового заполнителя.
Цель работы – выявление влияния несовершенств технологического процесса изготовления алюминиевого сотового заполнителя на качество конструкции на основе анализа существующего ТП, натурных образцов и данных проведенных экспериментов.
236
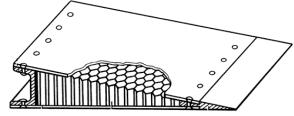
Сотовые конструкции (рисунок 1), наиболее распространенные в современных деталях и агрегатах механизации крыла и хвостового оперения, являются одной из разновидностей слоистых конструкций и представляют собой сочетание элементов каркаса, обшивок и сотового заполнителя, расположенного меду ними. Заполнитель придает конструкции повышенную устойчивость, а также уникальное сочетание жесткостных, прочностных и весовых характеристик.
Рисунок 1 – Сотовая конструкция
Технологический процесс изготовления сотовых конструкций, как и сотовых заполнителей, из различного рода материалов, достаточно хорошо известен и отработан. Однако, несмотря на это, ТП изготовления алюминиевых СЗ имеет несовершенства, что ведёт к получению сотоблоков частично, либо полностью непригодных для дальнейшего использования в производстве.
В ходе анализа существующего технологического процесса изготовления алюминиевого сотового заполнителя, а также бракованных образцов был выявлен ряд дефектов.
Так, уже на первом этапе ТП, во время которого происходит загрузка рулона алюминиевой фольги в автомат АСП-1000 и набор компенсационной петли, встречаются локальные провисания фольги, что может привести к дальнейшему её перекосу, локальным деформациям и разрывам.
Вторым этапом является нанесение клеевых полос на поверхность алюминиевой фольги. Данное действие требует контроля большого количества параметров, отклонение которых ведет к появлению дефектов, таких как точечное размазывание, разрывы, разнотолщинность, отклонения в шаге клеевых полос.
237
На третьем этапе происходит сушка клеевых полос в пятизонной сушильной камере и складирование петли. Сушка должна происходить до «отлипа», т.е. когда полосы клея не прилипают к соприкасающимся с ними предметами. Несоблюдение данного параметра приводит к склеиванию сотового пакета во время транспортировки его на операцию склеивания. Однако появление данного дефекта не всегда обусловлено нарушением технологии сушки. Н маловажную роль играет как качество самого клея, так и формирование отклонений его физико-механических характеристик.
Далее происходит склеивание сотового пакета на прессе УСП-70. Данный этап включает в себя нагрев, выдержку под давлением и охлаждение под давлением сотового пакета.
На следующем этапе происходит процесс получения готового сотового заполнителя методом растяжения. На данном этапе любой из дефектов как по отдельности, так и в сочетании с любыми другими дефектами могут привести к искажениям формы ячейки сотового заполнителя, а так же к локальным разрывам в процессе растяжения сотового заполнителя.
Из анализа вышеизложенных данных, очень хорошо видно, что большинство из дефектов связано с клеевым соединением, т.к. получение его стабильных прочностных характеристик является сложной задачей. Она может быть решена при обеспечении факторов, влияющих на качество клеевых соединений сотовых заполнителей, таких как:
1)качество клеевых материалов (отсутствие включений; соответствие ТУ, без пробелов и утолщений; правильное хранение);
2)размерная точность нанесенной клеевой полосы (толщина,
ширина, прямолинейность), отсутствие разрывов; 3) режимы полимеризации (температура; давление;
продолжительность полимеризации).
В рамках отработки технологического процесса склеивания пакетов металлического сотового заполнителя на прессе УСП-70 был проведен эксперимент. Так как режимы полимеризации, такие как температура и время выдержки непосредственно зависят от параметров клея, используемого для нанесения клеевых полос, и их численные значения жестко зафиксированы, а разброс рекомендованного диапазона давлений достаточно большой, было принято решение о
238
проведении эксперимента, целью которого являлось нахождение конкретных, оптимальных численных значений давления прессования. В ходе данного эксперимента были получены образцы, которые испытывались на прочность при расслаивании сотового заполнителя по ОСТ 1 90153-71. Были получены следующие результаты:
1) количество листов в пакете – 300 штук, давление прессования |
|||||||
манометрическое – 80-100 |
расслаивании2: |
1,13 |
|
; |
|||
а) |
средняя прочность при |
кг⁄см |
|
|
|
кгс⁄см2; |
|
б) |
средняя прочность при |
расслаивании 1,06 |
|||||
в) |
средняя прочность при расслаивании 1,07 |
кгс⁄см2; |
|||||
2) количество листов в пакете – 300 штук, |
давление прессования2 |
||||||
|
кгс⁄см |
|
|||||
манометрическое – 100-120расслаивании2; |
0,98 |
|
; |
||||
а) |
средняя прочность при |
кг⁄см |
|
|
|
кгс⁄см2; |
|
б) |
средняя прочность при |
расслаивании 0,95 |
|||||
в) |
средняя прочность при расслаивании 0,93 |
кгс⁄см2; |
|||||
3) количество листов в пакете – 450 штук, |
давление прессования2 |
||||||
|
кгс⁄см |
|
|||||
манометрическое – 100-120расслаивании2; |
0,98 |
|
; |
||||
а) |
средняя прочность при |
кг⁄см |
|
|
|
кгс⁄см2; |
|
б) |
средняя прочность при расслаивании 0,95 |
||||||
в) |
средняя прочность при расслаивании 1,01 |
кгс⁄см2; |
|||||
4) количество листов в пакете – 450 штук, |
давление прессования2 |
||||||
|
кгс⁄см |
|
|||||
манометрическое – 120-140расслаивании2; |
0,98 |
|
; |
||||
а) |
средняя прочность при |
кг⁄см |
|
|
|
кгс⁄см2; |
|
б) |
средняя прочность при расслаивании 0,96 |
||||||
в) |
средняя прочность при расслаивании 0,95 |
кгс⁄см2. |
|||||
Анализ вышеприведенных |
данных |
эксперимента выявил2 , что |
|||||
|
|
|
кгс⁄см |
|
|||
средняя прочность при расслаивании для пакета из 300 листов |
|||||||||||||||||||
листов |
средняя |
|
|
кг⁄см |
|
|
|
кг⁄см |
|
|
|
|
выше, |
||||||
алюминиевой фольги при давлении от 80 |
кг⁄см |
2 до 100 |
|
|
|||||||||||||||
чем для давления от 100 |
|
|
до 120 |
пакета2из 450 |
|||||||||||||||
|
|
|
, а для |
кг⁄см |
|
|
|||||||||||||
140кг⁄см |
|
. |
|
кг⁄см |
|
|
|
расслаивании2 |
при |
|
кг⁄см |
|
|||||||
|
кг⁄см |
|
|
прочность при2 |
|
давлении от |
|||||||||||||
|
|
|
2 |
|
120 |
|
|
выше, чем для давления от 120 |
|
|
до |
||||||||
100 |
|
|
до |
Данный |
эксперимент2 |
позволил |
выявить |
оптимальные2 |
|||||||||||
численные |
2значения |
давления |
прессования |
для |
сотового |
пакета, |
|||||||||||||
состоящего из 350 листов алюминиевой фольги, и для сотового пакета из 450 листов.
239
В ходе анализа технологического процесса изготовления алюминиевого сотового заполнителя и натурных образцов был выявлен целый ряд дефектов, напрямую влияющих на его качество, что говорит о необходимости в оптимизации данного ТП. Решение данной задачи возможно лишь при устранении на каждом из этапов производства дефектов, таких как локальные провисания фольги, точечное размазывание, разрывы, разнотолщинность, отклонения в шаге клеевых полос, склеивание сотового пакета во время его транспортировки или хранения, что в свою очередь позволит избавиться от искажений формы ячейки сотового заполнителя и локальных разрывов его в процессе растяжения. Был проведен эксперимент, который позволил выявить оптимальные численные значения давления прессования. Однако проблем при производстве сотового заполнителя еще достаточно много, поэтому в дальнейшем планируется проведение других экспериментов.
Литература
1.Панин В.Ф. Конструкции с сотовым заполнителем. М.: - Машиностроение, 1982. 152 с. с ил.
2.Крысин В.Н. Технологические процессы формования, намотки
исклеивания конструкций / В.Н. Крысин, М.В. Крысин. – М.: Машиностроение, 1989. 240 с. с ил.
3.Берсудский В.Е. Технология изготовления сотовых
авиационных конструкций/ В.Е. Берсудский, В.Н. Крысин, С.И. Лесных – М.: Машиностроение, 1975.
Voronezh State Technical University
INFLUENCE OF THE INCONFECTIONS OF THE TECHNOLOGICAL PROCESS OF MANUFACTURING THE ALUMINUM CELLULAR COMPLETE ON THE QUALITY OF
THE COMPARATIVE FILLER
A.M. Kolchenko, A.P. Budnik
The paper presents an analysis of a typical technological process (TP) for the manufacture of aluminum honeycomb aggregate (SZ), on the basis of which the defects arising at the production stages of honeycomb aggregate and their influence on the quality of the structure were revealed.
240
The results of the experiment are analyzed, the optimal numerical parameters of the pressing pressure of honeycomb core are revealed.
Key words: cellular aggregate, cellular construction, experiment, glued joint, glutinous band, quality improvement, process imperfection, process analysis.
УДК 629.7.022
ПРИМЕНЕНИЕ ТЕХНОЛОГИИ РОТАЦИОННОЙ ВЫТЯЖКИ В АВИАСТРОЕНИИ
И. С. Попов, ассистент; З. Р. Кривоносов, студент Воронежский государственный технический университет
В работе описана технология применения ротационной вытяжки для изготовления авиационных изделий. Проведен анализ возможностей применения технологии в авиастроении на конкретном примере.
Ротационная вытяжка - это технологический процесс последовательного формообразования плоских или полых осесимметричных вращающихся заготовок путем приложения локальной деформирующей нагрузки, перемещающейся по поверхности заготовки по винтовой линии [1,2].
Деформирующая нагрузка создается при помощи одного или нескольких свободно вращающихся давильных роликов, перемещающихся поступательно по заданной траектории. Заготовка прижимается к вращающейся оправке (рисунок 1).
Рисунок 1 – Схема вытяжки
241

Ротационная вытяжка применяется при изготовлении осесимметричных деталей, например, таких как: носок обтекателя мотогондолы, кок винта (рисунок 2).
Рисунок 2 – Кок винта
Применение ротационной вытяжки в авиастроении имеет ряд преимуществ по сравнению со штамповкой.
-Сравнительно простая и недорогая технологическая оснастка, и инструмент.
-Достижение значительно больших пластических деформаций (более 90%) без термической обработки по сравнению с другими
операциями холодной листовой штамповки.
-Достаточно малая энергоемкость и мощность применяемого оборудования.
-Высокая точность деталей до сотых долей миллиметра;
-Высокая чистота поверхности, не требующая финишных
операций;
-Осуществление локального нагрева очага пластической деформации.
-Реализация совмещения на одном станке с одной установки основных и доделочных операций (выглаживание поверхности,
подрезка фланца, отрез припуска или донышка, загиб или завивка кромок и др.).
242
-Совмещение в одном автоматизированном цикле нескольких основных операций (вытяжка, раскатка, обжим, раздача, отбортовка).
-Получение детали с заданным переменным сечением стенок;
обработка деталей из листовой, штампованной, кованной, литой или сварной заготовки, с получением при этом улучшенной структуры металла - твердость и предел прочности материала детали значительно увеличивается по сравнению с материалом заготовки.
Метод ротационной вытяжки применим для мелкосерийного производства, когда не выгодно изготовление штампов, для изготовления деталей из труднодеформируемых сплавов, крупногабаритных деталей.
При большом количестве положительных качеств ротационной вытяжки, этот процесс широкого распространения не получил. Это связано с тем, что процесс вытяжки связан с большим числом параметров [3,4]. Для получения стабильности изготовления необходима высокая квалификация и большой опыт. На производстве технология производства каждой детали отрабатывается опытным путем, что не всегда позволяет получить деталь с заданными характеристиками.
Для авиационной техники ротационной вытяжкой изготавливаются осесимметричные детали различной формы: конической, сферической, цилиндрической, ступенчатой и других. Габариты деталей от нескольких десятков миллиметров до 10 м, толщины от 0,1 до 6,5 мм. Точность изготовления деталей до сотых долей миллиметра, а чистота поверхности до 10 класса [5].
Существует 2 вида вытяжки: с утонением и без утонения. В основном применяется вытяжка с предварительным утонением.
Операции ротационной вытяжки с утонением осуществляется тремя основными способами: прямым, обратным и радиальным выдавливанием.
Операции вытяжки без утонения включают в себя: вытяжку, обжим, раздачу и отбортовку.
В соответствии с принятым выше определением к операциям ротационной вытяжки с преднамеренным утонением будем относить лишь выдавливание заготовки в зазоре между инструментом и оправкой. Заготовка при этом одной поверхностью, чаще внутренней, прилегает к оправке. При прямом способе металл сдавливается
243

впереди роликов. Направление течения металла при этом совпадает с направлением подачи. Обработанная часть подвергается растяжению, а недеформированная свободна от напряжений. Длина оправки при этом способе должна быть не меньше длины детали.
При обратном способе металл выдавливается в зазор между роликами и оправкой и перемещается в направлении, противоположном подаче роликов. Недеформированная часть заготовки сжимается, а в обработанной части возникают лишь остаточные напряжения. Длина оправки в этом случае может быть в несколько раз меньше длины детали.
Еще одно перспективное применение ротационной вытяжки – это изготовление неразрезных несимметричных обтекателей воздухозаборников двигателей летательных аппаратов [4,5].
Обтекатель двигателя дозвукового самолета представляет собой тороидальной формы профиль (рисунок 3), изготовленный из алюминиевых или нержавеющих сплавов.
Рисунок 3 - Форма профиля обтекателя в разрезе
В настоящее время обтекатели несимметричной формы изготавливаются составными при помощи штамповки. Такие конструкции по сравнению с цельными имеют ряд недостатков [6,7]:
1)сложная конструкция;
2)более высокая трудоемкость изготовления;
3)большая масса;
4)плохое аэродинамическое обтекание;
5)меньший срок службы;
6)дорогостоящая оснастка (штампы).
244
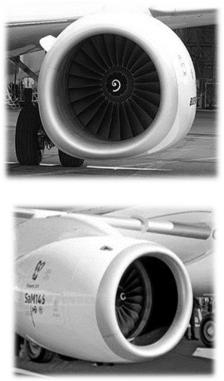
В рамках работы были проведены эксперименты для несимметричных обтекателей на примере модельных образцов обтекателей «треугольной» формы, близкой к геометрии входных устройств, применяемых на двигателях SSJ-100 (рисунок 4) и перспективном двигателе ПД-14.
,
Рисунок 4 - Двигатель самолета SSJ-100 с треугольный обтекателем
Технология изготовления неразрезных несимметричных обтекателей позволит:
− Изготавливать несимметричные обтекатели размерами до 3200
мм;
− Повысить технологичность конструкции обтекателей воздухозаборников;
245
−Повысить ресурс и надежность;
−Снизить себестоимость изготовления обтекателей;
Расширить возможности для выбора форм поперечного сечения обтекателей при конструировании летательных аппаратов [8,9]
Таким образом можно сделать вывод, что технология ротационной вытяжки является перспективной технологией для изготовления осесимметричных деталей в авиастроении, и продолжает развиваться, в том числе в направлении изготовления несимметричных деталей.
Литература
1.Корольков В.И. Технология и оборудование процессов ротационной вытяжки - Воронеж: Издательство ВГТУ,1999.-115 с.
2.Корольков В.И. Компьютерное проектирование технологии ротационной вытяжки [Текст] // Авиационная промышленность.- М.:НИАТ,1996.-№5-6.-С.29-32.
3.Корольков В.И. Технологические отказы в операциях ротационной вытяжки [Текст] // Кузнечно-штамповочное
производство. - 1997. -№1.-С.19-21.
4. Корольков В.И. Расчет оптимальных параметров перехода операции ротационной вытяжки без преднамеренного утонения [Текст] //Кузнечно-штамповочное производство. - 2000. -№7.-С.3-5.
5.Корольков В.И. Исследование процесса ротационной вытяжки крупногабаритной тороидальной детали из плоской заготовки [Текст]
/Корольков В.И. и др. // Кузнечно-штамповочное производство. - 1995. - №3.-С.8-9.
6.Корольков В.И. Моделирование и технологическое проектирование процессов ротационной вытяжки деталей носка
обтекателя мотогондолы транспортного самолета [Текст] / Корольков В.И. и др. // Кибернетика и технологии ХХI века: Материалы II международной научно-технической конференции.-Воронеж,2001 - С.197-201.
7. Корольков В.И. Изготовление деталей авиационной техники многопроходной ротационной вытяжкой [Текст] /В.И.Корольков, В.М. Чернов, А.И. Егоров // Вестник Воронежского государственного технического университета. – 2011. - Т.7 №11.2 - С.32-36.
8. Попов И.С. Исследование технологии ротационной вытяжки для изготовление неразрезного некруглого носка обтекателя
246
воздухозаборника дозвукового летательного аппарата/ Попов И.С., Корольков В.И. // Авиакосмические технологии (АКТ-2014) Тезисы I тура XV Всероссийской научно-технической конференции и школы молодых ученых, аспирантов и студентов. 2014. С. 63-64.
9. Попов И.С. Изготовление неразрезных несимметричных обтекателей воздухозаборников летательных аппаратов. Вестник Воронежского государственного технического университета. 2012. Т. 8. № 12-2. С. 92-93.
Voronezh State Technical University
APPLICATION OF ROTATIONAL EXHAUST TECHNOLOGY IN THE AIRCRAFT INDUSTRY
I. S. Popov, Z. R. Krivonosov
The paper describes the technology of using rotary hood for the manufacture of aircraft products. The analysis of the possibilities of application of technology in aircraft on a specific example.
Key words: rotational exhaust, technology, aircraft industry
УДК 621; 628.4; 504.06
ПОЛУЧЕНИЕ ВКЛАДЫШЕЙ ДЛЯ ТЕХНИЧЕСКИХ ПРИЛОЖЕНИЙ МАШИНОСТРОЕНИЯ
А.В. Звягинцева, канд. техн. наук, В.И. Корольков, д-р техн. наук, Ю.О. Черников, студент
Воронежский государственный технический университет
Предложен проект по созданию новой технологии восстановления деталей узлов двигателей внутреннего сгорания. Восстановление изношенных поверхностей крупногабаритных деталей осуществляется с использованием электродных локальных систем мобильного типа. Применяемые электролиты отличаются высокой степенью экологичности в сравнении с существующими аналогами
Ключевые слова: вкладыши, шейка вала, сопряженные поверхности, восстановление изношенного слоя, свинцовистые бронзы, износостойкие покрытия
247
Предлагается переносная система восстановления пары валподшипник. Компактный электролизер позволят производить восстановительные работы на каждом элементе шейки вала. В качестве компонентов восстановления используются свинцовистая бронза вместо сплава железо-алюминий, а вместо электролитического хрома – композит никель-бор [1-4].
Взамен хромовых покрытий предлагается использовать композиты никель-бор, полученные в стационарных и импульсных режимах электролиза. По своим механическим свойствам эти покрытия не уступают хрому, но полностью экологичны и безопасны
[4].
Преимущество вкладышей из свинцовистых бронз в сравнении с альтернативными вариантами из сплава железо-алюминий состоит в том, что вкладыши свинцовистых бронз имеют более высокий коэффициент скольжения и более высокую ударную прочность. Ресурс эксплуатации данных вкладышей в 5-7 раз больше, чем железо-алюминий. Отсутствует нежелательный эффект «схватывания» при пуске двигателя. Для свинцовистых бронз при запуске в отсутствии смазки («масляного клина») между валом и вкладышем функция смазки выполняется за счет включения частичек свинца, входящих в состав механической смеси.
Цель работы – создание нового технологического процесса, позволяющего осуществить восстановление крупногабаритных деталей без использования дорогостоящего громоздкого оборудования. Конкретным объектом восстановления выбран коленчатый вал дизельного двигателя тепловоза: l (длина)=6000 мм; диаметр поворота – 800 мм; вес~7 тонн; диаметр шейки – 250 мм (всего 24 шейки); длина образующей цилиндра шейки – 120 мм. Для исследования процессов восстановления была использована система вал – подшипник, приведенная на рисунке 1.
Восстанавливаемая шейка вала 1 предварительно подвергается проточке до получения цилиндрической поверхности, подлежащей дальнейшему восстановлению. Вкладыш подшипника 2 из свинцовистой бронзы растачивается на станке до удаления эксцентриситета, подготовленные таким образом детали, поступали на агрегаты восстановления.
248
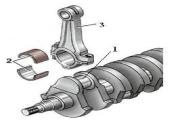
Рисунок 1 - Элементы системы сопряжения вал – подшипник:
1– шейка вала; 2 – вкладыш подшипника; 3 - шатун
Взависимости от выработки вкладыша изношенный слой из антифрикционного сплава наносится двумя способами. При малом износе восстановление осуществляется гальваническим путем с применением сканирующего электрода. Подробная методика описана
вработе [2, 3]. В случае полной замены поверхности скольжения (материала вкладыша) формирование трибологического слоя
осуществляется высокочастотной индукционной плавкой в специальные формы с последующим охлаждением в режиме магнитной стабилизации. Это обеспечивает высокую степень дисперсности сплава и полное отсутствие ликвации в отливке. Соединение вкладыша с постелью осуществляется путем импульсного плавления гальванически нанесенных слоев на элементы конструкции вкладыша сплава Ni-Sn.
Восстановление вала производится с помощью автономной переносной установки, монтируемой непосредственно на элементе восстановления (шейке вала). В предлагаемой технологии имеется ряд характерных особенностей:
1.Для улучшения равномерности распределения тока по поверхности вала и создания оптимальных гидродинамических условий используется вращающийся анод;
2.Электролизер с объемом электролита от 20 до 50 л, в
зависимости от габаритов восстанавливаемого участка, является съёмным и закрепляется непосредственно на участке восстановления.
Предложенная нами технология позволяет восстанавливать валы любых габаритов, поскольку основана на использовании переносной электрохимической ячейки. Конструкция такой переносной электрохимической ячейки представлена на рисунке 2.
249
Рисунок 2 - Конструкция переносной электрохимической ячейки: ПБ – приёмный бункер; ПК – приводное колесо;
ВК – ведущее колесо; Л – лопасть анода;
Ш– шейка вала; МЭЗ – межэлектродный зазор;
К– корпус; Д – дозатор
Ячейки состоят из электролизера, подвижного электрода, источника питания и системы, обеспечивающей циркуляцию электролита. Поскольку интенсивность процесса определяется значительным количеством потребляемой энергии на восстановление изношенной детали, то необходимо осуществлять перемешивание в рабочей зоне электролизера. Это достигается как принудительной циркуляцией электролита (малым центробежным насосом), так и вращением подвижного электрода вокруг восстанавливаемой шейки вала. Для восстановления шейки вала вместо традиционно используемого процесса хромирования была применена новая технология получения композита никель-бор из электролита из борсодержащей добавки и соли никеля [5]. Применение электролита Ni-B позволяет существенно снизить рабочую плотность тока до 2-4 А/дм2, исключить применение экологически вредных электролитов хромирования на основе хромой кислоты, улучшить экологию процесса, отказавшись от сложных и дорогих систем вентиляции и процессов дезактивации выбросов соединений хрома. Вращающийся анод со сменными пластинами-электродами. Прокачка электролита с
250
принудительным отводом выделяющегося водорода. Автоматическое поддержание температуры, скорости осаждения и состава электролита.
Следует подчеркнуть, что в процессе перехода на новую технологию резко снижаются затраты на утилизацию вредных соединений химических веществ, в частности соединений шестивалентного хрома, который представляет собой группу веществ повышенной опасности, относящихся к классу канцерогенных [4].
Для повышения качества покрытий, используемых для восстановления шейки вала, в дальнейшем предлагается использовать импульсные режимы осаждения, благодаря которым удается улучшить адгезию покрытия к основе. Гальванические покрытия на основе композита Ni-B по своим механическим характеристикам (износостойкость, твердость) не уступают электролитическому хрому.
Существующие технологии производства свинцовистых бронз не обеспечивают достаточного качества получаемых вкладышей и характеризуются устаревшей технологией. Формирование смеси в традиционной технологии осуществляется методом центробежного литья через сетку (размер ячейки 0,3-0,5 мм). Дополнительные сложности возникают в последующей обработке нанесенного на пастель вкладыша методом расточки. Общий вид подшипника скольжения представлен на рис. 3.
Предлагаемая технология формирования вкладыша может осуществляться двумя способами.
Во-первых, электрохимическое формирование материала вкладыша непосредственно на подложке пастели подшипника. Наличие выступающих ребер на поверхности электрода, расположенных под углом около 60 градусов позволяет выполнить следующие основные функции:
1.Обеспечить более интенсивное перемешивание электролита в зоне электрокристаллизации сплава;
2.Увеличить степень равномерности перемешивания
электролита; 3. Исключить адгезию газов на поверхности ребра (за счет
центробежных сил).
251
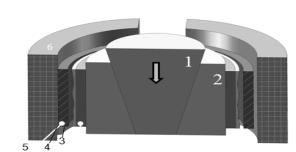
Рисунок 3 - Схема распределения усилий в элементах механизма сплавления вкладыша с пастелью:
1 - конус перемещения нажимных сегментов; 2 - нажимные сегменты; 3 - тело пастели; 4 – вкладыш;
5 - промежуточный слой; 6 - катушка индуктора
Второй способ: формирования вкладыша происходит за счет индукционной плавки. При реализации технологии второго типа формирование материала вкладыша на основе свинцовистой бронзы производится методом индукционной плавки сплава Cu-Pb-Sn: медь –
72 %, свинец– 27 %, олово – 1 %.
Режимы плавки имеют специфическую особенность. При первом этапе – перемешивании, когда все компоненты находятся в расплавленном состоянии, осуществляется равномерное распределение компонентов по высоте пластины. Следующий этап – для достижения равномерно-однородного распределения компонентов по объему пластины фиксация положений атомов осуществляется импульсным магнитным полем и удерживает их в этом состоянии до температуры кристаллизации меди. Таким образом, медь образует скелетную структуру получаемого сплава. Дальнейшая фиксация свинца магнитным полем не требуется, поскольку эту функцию уже выполняет медь. Уменьшая энергию магнитного воздействия, мы снижаем температуру образца, фиксируя его нормализованное распределение. Дальнейшая технология посадки вкладыша на пастель осуществляется после предварительного осаждения сплава Ni-Sn на поверхность, обращенную к стальной пастели. Одновременно покрываем сплавом Ni-Sn поверхность пастели, контактирующей с вкладышем. Сплав Ni-Sn должен содержать в своем составе
252
компоненты металлов в таком количестве, которые обеспечивают температуру плавления Ni-Sn на уровне значений порядка 300-350 0С. Далее по технологии осуществляется операция посадки вкладыша на основании пастели методом пайки. Это производится коротким электрическим импульсом.
Для повышения эффективности использования импульсного тока предложен режим питания рабочей ячейки с остаточным (фоновым) током, благодаря которому исключаются потери на перезарядку емкости двойного слоя.
Для исключения процесса наводороживания, который вызывает хрупкость структуры износостойкого покрытия, предложен способ послойного удаления водорода из структуры покрытия. Суть этого способа заключается в кратковременном нагреве восстановленной поверхности до температуры 150-180 0С. При этом водород удаляется из приповерхностного слоя изделия, обеспечивая требуемое значение пластичности восстанавливаемого слоя [6, 7].
Конечная операция заключается в проточке вала под необходимый размер вкладыша при сборке в блок двигателя.
В заключении необходимо, отметить, что главным достоинством выбранного метода является возможность проведения ремонта практически на любом машиностроительном предприятии:
1.При отсутствии крупных гальванических участков.
2.Разработанная система вследствие своей универсальности
позволяет использовать стандартное технологическое оборудование для осуществления процесса.
Работа выполнена в рамках реализации Государственного задания №9.11295.2018/10.11 по теме «Разработка технологии высокоизносостойких покрытий подшипников скольжения со сверхмалым коэффициентом трения на основе соединений никельбор»
Литература 1. Звягинцева А.В. Особенности электрохимического образования
Ni-B-покрытий / А.В. Звягинцева, Ю.Н. Шалимов // Технология машиностроения. - М.: Изд-во: ООО «Издательский центр «Технология машиностроения»», 2008. - № 3. - С. 27-34.
2. Богданович Е.Н. Электрохимическая технология получения
253
сплавов с компонентами различных потенциалов восстановления для антифрикционных покрытий / Е.Н. Богданович, Ю.Н. Шалимов // Технология машиностроения. - М.: Изд-во: ООО «Издательский центр «Технология машиностроения»», 2008. - № 4. - С. 31-36.
3. Богданович Е.Н. Технология восстановления системы сопряжения вал-подшипник / Е.Н. Богданович, А.В. Звягинцева, Ю.Н. Шалимов // Технология машиностроения. - М.: Изд-во: ООО
«Издательский центр «Технология машиностроения»», 2010. - № 4. - С. 32-38.
4.Звягинцева А.В., Бурдыкина Р.И. Проблемы хромирования и альтернативные покрытия Ni- B покрытий / А.В. Звягинцева, Р.И. Бурдыкина // Гальванотехника и обработка поверхности. - М.: Изд-во
ООО«Гальванотех», 2003. - Т. ХI. - № 2. - С. 2 - 8.
5.Пат.№ 2124072 Россия. Электролит для электрохимического осаждения функциональных покрытий Ni-B /А.В. Звягинцева, А.И.
Фаличева. - Заявка № 93036355/02. - Опубл. 27.12.98. - Бюл. № 36.
6. Zvyagintseva A.V. Energetic of metal hydrides formation in electrochemical systems / A.V. Zvyagintseva, Yu.N. Shalimov / Carbon Nanomaterials in Clean Energy Hydrogen Systems. - Springer, 2008. - P.p. 175-182.
7. Звягинцева А.В. Особенности формирования слоистых покрытий для восстановления поверхностного слоя изделий / А.В. Звягинцева // Машиностроение и техносфера XXII века: сбор. трудов XVII международной научно-технической конференции. 2010 г. - В 4-х томах. - Донецк: Изд-во «ДонНТУ», 2010. - Т. 1. - С. 281 - 285.
Voronezh state technical university
GETTING INSERTS FOR TECHNICAL APPLICATIONS ENGINEERING
A. V. Zvyagintseva, V. I. Korolkov,Y.O. Chernikov
A project to create a new technology for the restoration of parts of internal combustion engines is proposed. Restoration of worn surfaces of large parts is carried out using electronic local systems of mobile type. Applied electrolytes are characterized by a high degree of environmental friendliness in comparison with existing analogues
Key words: inserts, shaft neck, mating surfaces, restoration of worn layer, lead bronze, wear-resistant coatings
254
УДК 621.7.024.2
БЕЗОПАСНОСТЬ ПОЛЕТОВ И КОНТРОЛЬ ЧИСТОТЫ РАБОЧИХ ПОЛОСТЕЙ ЖИДКОСТНЫХ СИСТЕМ
УСТРОЙСТВОМ ТОЧЕЧНОГО ОТБОРА ПРОБ ЖИДКОСТИ
П.В. Рачков; М.В. Андреев; Р.Н. Степанов инженер; В.Б. Кровяков, старший научный сотрудник;
Военный учебно-научный центр ВВС «Военно-воздушная академия»
В работе рассмотрена взаимосвязь качества контроля промышленной чистоты рабочих полостей жидкостных систем и агрегатов воздушных судов и безопасности полётов, представлена конструкция малогабаритного устройства точечного отбора проб жидкости.
Успех применения авиации ВВС в ходе решения боевых задач напрямую зависит от обеспечения безопасности полетов (БП) воздушных судов (ВС). Одним из направлений повышения БП является обеспечение в ходе обслуживания и ремонта воздушного судна надежности агрегатов бортовых жидкостных систем, которая во многом определяется уровнем промышленной чистоты (ПЧ) их рабочих полостей, что предусматривает в числе прочего обеспечение достоверного контроля степени загрязненности.
Вопросы обеспечения ПЧ рабочих полостей жидкостных систем и агрегатов (ЖСА) изделий авиационной техники (АТ), как наиболее технически сложных и подверженных наибольшим рискам при эксплуатации в ряду других машинотехнических изделий, занимают важное место при их проектировании, производстве, ремонте, техническом обслуживании (ТО), эксплуатации.
Комплексное решение предполагает одновременное осуществление в полном объеме [1, 2]:
−контроля уровня загрязненности ЖСА и применяемых рабочих
сред;
−непосредственно очистки рабочих полостей ЖСА до установленного нормативного уровня;
−обеспечения нормативного уровня чистоты применяемых рабочих и технологических жидкостных сред.
Контроль уровня ПЧ ЖСА ВС является одной из важнейших технологических операций, определяющей с одной стороны допуск
255

ВС к эксплуатации по показателям ПЧ, с другой стороны при производстве, ремонте и ТО ВС [3].
Важнейшей составляющей аналитического контроля любого объекта является отбор представительной пробы объекта контроля, которая по составу, свойствам или структуре принимается идентичной объекту аналитического контроля, от которого она отобрана. При этом погрешность отбора пробы для обеспечения качества анализа должна быть минимизирована (п.п. 1, 2, 7–10, 46–48 ГОСТ Р 52361–2005).
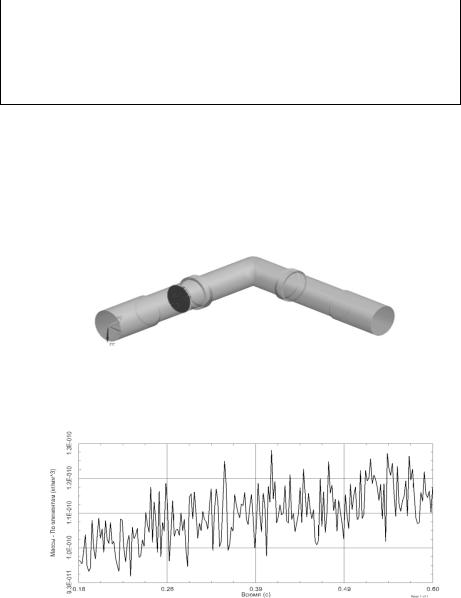
При традиционном точечном отборе пробы из какого – либо места поперечного сечения ошибка возникает из – за непредсказуемого постоянно изменяющегося распределения частиц загрязнений по сечению. На рисунке 1 представлен участок трубопровода, в котором проводились исследования движения частиц загрязнителя в потоке жидкости. Для решения этой задачи выполнено компьютерное моделирование движения частиц загрязнений в потоке жидкости в программной среде CAD/CAE система «NX11» [4, 5].
Разработанный в виде трёхмерной твердотельной модели элемент трубопроводной системы, аналогичной применяемым на ЛА средней дальности, представлен на рисунке 1а.
а) б)
а) общий вид твердотельной модели участка трубопроводной системы;
б) общий вид конечно – элементной модели потока жидкости; Рисунок 1 – Исследуемый элемент трубопроводной системы
256
Для проведения исследования движений частиц загрязнений в потоке жидкости методом конечных элементов (МКЭ) построена модель области течения жидкости, соответствующая реальной области течения (рисунок 1б). Для построения использован тип элементов TET4 с размером элемента не более 1 мм.
Подробная информация о конечно – элементной модели и физических свойствах жидкости указана в таблицах № 1 и № 2 соответственно.
Таблица 1 – Информация о конечно – элементной модели
Имя |
3d_mesh |
Тип сетки |
3D TET4 |
Число элементов в сетке |
362989 |
Число узлов в сетке |
72639 |
Tetra4 элементов |
362989 |
Для конечно – элементного (КЭ) анализа использован решатель «Simcenter Thermal/flow». Продолжительность расчетного периода течения составляет 0.6 секунды. Количество шагов решения составляет 300, соответственно шаг по времени равен 0,002 секунды, что позволяет с необходимой точностью смоделировать движения частиц загрязнителя в потоке жидкости, на небольшом участке системы. Скорость потока 1.28 м/с.
Для симуляции движения частиц смоделирован направленный вброс частиц в область течения. Направление вброса частиц соответствует направлению вектора скорости (нормаль к сечению потока). Геометрические и физические параметры частиц выбраны из соответствующих стандартов, нормирующих классы чистоты [5] и представлены в таблице 2.
Таблица 2 – Виды частиц загрязнителя и их физические и геометрические характеристики
Параметры |
|
Типы частиц введных в поток |
|
|||
От 5 |
От |
От 25 до |
От 50 до |
|
От 100 до |
|
частицы |
до |
10 до |
|
|||
50 |
100 |
|
200 |
|||
|
10 |
25 |
|
|||
|
|
|
|
|
||
Диаметр, мкр |
– |
– |
50 |
100 |
|
200 |
257
Единиц в объёме, |
– |
– |
25 |
100 |
800 |
|
1/см3 |
|
|
|
|
|
|
Масса |
одной |
– |
– |
2–13 |
4–13 |
8–13 |
частицы, кг |
|
|||||
|
|
|
|
|
|
|
Примечание: массы приведены для частиц загрязнителя со средней
плотностью 4*103 кг/м3
Определение количества загрязнений в потоке жидкости в существующих программных средах выполнено через их суммарную массу в ограниченном объёме [6].
Для анализа количества загрязнений в сечении потока выбраны конечные элементы одного из произвольных сечений потока жидкости, их толщина приблизительно составляет 1 мм (на рисунке 2 выбранное сечение выделено черным цветом).
Рисунок 2 – Произвольное сечение потока жидкости.
Для выбранной области построен график изменения суммы массы частиц в зависимости от времени, рисунок 3.
Рисунок 3 – График изменения суммы массы всех частиц загрязнений в выбранной области в зависимости от времени.
258
Из графика (рисунок 3) следует, что в различные моменты времени суммарная масса всех частиц в выбранном объеме потока жидкости с течением времени изменяется, что свидетельствует о непредсказуемости количества частиц загрязнений, пребывающих в данном объеме в каждый момент времени.
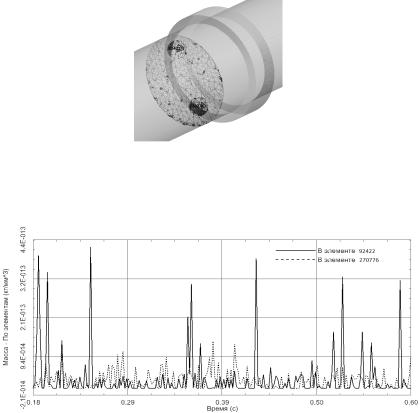
Для получения информации о движении частиц загрязнителя в более «узком» объёме, выбрано два элемента того же сечения, представленных на рисунке 4.
Рисунок 4 – Произвольно выбранные элементы в сечении потока.
Аналогично графику, представленному на рисунке 3, построен график динамики изменения массы всех частиц загрязнителя для двух элементов сечения в зависимости от времени, рисунок 5.
Рисунок 5 – График зависимости суммы массы всех частиц загрязнителя в выбранных областях, в зависимости от времени.
259
Результаты исследования при помощи компьютерного моделирования наглядно демонстрируют непредсказуемую постоянную неравномерность. Распределение частиц загрязнители по сечению потока жидкости, носит хаотичный характер. Как по сечению потока в один и тот же момент времени, так и в случайно взятой области сечения со временем.
Но, несмотря на указанные недостатки точечного способа отбора пробы жидкости из потока, точечные пробоотборники ввиду своей простоты, надёжности и возможности установки в бортовое оборудование авиационной техники занимают свою нишу в устройствах отбора проб.
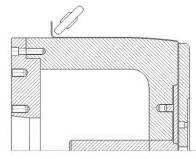
Рисунок 6 – устройство точечного отбора проб жидкости
Использование разработанного устройства позволяет брать пробы жидкости в нужных места, к примеру, непосредственно перед ответственными агрегатами системы, чувствительными к загрязнениям жидкости. Способны обеспечить представительность отбираемой пробы жидкости и предотвратить ошибочную оценку уровня её загрязненности и технического состояния контролируемой жидкостной системы, а так же ее агрегатов.
Таким образом, при невозможности прямой оценки загрязненности поверхностей внутренних полостей ЖСА ВС и СТО и возникающей при этом необходимости применения косвенного
260
метода контроля ПЧ по чистоте вытекающей жидкости, направление повышения достоверности (представительности) результатов измерений лежит в области совершенствования пробоотборных устройств полнопоточного (объёмного отбора проб) типа и определения объективных точек забора проб жидкости.
Литература
1.Белянин П.Н., Данилов В.М. Промышленная чистота машин. – М.: Машиностроение, 1982. С. 224.
2.Сапожников В.М. Монтаж и испытание гидравлических и
пневматических систем летательных аппаратов. М.: Машиностроение, 1979. С. 256.
3. Кровяков В.Б., Романов А.А., Коротеев А.Ю., Степанов Р.Н. Устройство для отбора проб жидкости. Решение от 11.04.2017 о выдаче патента РФ по заявке на полезную модель № 2016143321 от 02.11.2016. ВУНЦ ВВС «ВВА».
4.Юн А. А. Моделирование турбулентных течений. – М.: Либроком, 2010. – 351 с.
5.NX Advanced Simulation. Инженерный анализ. / П.С. Гончаров, И.Г. Артамонов, Т.Ф. Халитов и др. – Москва: «ДМК Пресс», 2012. –
504с.
6.Васильев В.А., Калмыкова М.А. Aнализ и выбор программных продуктов для решения инженерных задач приборостроения /
Электронный научно-практический журнал «Современные техника и технологии»/
Military training and research center of the air force "Air force Academy"
SAFETY OF FLIGHTS AND PARALLAX PURITY CONTROL
WORKING CAVITIES OF LIQUID SYSTEMS
THE DEVICE OF POINTWISE SAMPLING FLUIDS
P.V. Rachkov, M.V.Andreev, R.N.Stepanov, V.B.Krovjakov
In operation the correlation of quality of control of industrial parallax purity of working cavities of liquid systems and aggregates of aircrafts and safety of flights is considered, the construction of the small-size device of pointwise sampling of a fluid is presented.
Key words: safety of flights, industrial parallax purity, fluid sampling.
261