

6. Особенности календарного планирования в массовом производстве
Массовый тип производства характеризуется постоянным и непрерывным выпуском строго ограниченной номенклатуры продукции. Поэтому массовому и крупносерийному производству соответствует поточный метод организации производства. В условиях массового (крупносерийного) производства порядок календарного распределения следующий: 1) устанавливается характер распределения выпуска отдельных изделий на протяжении планируемого года. При этом возможны следующие варианты: а) равномерный выпуск изделий на протяжении года, пропорциональный числу рабочих дней по месяцам (используется при стабильной потребности в данных изделиях); б) равномерно нарастающий (или убывающий) выпуск, пропорциональный числу рабочих дней (применяется при растущей (или снижающейся) потребности в данных изделиях); в) нарастающий выпуск по параболе при освоении новых изделий; 2) учитываются сроки выпуска изделий разных модификаций, изготовляемых в массовом порядке, оговоренные договорами с потребителями; 3) производится распределение изделий исходя из конкретных условий производства, договорных обязательств и определяется темп выпуска изделий; 4) проводятся проверочные расчеты загрузки оборудования и осуществляется корректировка расчетов. В массовом производстве наибольшее распространение получила система оперативного планирования производства по ритму выпуска. С помощью этой системы обеспечивается слаженный ход работы всех звеньев производства путем выравнивания их производительности к такту (ритму) выпуска готовой продукции. При планировании по ритму выпуска основной планово-учетной единицей является деталь, а для механосборочных и сборочных цехов - агрегат или готовая машина (изделия). В массовом производстве основным звеном планирования, регулирования и учета выпуска продукции является поточная и автоматическая линии, работа которых регламентируется установленным тактом. Кроме такта устанавливаются темп работы линии и каждого рабочего места, периодичность подачи заготовок на первую операцию, виды заделов на линии, порядок их расходования и восполнения. При планировании работы поточных и автоматических линий плановики цеха в случае необходимости вносят коррективы в темпы изготовления и сдачи деталей, а также в графики работы линий. Если фактическое положение значительно отклоняется от запланированного, то составляются временные графики, которые могут менять расстановку рабочих по операциям, маршрут и чередование многостаночной работы, сроки восполнения заделов. ВЫВОД: Ограниченная номенклатура выпускаемой продукции при больших объемах выпуска создает экономическую целесообразность широкого применения в конструкциях изделий унифицированных и взаимозаменяемых элементов, тщательной разработки технологических процессов, операции которых дифференцируются до отдельных переходов, трудовых действий, приемов и выполняются на специальном оборудовании. В массовом производстве значительно повышается удельный вес специального оборудования и высокопроизводительной оснастки, механизированных и автоматизированных процессов. Дифференцированный технологический процесс позволяет узко специализировать рабочие места путем закрепления за каждым из них ограниченного количества деталеопераций. Поэтому здесь используется труд узкоспециализированных рабочих-операторов. Вместе с тем применяется труд высококвалифицированных рабочих-наладчиков. Резко сокращается объем всякого рода ручных работ, исключаются доводочные работы. Все организационные условия деятельности предприятия стандартизируются, все функции управления централизируются. Массовый тип производства обеспечивает наиболее полное использование материалов и оборудования, наиболее высокий уровень производительности труда и самую низкую себестоимость продукции Перечисленные особенности массового типа производства создают предпосылки для организации поточного метода производства, хотя он возникает уже в серийном производстве. Для массового производства характерен высокий уровень специализации, механизации и автоматизации производственных процессов. К массовому типу производства относятся предприятия автомобильные, сельскохозяйственных машин и др. Однако разделение предприятий по типам носит условный характер, так как на любом из них могут быть созданы цехи, участки с различными типами производства. Так, на предприятиях массового типа производства могут быть цехи с серийным и единичным типом производства, а на предприятиях единичного - изготовление унифицированных и широкоприменяемых деталей может быть организовано по серийному и массовому принципу.
6.
ЭТАПЫ
ОБЪЕМНОГО ПЛАНИРОВАНИЯ И ИХ ОСОБЕННОСТИ
Цель
объемного планирования – обеспечить
рациональное построение производственной
программы для предприятия и цехов на
годовых, квартальных и месячных отрезках
времени. Объемный план содержит две
части: директивную и объемную. В
директивной части перечисляются
номенклатура и число изделий по программе,
сроки их выпуска, трудоемкость и стоимость
изделий. Объемные расчеты обосновывают
возможность выполнения директивных
заданий в соответствующие плановые
периоды времени. Объемные расчеты бывают
предварительными и уточненными. В обоих
случаях по производственному подразделению
(цеху, участку, бригадам, рабочим местам)
последовательно определяют потребные
на выполнение программы ресурсы,
устанавливают располагаемые ресурсы,
затем их сопоставляют и балансируют.
Предварительные объемные расчеты
подкрепляют разработку годовых и
квартальных производственных программ
предприятия и цехов. В этом случае
соответствие потребных и располагаемых
ресурсов устанавливают по цеху (участку)
в целом. Порядок выполнения этих расчетов
сводится к следующему. 1.
Номенклатурно-количественное распределение
позиций программы по кварталам и месяцам
планируемого года. При этом должны
учитываться следующие требования
обеспечения равномерности производства
и ритмичности выпуска продукции: 1)
соблюдение директивного срока поставки
изделий заказчикам; 2) стабильность или
равномерное возрастание объемов выпуска
изделий по месяцам планируемого периода;
3) максимально возможное обеспечение
непрерывности производства данных
изделий; 4) максимально возможная
концентрация производства изделий на
коротких плановых отрезках времени; 5)
обеспечение минимальной номенклатуры
изделий в программе по месяцам; 6)
равномерная загрузка оборудования по
месяцам с учетом конструктивно-технологической
преемственности изделий; 7) достижение
определенной регулярности повторения
производства изделий и др. 2. Определение
по цехам (участкам) потребных для
выполнения программы машинных или
трудовых ресурсов. В элементный состав
системы ОПП входят трудовые ресурсы –
административно-управленческий персонал
заводской и цеховых служб ОПП, а также
функциональные исполнители работ по
планированию производства (инженеры,
техники, плановики, диспетчеры, старшие
и сменные мастера, бригадиры, распределители,
учетчики и складские работники);
технические средства – ЭВМ, оргтехника,
диспетчерские устройства и др.;
экономико-математические методы –
специальные методы математического
программирования, различные модели,
логико-математические и эвристические
алгоритмы, машинные программы решения
задач; информационное обеспечение –
карты технологических процессов,
нормативы и нормы трудоемкости,
календарно-плановые нормы, номограммы,
графики и различная планово-учетная
документация. В организационном аспекте
рассматриваемая система имеет
трехуровневую структуру (рис. 7.4). На
уровне предприятия центральный
планово-диспетчерский отдел (ЦДО) решает
комплекс задач межцехового
оперативно-производственного планирования.
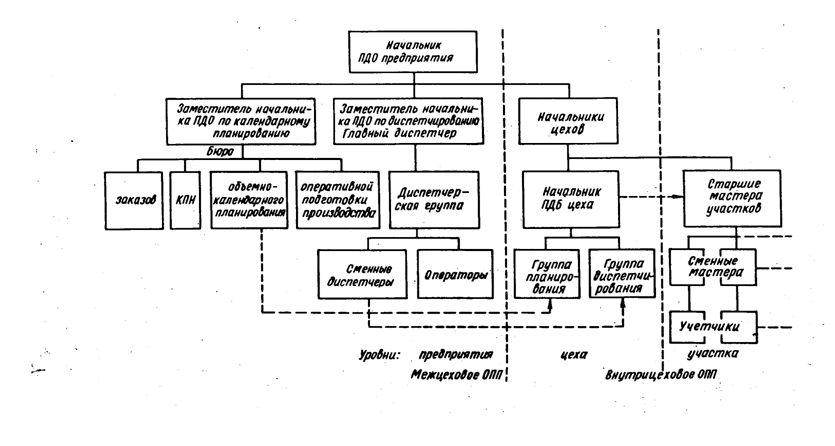 Рис. 7.4. Примерная организационная
структура системы ОПП На уровне цеха
планово-диспетчерское бюро (ПДБ) решает
комплекс задач внутрицехового оперативно
производственного планирования. На
уровне участка руководители участков,
планово-распределительный персонал и
бригадиры решают комплекс задач
внутриучасткового планирования,
определяют и обеспечивают движение
предметов труда по рабочим местам и
бригадам, осуществляют оперативный
контроль и регулирование хода производства.
В целом организационная структура
службы ОПП зависит от типа производства,
объема выпуска, характера продукции и
степени централизации функций ОПП,
обусловленной видом и размерами
объединения (предприятия). В серийном
производстве в основу процедур составления
месячных программ цехов в большинстве
случаев кладется соблюдение нормативных
опережений выпуска партий деталей и
сборочных единиц, обрабатываемых в этих
цехах. Основными исходными данными для
составления цеховых месячных программ
являются: 1. данные о фактическом запуске
и выпуске деталей, сборочных единиц и
изделий по цехам на момент расчета и на
конец отчетного месяца; 2. установленные
по результатам распределения годовой
производственной программы объемы
выпуска готовых изделий на конец каждого
месяца; 3. рассчитанные значения основных
календарно-плановых нормативов
(опережений запуска-выпуска, размеров
партий деталей и ритмов их чередования).
Месячные производственные программы
цехов принято оформлять в виде специальных
таблиц, в которых фиксируются следующие
основные параметры: 1. условные номера
и наименования всех изготавливаемых в
цехе деталей; 2. размеры и ритмы чередования
партий деталей каждого вида; 3. нормативные
опережения запуска и выпуска партий
деталей каждого наименования; 4. сроки
запуска и выпуска первой в плановом
месяце партии деталей каждого наименования;
5. сроки запуска и выпуска всех последующих
партий; 6. общее количества партий деталей
каждого наименования, запланированных
к выпуску в цехе за месяц; 7. порядковые
номера конечных изделий
Рис. 7.4. Примерная организационная
структура системы ОПП На уровне цеха
планово-диспетчерское бюро (ПДБ) решает
комплекс задач внутрицехового оперативно
производственного планирования. На
уровне участка руководители участков,
планово-распределительный персонал и
бригадиры решают комплекс задач
внутриучасткового планирования,
определяют и обеспечивают движение
предметов труда по рабочим местам и
бригадам, осуществляют оперативный
контроль и регулирование хода производства.
В целом организационная структура
службы ОПП зависит от типа производства,
объема выпуска, характера продукции и
степени централизации функций ОПП,
обусловленной видом и размерами
объединения (предприятия). В серийном
производстве в основу процедур составления
месячных программ цехов в большинстве
случаев кладется соблюдение нормативных
опережений выпуска партий деталей и
сборочных единиц, обрабатываемых в этих
цехах. Основными исходными данными для
составления цеховых месячных программ
являются: 1. данные о фактическом запуске
и выпуске деталей, сборочных единиц и
изделий по цехам на момент расчета и на
конец отчетного месяца; 2. установленные
по результатам распределения годовой
производственной программы объемы
выпуска готовых изделий на конец каждого
месяца; 3. рассчитанные значения основных
календарно-плановых нормативов
(опережений запуска-выпуска, размеров
партий деталей и ритмов их чередования).
Месячные производственные программы
цехов принято оформлять в виде специальных
таблиц, в которых фиксируются следующие
основные параметры: 1. условные номера
и наименования всех изготавливаемых в
цехе деталей; 2. размеры и ритмы чередования
партий деталей каждого вида; 3. нормативные
опережения запуска и выпуска партий
деталей каждого наименования; 4. сроки
запуска и выпуска первой в плановом
месяце партии деталей каждого наименования;
5. сроки запуска и выпуска всех последующих
партий; 6. общее количества партий деталей
каждого наименования, запланированных
к выпуску в цехе за месяц; 7. порядковые
номера конечных изделий