

Базирование с использованием двойной направляющей базы.
При этой схеме происходит совмещение осей определенной поверхности присоединяемой детали с осью соответствующей поверхности базовой детали.
Пример установка валика в центра на токарном станке. Ось валика совмещается с линией центров.
Рассмотрим схему на примере закрепление валика в самоцентрирующихся тисках с призматическими губками.
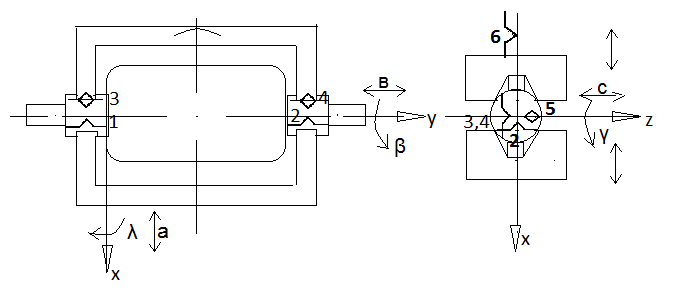
Главная и вид сбоку. Зарисовываем координатную систему.
Ось 0Y- двойная направляющая база. Эта ось совмещается осью центров.
Матрица столбец на 4 элемента.
Т.1 |
→ |
|
Т.2 |
→ |
|
Т.3 |
→ |
|
 а
а с
снаправление плоскости X0Y.
направление плоскости Y0Z
Т.4 |
→ |
|
Базирующая поверхность на которой располагаются 4 опорные точки, отнимающие у детали 2 смещения и 2 поворота – называется двойной направляющей базой.
Плоскость X0Z- опорная база
Матрица столбец на 1 элемент.
Т.5 |
→ |
|

Плоскость X0Y-опорная база
Матрица столбец на 1 элемент.
Т.6 |
→ |
|
Правило 6 точек. Для того чтобы забазировать деталь необходимо лишить её 6 степеней подвижности, необходимо и достаточно наличие 6 опорных точек которые располагаются на 3 базовых поверхностях.
Классификация баз по отнимаемым степеням подвижности.
номер |
Базовая поверхность |
Степень подвижности Смещение (С) поворот (П) |
Примечание |
1 |
установочная |
Отнимает 1С 2 П |
1+2+3 образуют 1 схему (Базирование по 3-м плоскостям.) |
2 |
направляющая |
Отнимает 1С 1П |
|
3 |
опорная |
Отнимает 1С или 1 П |
|
4 |
Двойная опорная |
Отнимает 2С 0П |
4+1+3 образует 2 схему (Базирование с использованием двойной опорной базы) |
5 |
Двойная направляющая |
Отнимает 2 С 2 П |
5+3 образует 3 схему (Базирование с использованием двойной направляющей базы) |
Классификация баз по конструктивному исполнению.
Конструктивно оформленные (явные базы) поезд со шёл с рельс то он дальше не поедет
Конструктивно неоформленные (скрытые базы) метро едет в туннеле.
Под скрытой базой понимается координатная плоскость асимметрии или точка мысленно проводимые по нормали к конструктивно оформленным базам для доведения общего числа опорных точек до 6.
Пример скрытых баз при базировании деталей типа плитка на магнитном столе, на операции плоского шлифования.
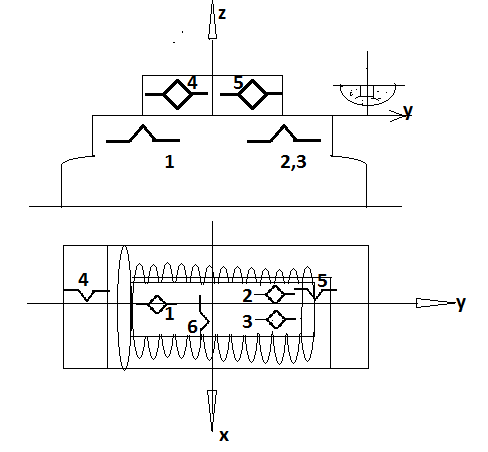
Плоскость X0Y в точке 1,2,3 конструктивно оформлена установочная база.
Плоскость Y0Z- в точке 4,5 скрытая направляющая база, которая определяет положения заготовки вдоль оси магнитного стола.
Плоскость X0Z скрытная опорная база точка 6 определяет положение заготовки по центру стола.
Вот пример скрытых баз.