

1.2. Технологические линии производства жировой продукции
1.2.1. Основные аппаратурно-технологические схемы линий для производства сливочного, кулинарного и топленого масла
В России в настоящее время эксплуатируются отечественные и импортные линии, состоящие из оборудования для получения сливочного масла как методом сбивания, так и методом преобразования жирового сырья.
Технологический процесс производства масла методом сбивания включает концентрирование жира молока до требуемого содержания его в готовом продукте путем сепарирования молока и последующего сбивания полученных сливок для выделения масляного зерна, а также во время механической обработки масляного зерна в целях превращения его в сливочное масло [10–12]. Сущность метода основывается на особенности молочного жира изменять агрегатное состояние в зависимости от температуры и механического воздействия. С учетом этого сливки охлаждают до температуры массовой кристаллизации глицеридов. Затем осуществляют коагуляцию жировой фазы, а масляное зерно, получаемое в качестве промежуточного продукта, спрессовывают в монолит и пластифицируют.
В качестве основного жирового сырья в процессе производства сливочного масла методом сбивания используются сливки с массовой долей молочного жира 28–50 %.
Для производства масла методом сбивания сливок в России и за рубежом разработаны комплектные линии производительностью от 400 до 4500 кг/ч.
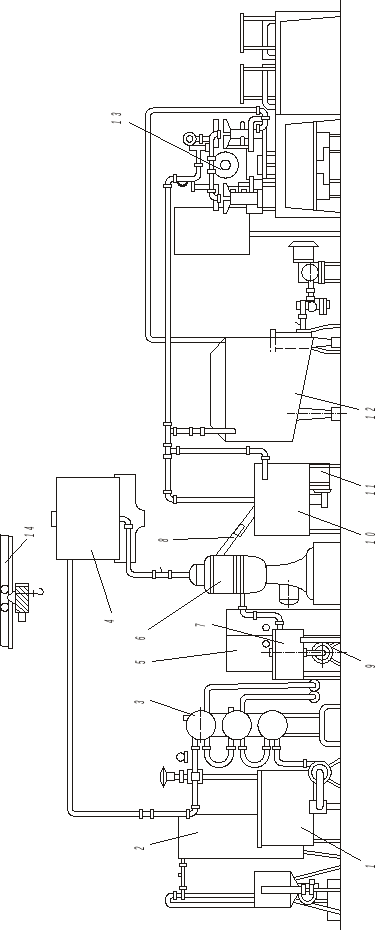
Для производства сладко- и кисло-сливочного масла (любительского, крестьянского, бутербродного и др.) 61,5–82,5 %-й жирности, масла сливочного кулинарного 81,6 %-й жирности методом сбивания сливок широко приме-няется отечественная линия марки А1-ОЛО производительностью 1000 кг/ч. Технологическая схема данной линии показана на рис. 1.1 (схема А).
Основные технологические операции линии А1-ОЛО: приемка и первичная обработка сырья, пастеризация и дезодорация сливок, охлаждение и физическое созревание сливок, сбивание сливок с внесением в них пищевых добавок, фасовка и упаковка готовой продукции.
В состав линии А1-ОЛО входят: емкости для молочнокислых продуктов Р4-ОТМ-4, насос ценробежный 36-ПЦ8-12, автоматизированная пастеризационно-охладительная установка для сливок А1-ОЛО/2, установка вакуум-дезодорационная ОДУ-3, емкости для созревания сливок Л5-ОТН-6/3, заквасочник для маточной закваски О3-12, заквасочная установка ОЗУ-300, маслоизготовитель непрерывного действия А1-ОЛО/1, машина крупной фасов- ки М6-ОРГ, автомат для расфасовки и упаковки сливочного масла АРМ, полуавтомат для групповой упаковки брикетов в картонные ящики МБ-АУБ, устройство для обандероливания картонных ящиков А1-ОЛО/3, насос роторный НРМ-2, установка для циркуляционной мойки емкостей В2-ОЦУ.
Линия работает следующим образом. Сливки из первого накопительного резервуара 10 подаются ценробежным насосом 3 в уравнительный промежуточный бак 6, а затем вторым центробежным насосом 3 направляются в пастеризатор-охладитель 7 (ПОУ), где пастеризуются при температуре 85–90 С; из секции пастеризации сливки поступают в вакуум-дезодорационную установку 8, в которой при разрежении 0,0267–0,0334 МПа из них удаляются посторонние запахи. Затем дезодорированные сливки поступают в секции регенирации и охлаждения (ПОУ). В секции охлаждения они охлаждаются артезианской водой с температурой 4–6 С. Охлажденные сливки поступают во второй накопительный резервуар 10 для биохимического и физического созревания, из которого самотеком поступают в промежуточный (уравнительный) бак 6 и далее винтовым насосом 11 подаются в маслоизготовитель 12 или 23. В маслоизготовителе сливки подвергаются механической обработке.


Масло, получаемое по схеме А (см. рис.1.1), производится в маслоиз-готовителе 12 путем обработки под вакуумом с использованием устройства для посолки масла 14 и устройства для дозирования воды в масло 15, в случае необходимости подвергается нормализации. Затем масло из маслоизготовителя направляется через транспортер 17 в автомат для мелкой фасовки масла по 100–200 г, автомат для укладки брикетов в короба 21, устройство для обандероливания коробов 22.
Пласт масла, полученный по схеме Б (см. рис. 1.1), из маслоизготовителя 23 гомогенизируется и пластифицируется в гомогенизаторе 24, затем направляется в машину для фасовки масла в короба 19, взвешивается на весах 20 и с помощью рольганга 25 направляется на хранение.
При производстве масла методом периодического сбивания сливок (по схеме Б) сливки насосом 11 подаются в маслоизготовитель периодического действия 23 (например, Р3-ОБЭ, ММ-1000 или Л5-ОМП и др.), затем полученный пласт масла пластифицируется в гомогенизаторе 24 (М6-ОГА) и направляется в машину для фасовки масла в короба 19, взвешивается на весах 20 и с помощью рольганга 25 направляется на хранение.
Техническая характеристика линии А1-ОЛО
-
Производительность, кг/ч ……………………………………
1000
Массовая доля жира в исходных сливках, %……………….
32–40
Кислотность исходных сливок, Т…………………………...
14–16
Температура, С:
пастеризации сливок ……………………………………….
сбивания сливок ……………………………………………
масла на выходе из маслообразователя…………………...
промывочной воды …………………………………………
85–96
9–14
12–15
0–5
Содержание в масле, %:
влаги ………………………………………………………
воздуха …...…………………………………………………
15–16
3,5
Содержание жира в пахте …..………………………………
0,7
Расход:
артезианской воды, м
 /ч
………………………….……….
/ч
………………………….……….
пара, кг/ч …………………………………………………
холода, Вт …………………………………………. ………
9
300
153000
Установленная мощность, кВт ………………………………
143
Потребляемая электроэнергия, кВт …………..…………….
100
Занимаемая площадь, м
 .…...………………………….…….
.…...………………………….…….300
Масса, кг ………………………………………………………
26100
Сбивание сливок и обработку масляного зерна производят механическим перемешиванием в маслоизготовителях как периодического, так и непрерывного действия. С учетом конструктивных особенностей маслоизготовителей режимы технологического процесса могут существенно различаться, при этом не меняется сущность технологической схемы линии производства сливочного масла (см. рис.1.1, схемы А и В).
За рубежом линии производства сливочного масла методом сбивания с широким диапазоном производительности выпускают такие давно специа-лизирующиеся в этой области фирмы, как «Simon Freres» (Франция), «Pasilac» (Дания), «Westfalia» и «Impulsa» (Германия), «Chotebor» (Чехия) и др.
Во многих зарубежных странах получение масла способом непрерывного сбивания является основным методом. В программах машино-строительных фирм зарубежных стран доминирующее положение занимают создание и выпуск комплексных линий для непрерывного производства сливочного масла. При этом наблюдается тенденция к увеличению единичной мощности оборудования.
Фирма «Simon Freres», наиболее известная и достигшая наибольших успехов, выпускает ряд линий различных модификаций производительностью 0,4–4,5 т/ч. На рис. 1.2 показана схема непрерывного сбивания на поточной линии производительностью 1000 кг/ч фирмы «Simon Freres».
Фирма «Pasilac» выпускает линии производительностью 0,5; 2 и 5 т/ч.
Предприятие «Chotebor» выпускает современные линии произво-дительностью 1; 1,5; 3 т/ч.
Предприятие «Impulsa» выпускает линии производительностью 0,8 и 2,5 т/ч.
При выработке сливочного масла методом сбивания сливок используется как непрерывный, так и периодический технологический цикл работы линии.
Режимы сбивания сливок определяются типом маслоизготовителя, температурой сбивания, массовой долей жира в сливках, а также массовой долей влаги в масле.
Для маслоизготовителей периодического действия используются сливки с массовой долей жира 28–37 %.
Сливки 36–42 %-й жирности используются в работе маслоизготовителей непрерывного действия А1-ОЛО/1 (см. рис.1.1, А), а также марок МБ-5, КМ-1500, КМ-2000, КМ-3000 и др.
Для маслоизготовителей непрерывного действия марок ФБФЦ/1 и ФБФБ/12 рекомендуется использовать сливки с массовой долей жира 42–50 %.
В табл. 1.3 приведены основные технико-экономические характерис-тики линий для производства сливочного масла из низкожирных сливок.
Таблица 1.3
|
Показатели |
Линия А1-ОЛО (Россия) |
Линия фирмы «Simon Freres» (Франция) |
Линия предприятия «Chotebor» (Чехия) |
Линия A1-ОЛО-3 (проект) * (Россия)
|
Линия фирмы «Simon Freres» (Франция) |
Линия предприятия «Chotebor» (Чехия) |
|
Производи- тельность, т/ч |
1,0 |
1,0 |
1,0 |
3,0 |
3,0–3,5 |
3,0 |
|
Потребляемая электроэнер- гия, кВт |
78–100 |
85,4 |
48 |
150 |
108,6 |
85 |
|
Масса, т |
22–26,1 |
17 |
– |
54 |
24 |
52,5 |
|
Удельная материало- емкость, т/кг/ч |
22–26,1 |
17 |
– |
18 |
6,98 |
17,5 |
|
Удельная энергоем- кость, кВт/т/ч |
78–100 |
85,4 |
48 |
50 |
31–36 |
28,3 |
_________
* Технический проект линии выполнен и готов к практической реализации.
Для получения сливочного масла из высокожирных сливок используются технологические схемы производства методом преобразования высокожирных сливок, которые реализованы в отечественных линиях марки П8-ОЛУ (рис. 1.3), в модернизированных поточных линиях (рис. 1.4), а также в автоматизированных линиях П8-ОЛФ (рис. 1.5) производительностью 0,8–1,0 т/ч. Основные операции этих технологических схем включают приемку и первичную обработку сырья, пастеризацию и дезодорацию сливок, охлаждение и физическое созревание сливок, преобразование жирового сырья с внесением пищевых добавок в сливки, фасовку и упаковку готовой продукции.


При производстве масла способом преобразования высокожирных сливок концентрирование жира молока до требуемого содержания в сливочном масле достигается путем одно- или двухкратного сепарирования молока.
Автоматизированная линия поточного производства сливочного масла П8–ОЛФ производительностью 1000 кг/ч предназначена для переработки сливок 32–38 %-й жирности для производства таких видов сливочного масла, как, например, сладко-сливочное и кисло-сливочное.
В состав линии П8-ОЛФ входят: бак-накопитель Р3-ОНЯ емкостью 400 л; бак с поплавковым регулятором Р3-ОИС емкостью 250 л; бак для пахты Р3-ОБЯ емкостью 60 л; ванна для нормализации высокожирных сливок ВН-600 емкостью 600 л; пастеризатор трубчатый с центробежным насосом П8-ОЛФ/3 (производительность по сливкам 2700 кг/ч); дезодорационная установка ОДУ-3М (производительность 3000 л/ч); сепаратор Г9-ОСК; установка для производства сливочного масла Р3-ОУА (производительность 1000 кг/ч).
Сливки поступают (см. рис. 1.5) в бак 1 и центробежным насосом подаются в пастеризатор 3 под давлением до 0,2 МПа, где нагреваются до температуры 85–96 °С. В схеме линии за пастеризатором установлена дезодорационная установка 2. Далее сливки поступают в накопительный бак 4, а из него в сепаратор 6 для получения высокожирных сливок. Из сепаратора сливки 83,0–83,5 %-й жирности по лотку стекают в промежуточный ба- чок 10, из которого перекачиваются насосом 11 в ванны для нормализации высокожирных сливок. Затем нормализованные сливки поступают в установку для производства сливочного масла 13, которая состоит из пластинчатого охладителя и мешалочного обработника.
Процесс преобразования высокожирных сливок в масло [11] осуществляется в маслообразователях марки Р3-ОУА посредством интенсивного охлаждения высокожирных сливок и механической обработки кристалли-зующейся массы продукта в обработнике. Из маслообразователя масло поступает на расфасовку и взвешивание.





Техническая характеристика линии П8-ОЛФ
-
Производительность техническая при выработке, кг/ч:
сливочного масла…………………………………………...
крестьянского масла………………………………………..
1000
800
Массовая доля жира в исходных сливках, %……………….
32–38
Кислотность исходных сливок, Т…………………………
Не более 16
Температура, С:
пастеризации сливок ……………………………………….
масла на выходе ………………….………………………..
85–96
13–16
Расход:
пара на пастеризацию, кг/ч ………………………….……
холода, кДж/ч …………………………………………. …
400
168000
Установленная мощность, кВт ………………………………
56
Занимаемая площадь, м2.…...………………………….…….
40
Габариты, м:
длина………………………………………………………...
ширина………………………………………………………
высота………………………………………………………..
9,7
4,0
3,0
Масса, кг ………………………………………………………
7200
При одинаковой производительности линий А1-ОЛО и П8-ОЛФ линии по производству масла методом преобразования высокожирных сливок (П8-ОЛФ) по многим показателям превосходят линии по производству масла методом непрерывного сбивания (А1-ОЛО). В табл. 1.4 приводятся технические показатели этих линий.
Таблица 1.4
|
Показатели |
П8-ОЛФ |
А1-ОЛО |
|
Производительность, кг/ч |
1000 |
1000 |
|
Расход: охлаждающей воды, м3/ч пара, кг/ч холода, кДж/ч |
– 400 168000 |
14 300 132000 |
|
Мощность электродвигателей, кВт |
56 |
112 |
|
Занимаемая площадь, м2 |
40 |
200 |
|
Масса линии, т |
7,2 |
22 |
|
Расход молока с массовой долей жира 3,6 % при выработке 1 т крестьянского масла, т |
20,82 |
20,96 |
Для производства сливочного и других видов масла, особенно низкожирного, иностранные фирмы предлагают различные технологические линии и оборудование. Так, фирма «TMCI Chemtech & Ltd» предложила следующие технологические схемы (рис. 1.6, 1.7 и 1.8).

Рис. 1.6. Технологическая схема производства низкожирной бутербродной пасты (низкокалорийного масла):
1 – насос для эмульсии; 2 – промежуточный кристаллизатор; 3 – декристаллизатор;
4 – труба вызревания; 5 – машина для расфасовки в баночки; 6 – кемитатор
Рис. 1.7. Технологическая схема производства топленого масла:
1 – насос для эмульсии; 2 – кристаллизатор; 3 – декристаллизаторы;
4 – короба; 5 – машина для наполнения коробов; 6 – кемитатор

Рис. 1.8. Технологическая схема производства восстановленного
сливочного масла:
1 – насос для эмульсии; 2 – промежуточный кристаллизатор (узел вызревания);
3 – труба вызревания; 4 – машина для расфасовки и завертки; 5 – кемитатор
Технологические процессы производства масла (аналогов сливочного масла) реализуются с применением широкой номенклатуры технологического оборудования, обеспечивающего требования традиционных и современных технологий.
В основные технологические схемы современного производства сливочного, кулинарного и топленого масла включено оборудование, серийно выпускаемое предприятиями машиностроения для мясной, молочной, рыбной и пищевой отраслей, которое широко используется малыми, средними и крупными предприятиями.